КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Закалка
|
|
|
|
Закалка – это упрочняющая термическая обработка, которая таким образом изменяет структуру стали, чтобы максимально повысить твердость и прочность.
Закалка заключается в нагреве стали выше температуры фазового превращения с последующим достаточно быстрым охлаждением (со скоростью больше критической).
Цель: получение неравновесной структуры – пересыщенного твердого раствора углерода в a-железе – мартенсита. Практическая цель – получение максимальной твердости, возможной для данной.
Быстрое охлаждение при закалке необходимо, чтобы углерод не успел выделиться из твердого раствора – аустенита – и остался в решетке железа после охлаждения.
 Чтобы закалить сталь, необходимо правильно выбрать температуру нагрева и скорость охлаждения. Эти два параметра являются определяющими при проведении закалки.
Чтобы закалить сталь, необходимо правильно выбрать температуру нагрева и скорость охлаждения. Эти два параметра являются определяющими при проведении закалки.
При выборе температуры нагрева действует следующее правило: доэвтектоидные стали нагреваются под закалку на 30-50° выше критической точки Ас 3, а заэвтектоидные – на 30-50° выше точки Ас 1 (рис. 89). Небольшое превышение критической точки необходимо, так как в печах для термообработки неизбежны некоторые колебания температуры относительно заданного значения.
Почему закалочная температура выбирается для доэвтектоидных и заэвтектоидных сталей по-разному?
В структуре доэвтектоидных сталей ниже линии GS присутствует феррит. Если закалить сталь из этой температурной области, то аустенит превратится в твердый и прочный мартенсит, а феррит не изменится, так как он является равновесной фазой. Поскольку феррит очень мягкий, то его присутствие в закаленной стали снижает ее твердость. Цель закалки не будет достигнута. Поэтому необходим нагрев до более высоких температур (выше линии GS), где феррит уже отсутствует.
Закалка из однофазной (аустенитной) области, с температур выше Ас 3, называется полной. Так закаливают доэвтектоидные (конструкционные) стали.
Для заэвтектоидных сталей такой высокий нагрев не требуется, так как выше точки А 1, но ниже линии SE структура состоит из аустенита и цементита. При закалке из этой области аустенит превратится в мартенсит, а цементит сохранится, так как он является равновесной фазой. Наличие в закаленной стали такой твердой структурной составляющей полезно, потому что мелкие частицы цементита являются дополнительными препятствиями для движения дислокаций, повышают твердость и износостойкость.
Закалка из двухфазной области, где присутствуют аустенит и цементит, или аустенит и феррит, называтся неполной. Такой закалке подвергают заэвтектоидные (инструментальные) стали.
Критическая скорость охлаждения при закалке углеродистых сталей составляет не менее 400 °С/c. Такая скорость достигается при охлаждении в воде или водных растворах солей (NaCl) и щелочей (NaOH), увеличивающих охлаждающую способность воды. При этом деталь необходимо энергично перемещать в закалочной жидкости, чтобы удалять с поверхности металла образующийся пар, который замедляет охлаждение. Критическая скорость охлаждения легированных сталей значительно ниже, поэтому применяют более мягкие закалочные среды – минеральные масла или растворы полимеров.
Закалка является наиболее «жесткой» из всех операций термообработки, так как сталь испытывает резкое снижение температуры. При этом в деталях возникают большие внутренние напряжения. Они складываются из термических напряжений, возникающих из-за разности температур на поверхности и в сердцевине детали при быстром охлаждении, и структурных напряжений, образующихся за счет объемных изменений при мартенситном превращении.
Эти напряжения могут привести к деформации детали и даже образованию трещин. Особенно это опасно в отношении деталей сложной формы, имеющих концентраторы напряжений в виде проточек, отверстий, углов, галтелей и т. п.
По способу охлаждения различают:
1) Непрерывную закалку (закалку в одной среде) – (см. рис. 90, кривая 1). Это наиболее простой способ, но при этом в детали появляются большие внутренние напряжения.
 2) Закалку в двух средах, или прерывистую закалку (рис. 90, кривая 2). При этом способе сталь быстро охлаждается в интервале температур 750–400 °С, а затем деталь переносится в другую, более мягкую, охлаждающую среду, и в мартенситном интервале охлаждение происходит замедленно. Это приводит к уменьшению внутренних напряжений и снижает вероятность появления трещин. Примером такой закалки может быть процесс с охлаждением вначале в воде, а затем в масле.
