КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изготовление сотового заполнителя
|
|
|
|
Изготовление конструкций с сотовым заполнителем.
Конструкции с сотовым заполнителем отличается высокой удельной прочностью, лучшими характеристиками по усталостной прочности, улучшенными аэродинамическими качествами, меньшим количеством деталей и меньшей трудоемкостью.
Технологический процесс сборки панели с сотовым заполнителем состоит из следующих основных операций:
Ø изготовление сотового заполнителя и придание ему требуемых форм и размеров;
Ø подготовка обшивки, деталей каркаса и сот к склеиванию, нанесения клея, сборка и склеивание панелей;
Ø контроль качества склеивания.
Металлические соты изготавливают из фольги алюминиевых сплавов толщиной 0,03…0,15 мм. Толщина фольги, форма и размер ячейки определяются из условия обеспечения необходимой прочности и жесткости конструкции. В России приняты сотовые заполнители шестигранной формы с размером сторон шестигранника 2,5; 4; 5 и 6 мм.
Сотовые заполнители также изготавливают из хлопчатобумажных и стеклянных тканей, бумаги, полиамидной бумаги преимущественно методом растяжения пакетов с последующей пропиткой различными смолами. В России для нанесения клея, сушки его, образования дренажных отверстий применяются автоматы АСП-250; АСП-1000; АСП-1200.
Требуемая форма заполнителю придается путем механической обработки. В частности, при методе растяжения после разметки пакета и сверления базовых отверстий заготовки разрезаются на ленточных пилах, фрезеруются по контуру на универсальных или специальных фрезерных станках и растягиваются на станках типа РС-800, РС-3000 (см. таблицу 4.5).
Подготовка обшивки, деталей каркаса и сот к склеиванию производится описанными ранее способами.
Заключительной подготовительной операцией является нанесение клея на контактные поверхности обшивок и сот, их подсушка или подготовка и нанесение клеевой пленки. Нанесение клея осуществляется на установке, схема которой изображена на рисунке 4.21.
В случае применения клеевой пленки последняя раскраивается по картам раскроя и прикатывается к поверхности деталей и сот холодным или горячим роликом.
Сборка и склеивание осуществляется в специальных приспособлениях. Базирование при этом может осуществляться как по внешней поверхности сотового заполнителя, если он обладает достаточной гибкостью (рис.4.22), так и внешней поверхности обшивки. Приспособление с собранным агрегатом помещают в печь или автоклав, в которых происходит отверждение клея.
Таблица 2.5. Технологический процесс изготовления сотового заполнителя.
| Операция | Эскиз |
| Обезжиривание и сушка фольги | 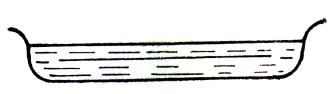
|
| Нанесение на фольгу клеевых полос, сушка, пробивка дренажных отверстий при необходимости и складывание пакета | 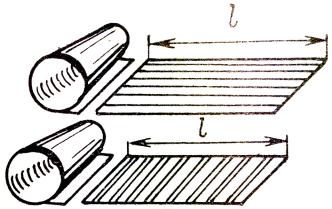
|
| Закладка пакета в приспособление для склеивания | 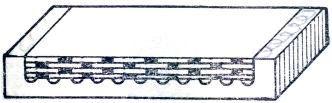
|
| Склеивание пакета (отверждения клея) | 
|
| Разметка панели и сверление базовых отверстий | 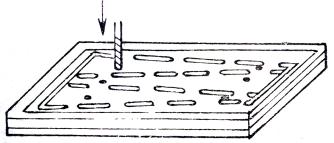
|
| Разрезка пакета на заготовки | 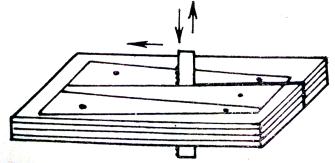
|
| Фрезерование заготовки по контуру | 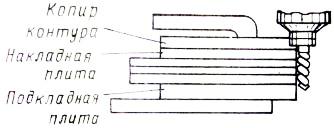
|
| Растяжение | 
|
| Фрезерование сотового заполнителя | 
|
| Контроль (выполняется в каждой операции) |
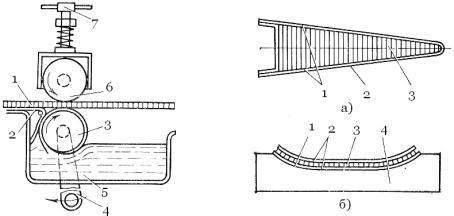
| Рис. 4.21. Схема одностороннего нанесения на торцы сотового заполни-теля: 1-заполнитель; 2-скребок; 3- клеенаносящий ро-лик; 4- рычаг; 5- ванна с клееем; 6- ролик для по-джима; 7- нажимное уст-ройство | Рис. 4.22. Способы базирования улов в процессе сборки: а) - по сотовому заполнителю; б) - по обшивке; 1-базовые поверхности; 2- обшивки; 3- сотовый заполнитель; 4 -болванка |
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 2359; Нарушение авторских прав?; Мы поможем в написании вашей работы!