КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Погрешности шага и угла профиля резьбы
|
|
|
|
Влияние погрешностей шага резьбы на свинчивание резьбовых деталей.
Погрешностью (отклонением) шага DP называется разность между действительным и номинальным размерами шага.
Погрешность шага состоит из местных и прогрессивных погрешностей шага. Местные погрешности не зависят от длины свинчивания. Прогрессивные погрешности образуются в кинематических цепях резьбонарезания как результат неточностей изготовления и износа звеньев этих цепей, температурных и силовых деформаций динамической системы станок с кинематическими цепями - резьбонарезной инструмент - нарезаемая деталь, а также под действием других факторов. Прогрессивные погрешности в шаге нарезаемой резьбы возникают пропорционально числу витков на длине свинчивания. Обычно прогрессивные погрешности превышают местные.
Обратимся к (рис. 3) и наложим на осевое сечение резьбы гайки, имеющей номинальные профиль и размеры, осевое сечение резьбы болта, у которого на длине свинчивания l шаг уменьшен, пропорционально числу шагов, на DPп.
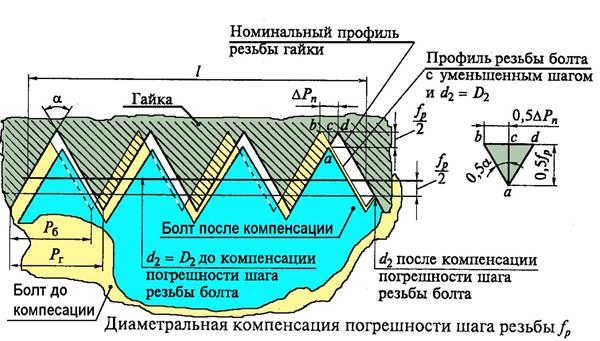
Рис. 3
Из рисунка видно, что при равенстве средних диаметров резьбы болта и гайки (d2 = D2) свинчивание не будет происходить из-за перекрытия сторон профилей болта и гайки.
Свинчивание резьбовых деталей, имеющих погрешность шага резьбы, окажется возможным при наличии разности fp их средних диаметров, полученной в результате уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки. При уменьшении среднего диаметра резьбы болта на fp, профиль его резьбы сместится к оси в верхней части резьбы на 0,5 fp и в нижней не показанной части резьбы также на 0,5 fp. Перекрытие профилей болта и гайки устранено и теперь свинчивание станет возможно. Новое положение профиля резьбы болта показано штриховой линией. Выделим из рисунка прямоугольный треугольник abc находим bиз которого получим
0,5 fp, == 0,5 fpDPп ctg а/2.
Диаметральная компенсация погрешности шага на длине свинчивания для метрической резьбы с симметричным профилем
fp == 1,732DPп.
где DPп. - абсолютное значение погрешности шага на длине свинчивания, мкм.
Отсюда следуют два важных практических вывода: резьбу болта нужно нарезать последовательно, уменьшая средний диаметр до достижения свинчиваемости болта с калибровой гайкой. Факт свинчивания свидетельствует о том, что имеющиеся погрешности в шаге резьбы компенсированы соответствующим уменьшением среднего диаметра; не нужно контролировать погрешность шага нарезаемой резьбы, что составляет значительные трудности в условиях производства, а необходимо контролировать лишь величину среднего диаметра.
При нарезании резьбы гайки, образовавшиеся погрешности в шаге резьбы должны быть компенсированы путем увеличения среднего диаметра нарезаемой гайки.
Влияние погрешности угла профиля резьбы на свинчивание резьбовых деталей. Погрешностью (отклонением) половины угла профиля резьбы. Da/2 болта или гайки (для резьб с симметричным профилем) называется разность между действительным и номинальным значениями a/2. При анализе погрешностей угла профиля резьбы обычно измеряют не весь угол а, а половину угла профиля a/2, что позволяет оценивать не только угол а, но и перекос резьбы.
Погрешность половины угла профиля вызывается в основном погрешностями профиля резьбонарезного инструмента и погрешностями установки инструмента и нарезаемой детали.
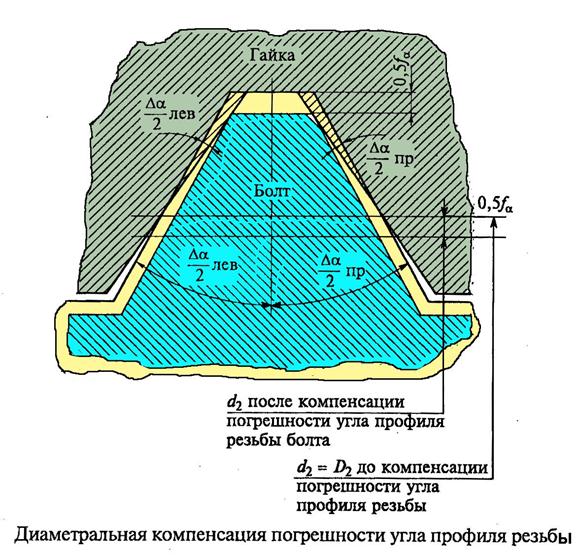
Рис. 4. Диаметральная компенсация погрешности угла профиля резьбы
Погрешность a /2 при симметричном профиле резьбы находят как среднее арифметическое абсолютных значений погрешностей обеих половин угла профиля:
Da /2 = (a /2 пр + a /2 лев)/2.
Наложим на осевое сечение резьбы гайки, имеющей номинальные профиль и размеры, осевое сечение болта, имеющего погрешность половины угла профиля Da /2 (рис. 4). При равенстве средних диаметров резьбы болта и гайки (d2 = D 2) свинчивание этих деталей невозможно вследствие перекрытия профилей резьбы. Свинчивание резьбовых деталей, имеющих погрешность Da /2, так же как и имеющих погрешность шага, возможно только при наличии диаметральной компенсации f a, мкм, этой погрешности по среднему диаметру резьбы, которая может быть осуществлена или за счет уменьшения среднего диаметра резьбы болта, или увеличения среднего диаметра резьбы гайки.
Для метрических резьб с симметричным профилем диаметральная компенсация погрешности угла профиля резьбы
f a = 0,36Р Da /2,
где P - шаг резьбы, мм; Da /2 - среднее абсолютных значений погрешностей обеих половин угла профиля, мин.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 4381; Нарушение авторских прав?; Мы поможем в написании вашей работы!