КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сборка с базированием по координатно-фиксирующим отверстиям (КФО)
|
|
|
|
Детали поперечного набора каркаса устанавливают в приспособление и фиксируют их по специальным отверстиям – КФО на период соединения обшивки с деталями каркаса. Такие детали поступают на сборку с просверленными в них КФО, такие же отверстия имеются и в сборочном приспособлении.
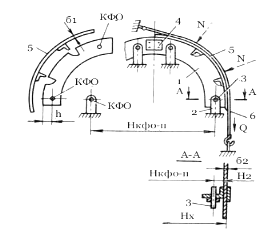
Рис. 4.12. Базирование по КФО: 1 – шпангоут; 2 – вилка; 3- фиксатор; 4 – накладка; 5 – панель; 6 – лента.
|
Размер по внешнему обводу собранного агрегата:
Нх = δ1+ Н1+ Нкфо+ Н2+ δ2.
Погрешность размера будет
∆Нх = ∆δ1+ ∆Н1+ ∆Нкфо+ ∆Н2+∆δ2+ 4∆z + ci,
где Нкфо– размер между координатно-фиксирующими отверстиями в вилках сборочного приспособления; ∆Нкфо– погрешность размера Нкфо.
При этом методе базирования сборка осуществляется в приспособлениях упрощенной конструкции без рубильников и ложементов.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 3537; Нарушение авторских прав?; Мы поможем в написании вашей работы!