2) Закалку в двух средах, или прерывистую закалку (рис. 90, кривая 2). При этом способе сталь быстро охлаждается в интервале температур 750–400 °С, а затем деталь переносится в другую, более мягкую, охлаждающую среду, и в мартенситном интервале охлаждение происходит замедленно. Это приводит к уменьшению внутренних напряжений и снижает вероятность появления трещин. Примером такой закалки может быть процесс с охлаждением вначале в воде, а затем в масле.
3) Ступенчатую закалку (рис. 90, кривая 3), при которой нагретую деталь погружают в жидкую среду с температурой на 20-30° выше точки М н. При этом обеспечивается быстрое охлаждение стали в верхней области температур, а затем делается выдержка, во время которой температура по сечению детали выравнивается, и термические напряжения уменьшаются. Затем детали вынимаются из закалочной ванны, и дальнейшее охлаждение происходит в другой среде, чаще всего на воздухе или в масле. В этом случае мартенситное превращение происходит при медленном охлаждении, в условиях меньших внутренних напряжений. В качестве жидких сред для ступенчатой закалки используют расплавы щелочей, селитры, легкоплавких металлов.
4) Изотермическую закалку (рис. 90, кривая 4). Она существенно отличается от других способов. Здесь выдержка в охлаждающей среде при температуре бейнитного превращения продолжается до полного распада аустенита. Во всех предыдущих случаях при закалке происходит образование мартенситной структуры, а в этом случае – бейнита.
При изотермической закалке напряжения в детали минимальны, исключается образование трещин, деформации значительно меньше. У некоторых легированных сталей (пружинных, штамповых) этот способ закалки позволяет получать оптимальное сочетание прочности и пластичности.
Итак, ступенчатая и прерывистая закалка уменьшают закалочные напряжения, поскольку разница температур на поверхности и в центре детали уменьшается. Но из-за очень маленького периода существования переохлажденного аустенита в углеродистых сталях ступенчатую и изотермическую закалку чаще применяют для легированных сталей.
Возможные дефекты закалки:
а) перегрев – крупное зерно;
б) пережог – окисление границ зерен, очень крупное зерно;
в) недогрев – у доэвтектоидных сталей закалка из интервала Ас 1- Ас 3 приводит к двухфазной структуре (мартенсит + феррит) и низким механическим свойствам;
г) коробление и трещины – вызываются внутренними напряжениями. Удельный объем мартенсита больше удельного объема аустенита, что вызывает напряжения в структуре стали. Особенно это опасно для деталей сложной формы и при сложении структурных напряжений с термическими, возникшими из-за разности температур на поверхности и в центре детали.
Чтобы избежать коробления, тонкие изделия – пилы, ножовочные полотна, бритвы – охлаждают заневоленными в специальных закалочных прессах.
С технологией закалки тесно связаны два важных понятия.
Закаливаемость – это способность стали получать высокую твердость при закалке. Закаливаемость зависит от содержания углерода в стали и характеризуется максимальной возможной твердостью (HRC) для данной марки.
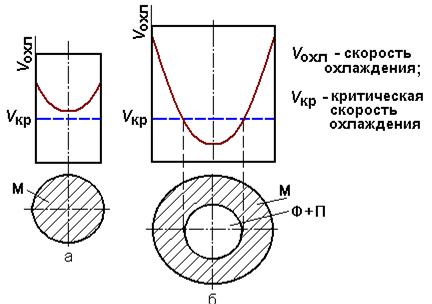
Прокаливаемость – это способность стали получать закаленный слой определенной глубины. Скорость охлаждения уменьшается от поверхности детали к центру, поэтому при большой толщине детали может оказаться, что в ее сердцевине скорость охлаждения меньше критической (рис. 91). В этом случае на мартенсит закалится только поверхностный слой детали, а сердцевина будет незакаленной, с мягкой феррито-перлитной структурой.
| |||
| |||
Рис. 91. Изменение скорости охлаждения по сечению деталей:
а – малого диаметра; б – большого диаметра
Для характеристики прокаливаемости стали в справочниках приводят величину критического диаметра. Критический диаметр – это максимальный диаметр цилиндрического прутка, который прокаливается насквозь в конкретной охлаждающей среде.
Чем больше прокаливаемость стали, тем лучше. Углеродистая сталь при охлаждении в воде имеет критический диаметр всего 10-15 мм. Прокаливаемость стали зависит от содержания легирующих элементов, которые затрудняют диффузионный распад аустенита, уменьшая тем самым критическую скорость охлаждения при закалке. Чем больше легирующих элементов в стали, тем выше ее прокаливаемость.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 2024; Нарушение авторских прав?; Мы поможем в написании вашей работы!