КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изготовление узлов с заполнителем в виде пенопласта
|
|
|
|
При использовании в качестве легких заполнителей пенопластов возможны следующие методы изготовления узлов панелей и отсеков: прессовый, беспрессовый и комбинированный.
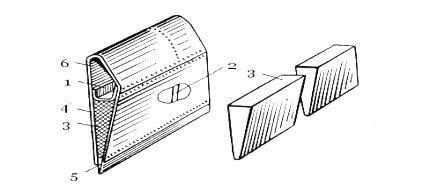
Рис. 2.24. Конструкция узла с заполнителем в виде пенопласта: 1- лонжерон; 2- нервюра; 3 – заполнитель в виде пенопласта; 4 – обшивка; 5 – законцовка; 6 – носок.
При прессовом методе технологический процесс осуществляется в следующей последовательности: сборка каркаса, установка пенопласта между элементами каркаса (нервюрами, лонжеронами т.д.) и их склеивание, обработка пенопласта с пригонкой под склейку обшивки, подготовка пенопласта и обшивок к склеиванию, склеивание их в приспособлении под определенным внешним давлением прессования.
Пенопласт приклеивается с обшивками в приспособлениях (рис.2.23.)
При беспрессовом методе легкий заполнитель образуется в полости изделия в результате термической обработки исходного полуфабриката.
Технологический процесс здесь несколько проще: после сборки и подготовки изделие заполняется полуфабрикатом и подвергается термообработке. При определенной температуре полуфабрикат вспенивается в результате действия специального газообразователя или химической реакции между компонентами исходной композиции. Как в том, так и в другом случае, вспенивающаяся масса создает внутреннее давление [(3…5)*105 Па], достаточное для склеивания. Таким образом, здесь отпадает необходимость во внешнем давлении. После вспенивания заполнитель приобретает пенистую структуру с замкнутыми ячейками и объемной массой γ =0,015…0,2 г/см3.
На рисунке 4.26 приведена схема ограничительного приспособления для заполнения хвостового отсека руля самовспенивающимся заполнителем.
Для уменьшения усадки заполнителя в исходную композицию вводят специальные добавки (карбид кремния, газовая сажа и т.д.) или используется комбинированный метод, при котором в заполняемую полость вводится вкладыш из готового пенопласта (рис.4.25).
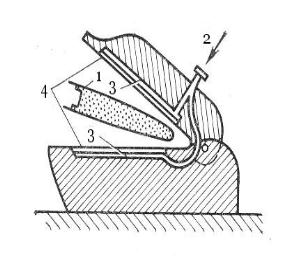
Рис. 4.25. В заполняемую полость вводится вкладыш из готового пенопласта: 1- склеиваемый узел; 2- подача сжатого воздуха; 3 - полости для сжатого воздуха; 4- фольга – мембрана.
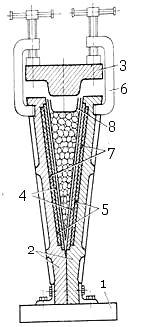
Рис 4.26. Ограничительное приспособление для заполнения хвостовой части руля высоты самовспенивающимся заполнителем:
1- основание;
2- ограничительная стекла;
3- крышка;
4- плита;
5- ленточные нагревательные элементы;
6- струбцина;
7- прокладка на асбесте;
8- каркас хвостовой части руля.
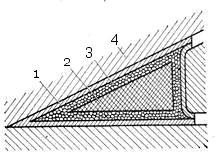
Рис. 2.27. Схема комбинированного метода заполнения трехслойной конструкции:
1- изделие;
2- вкладыш из готового пенопласта;
3- исходный полуфабрикат;
4- ограничительное приспособление.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 625; Нарушение авторских прав?; Мы поможем в написании вашей работы!