КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматизовані технологічні комплекси
|
|
|
|
Широке впровадження у виробництво робочих машин та виробничих механізмів наприкінці ХІХ ст. ознаменував початок епохи механізації, завданням якої було полегшення фізичної праці робітника. Другий період розвитку виробництва почався з середини ХХ ст. і був пов’язаний з широким впровадженням систем автоматизації, завданням яких стало розвантаження людини від праці розумової, пов’язаної з прийняттям рішень щодо керування технологічним обладнанням. Сучасні автоматизовані системи управління (АСУ) позбавляють людину необхідності безпосереднього керування великою кількістю робочих машин та технологічних агрегатів, зводячи функцію людини-оператора до формування завдання (рецепту) на виробництво, контролю за ходом технологічного процесу та втручання (за потребою) на деяких його стадіях. Наступний якісно-новий рівень розвитку виробництва пов’язаний з впровадженням повністю автоматичних технологічних ліній та в цілому виробництв, в яких учать людини не є потрібною.
Характеризуючи сучасний стан розвитку виробництва можна виділити такі загальні тенденції:
• постійно розширюється застосування регульованих електроприводів у промисловому устаткуванні, транспорті, авіакосмічній техніці, медицині, побутовій техніці для досягнення нових якісних результатів у технології;
• заміна нерегульованих електроприводів регульованими в енергоємному устаткуванні, такому як насоси, компресори, вентилятори й ін., з метою енергозбереження;
• поширення блочно-модульних принципів побудови електроприводів, інформаційних засобів, засобів керування і систем керування в цілому;
• динамічна комп'ютеризація електроприводів, механізмів, агрегатів і комплексів і нова ідеологія проектування систем;
• подальший розвиток методів каскадного (підпорядкованого) регулювання, що одержало широке поширення в електроприводах і, яке органічно переноситься на керування технологічними змінними й інтегральними показниками якості обробки, переробки і виробництва речовини;
• активний розвиток і впровадження систем діагностики, обслуговування, візуалізації технологічних процесів і процесів керування.
Основу виробництва складають автоматизовані технологічні комплекси (АТК), які перетворюють вхідну речовину (матеріал) у готову продукцію на основі отриманої від технологічного середовища інформації та енергії. Механічні впливи на матеріал з метою перетворення його форми, властивостей, положення в процесі виробництва продукції здійснюють робочі машини. Частина робочої машини, яка безпосередньо здійснює механічний вплив на матеріал (вхідну речовину) називається виконавчим органом робочої машини.
Пристрій, що поєднує робочу машину (що виконує механічні рухи з метою перетворення форми, властивості і положення матеріалу), із пристроями, що забезпечують теплові, хімічні й ін. (не механічні) впливи на матеріал у процесі виробництва продукції називають технологічним агрегатом.
Технологічний комплекс складається з сукупності робочих машин і технологічних агрегатів, які становлять одне ціле при виконанні технологічного процесу. Під технологічним процесом розуміємо сукупність послідовних дій і методів обробки, виготовлення, зміни стану, властивостей, форми сировини, чи матеріалу напівфабрикату, які здійснюються в процесі виробництва продукції. Прикладами технологічних комплексів є: прокатний стан, папероробна машина, що представляють собою систему машин і технологічних агрегатів для здійснення, відповідно, прокатки металу, виготовлення папера в рулонах.
Технологічний об’єкт керування (ТОК) - сукупність технологічного обладнання і реалізованого на ньому за відповідними технологічними інструкціями чи регламентами, технологічного процесу виробництва.
К технологическим объектам управления относятся:
• технологические агрегаты и установки (группы станков), реализующие самостоятельный технологический процесс;
• отдельные производства (цехи, участки) или производственный процесс всего промышленного предприятия, если управление этим производством носит в основном технологический характер, т. е. заключается в реализации рациональных режимов работы взаимосвязанных агрегатов (участков, производств).
Критерій керування - співвідношення, яке характеризує якість роботи ТОК і приймає числові значення в залежності від керуючих дій.
Типова функціональна структура сучасного автоматизованого технологічного комплексу показана на рис. 1.1.
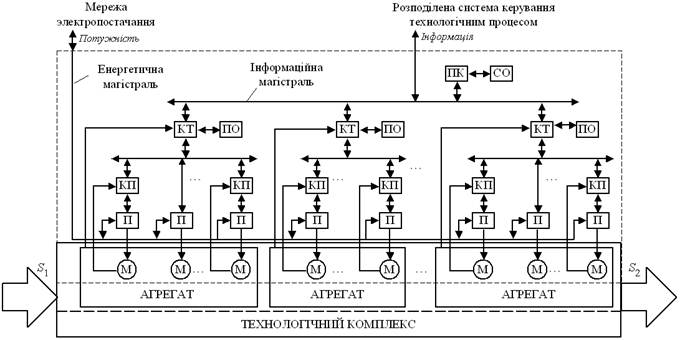
Рис. 1.1. Функціональна структура АТК.
Виконавчі органи робочих машин приводяться в рух приводами, які в більшості випадків є електричними. Відзначимо, що сучасний електропривід розглядається не лише як джерело механічної енергії для робочої машини, але і як знаряддя автоматизації. В електроприводі електродвигун М живиться від керованого перетворювача П електричної енергії. Керування електроприводом здійснює контролер приводу КП, який виконує такі задачі: керування силовою частиною приводу; автоматичне регулювання моменту, швидкості, положення; програмно-логічне керування пуском, зупинкою і режимами функціонування приводу, контроль стану і діагностування несправностей; захист і сигналізацію. Під терміном "контролер" будемо розуміти пристрій, або сукупність пристроїв, які забезпечують вироблення і подачу за заданим алгоритмом керування керуючих впливів на об’єкт управління.
