КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поля допусков резьбы
|
|
|
|
Нормирование точности резьбовых поверхностей можно рассмотреть на примере метрических резьб, предназначенных для резьбовых сопряжений с зазором, с натягом и с переходными посадками.
Для обеспечения свинчиваемости действительные контуры свинчиваемых деталей, определяемые действительным значением диаметров, угла и шага резьбы, не должны выходить за предельные контуры на всей длине свинчивания.
Допуски по 6-й степени точности является базовыми и рассчитывают по формулам:
суммарный допуск, мкм, среднего диаметра резьбы болта
где (6) - шестая степень точности; Р - шаг резьбы, мм; d среднее геометрическое значение интервала номинальных наружных диаметров резьбы, мм;
Для гайки суммарный допуск, мкм, среднего диаметра резьбы увеличивают на 32 % по сравнению с допуском на средний диаметр резьбы болта:

допуск, мкм, наружного диаметра резьбы болта

допуск, мкм, внутреннего диаметра резьбы гайки
 при P=0,8мм
при P=0,8мм
 при P=1мм
при P=1мм
Допуски диаметров d2(D2), d, D1 Для остальных степеней точности определяют умножением допуска 6-й степени точности на соответствующие коэффициенты ряда R10, что показано в таблице 1.
Таблица 1
Коэффициенты для определения допусков диаметров резьбы
cоответствующих степеней точности
| Степень точности | ||||||||
| Коэффициент | 0,5 | 0,63 | 0,8 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 |
Допуски на внутренний диаметр болта d, и наружный диаметр гайки D не устанавливают. Зазоры по впадинам резьбы обеспечиваются резьбонарезным инструментом. Основные отклонения и поля допусков резьбы.
Для d1 устанавливаются только верхние предельные отклонения, а для D - нижние, равные нулю. Вторые отклонения («в тело детали») не ограничиваются. Основным параметром резьбового сопряжения, обеспечивающим точность и характер сопряжения, является средний диаметр. Поля допусков на наружный и внутренний диаметры построены таким образом, чтобы обеспечить гарантированный зазор. Предельные отклонения шага резьбы и угла наклона боковой стороны профиля нормируют для резьб, предназначенных для посадок с натягом и переходных. Для резьб, предназначенных для посадок с зазором, эти погрешности отдельно не ограничиваются, так как принято считать, что они компенсируются отклонениями средних диаметров болта и гайки.
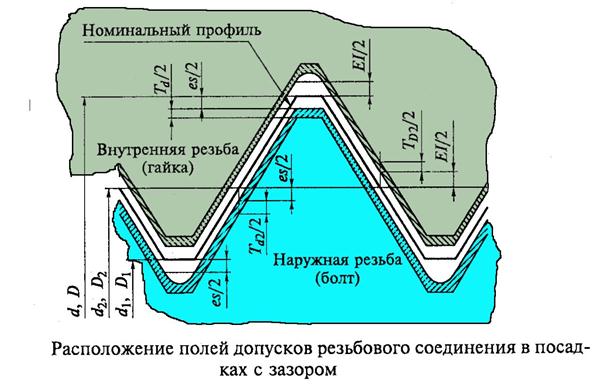
Рис. 2. Расположение полей допусков резьбовой посадки с зазором
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 601; Нарушение авторских прав?; Мы поможем в написании вашей работы!