До складу технологічного агрегату може входити сукупність робочих машин, а також інші пристроями, що забезпечують теплові, хімічні й ін. (не механічні) впливи на матеріал у процесі виробництва продукції. Для забезпечення узгодженої роботи цих механізмів використовується технологічний контролер КТ, який керує роботою технологічного агрегату, в цілому. Функціями технологічного контролера є: вироблення завдань на контролери приводів КП з метою координації їх роботи; програмно-логічне керування пуском, зупинкою, режимами функціонування технологічного агрегату; регулювання технологічних змінних; контроль стану і діагностування несправностей компонентів агрегату.
Координацію спільної роботи агрегатів технологічного комплексу здійснює через інформаційну магістраль один з технологічних контролерів, або окремий контролер (наприклад, на базі персонального комп’ютера ПК зі станцією оператора СО). Робота цього контролера, в свою чергу, може бути підпорядкована розподіленій системі керування технологічним процесом, яка об’єднує і координує роботу сукупності технологічних комплексів, задіяних в єдиному технологічному процесі.
Обов’язковим елементом сучасних технологічних комплексів є системи візуалізації і обслуговування, до складу яких можуть входити: панелі оператора, які містять в єдиному корпусі дисплей, клавіатуру і призначені для візуалізації (відображення) технологічного процесу, введення-виведення даних, налагодження; автоматизовані робочі місця АРМ на базі ПК в складі локальних систем візуалізації та дистанційного керування (детальніше див. в розділі **)
Суть процесу керування в загальному випадку зводиться до впорядкування, здійснення сукупності дій, на підставі одержаної інформації, з метою підтримати або покращити функціонування об’єкту (відповідно до мети керування) незалежно від зовнішніх збурень. Процеси керування можуть здійснюватися лише у випадку організованого одержання інформації про поведінку об’єкта.
Керування технологічним об’єктом полягає у виробленні команд, здійснення яких забезпечує його ціле направлену зміну стану при збереженні раніше обумовлених вимог і обмежень. / так керування автомобілем полягає в організації її руху з одного пункту до іншого при дотриманні правил дорожнього руху, умовою безпеки водія і пасажирів, виконання вимог мінімізації кількості витраченого пального або мінімізацію часу знаходження його в дорозі і т.д. / Керування процесом сушіння подрібненої деревини в барабанних сушарках полягає в дотриманні: температури сушильного агенту на заданому рівні, числом оборотів барабану сушарки, заданій кількості теплоносія, кінцевій заданій вологості подрібненої деревини.
Окремим випадком керування є збереження деякого бажаного стану об’єкту, коли він отримує непередбачену дію зі сторони зовнішнього середовища, яка порушує цей стан. \ енергоблок який працює в базовому режимі навантаження керування паровим котлом, який працює в базовому режимі навантаження: - збереження паропродуктивності і параметрів пари котла, стабілізація режиму горіння і т.д. в умовах, коли непередбачено змінюється якість палива, протікають випадкові зміни витрати пари (частоти змінного струму в енергосистемі)\.
Стан об’єкту у відношенні мети керування визначається біжучим значенням деякого числа змінних які контролюються, отримали назву керованих величин об’єкта. Так при керуванні паровим котлом керованими величинами є параметри пари: Паропродуктивність; Тиск; Температура.
Для здійснення ціленаправленого і результативного протікання ТП він повинен бути керованим. Стосовно до ТО це означає в процесі його функціонування необхідно здійснювати неперервну дію на виконавчі органи, щоб при появі зовнішніх збурень забезпечити одержання єдиного необхідного результату. Чим досконаліше керування тим точніше, однозначніше буде співпадання фактичного результату ТП із заданим (необхідним). Така найбільш загальна і дуже спрощена постановка задачі керування може бути істотно конкретизована і також формалізована.
Так, протікання керованого ТП може бути показане як послідовність режимів або станів, які змінюються. Менш досконале керування забезпечує тільки підтримування деякого раціонального заданого режиму або відробка необхідної траєкторії руху інструменту, або послідовність переходу з одного режиму на другий. Більш досконалим є забезпечення одержання необхідного кінцевого результату, вибір найкращого оптимального режиму роботи і траєкторії переходу при мінімальних затратах засобів, матеріалів і енергії.
Однією з основних задач керування виробництвом є забезпечення його ритмічною роботою і пов’язану з нею зростаючу ефективність в цілому.
Автоматизований технологічний комплекс (АТК) - сукупність сумісно функціонуючих АСК ТП і ТОК.
Комплекс технічних засобів (КТЗ) - сукупність обчислювальних і керуючих пристроїв, засобів перетворення, відтворення і реєстрації сигналів, пристроїв передачі і обробки сигналів і даних виконавчих пристроїв, яка достатня для виконання всіх функцій АСК ТП.
Оперативний персонал – технологи-оператори АТК, які здійснюють керування ТОК і експлуатаційний персонал.
Експлуатаційний персонал – інженери, змінні чергові оператори та інші, які забезпечують правильність функціонування КТЗ.
Технічне забезпечення – комплекс технічних засобів, призначений для забезпечення роботи АСК ТП.
Інформаційне забезпечення - сукупність системи класифікації і кодування технологічної і техніко-економічної інформації, сигналів. які характеризують стан АТП, масивів даних і документів, які необхідні для виконання всіх функцій АСК ТП.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 3328; Нарушение авторских прав?; Мы поможем в написании вашей работы!