КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Процессы выполнения комбинированных соединений
|
|
|
|
В самолето- и вертолетостроении часто применяются комбинированные соединения: клеесварные, клееклепанные, клеевинтовые, клееболтовые, которые успешно сочетают многие положительные качества тех и других, повышают прочность и эксплуатационные характеристики конструкций.
Клеесварные соединения выполняются одним из следующих способов:
– точечной сваркой по слою жидкого или пастообразного клея;
– введение клеев в зазоры между сваренными поверхностями.
Технологический процесс по первому способу включает операции: предварительная сборка, подготовка поверхностей, нанесения клея, сборка, сварка, полимеризация клея, нанесение антикоррозионных покрытий.
Подготовка поверхности производится методами под контактную (точечную, роликовую) электросварку. Для этого способа пригодны клеи ВК-1МС, ВК-1, ВК-9, ВК-32-ЭМ и ряд других, способных выжиматься с контактных поверхностей под давлением электродов, не препятствуя образованию сварной точки требуемого качества. Сварка производится на обычных контактных точечных машинах. Существенное преимущество сварки по клею – гарантированное высокое качество заполнения клеем сварного шва.
При втором способе под кромки, выполненного контактной сваркой соединения, с помощью специального шприца вводят клей невысокой вязкости (рис.4.28).
Технологический процесс включает операции: предварительная сборка, подготовка поверхностей под сварку, сборка и постановка технологических болтов, сварка, контроль качества сварки, подготовка поверхностей под склеивание, введение клея в нахлестку, постановка контрольных заклепок, отверждение клея.
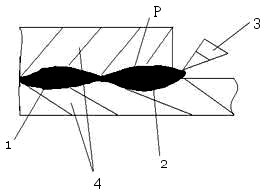
Рис 4.28. Введение клея в зазоры: 1 – сварная точка; 2 – клей; 3 – шприц; 4–свариваемые детали.
Клей проникает в зазор между пластинами, расположенными на расстоянии d под действием силы капиллярного давления Р, которое приближенно определяется из выражения
Р =  ,
,
где θ- краевой угол, α- коэффициент поверхностного натяжения.
Установлено, что гарантированное заполнение зазоров достигается при нахлестке не более 12 мм и с зазорами не более 0,08 мм для клея КЛН-1, а для клеев ВК-1МС, ВК-9 величина нахлестки до 30 мм, минимальный зазор – 0,03 мм.
На практике применяют нахлестку 15…18 мм, зазор 0,05…0,15мм.
Клеемеханические соединения (клеезаклепочные, клеевинтовые, клееболтовые) могут выполняться по двум схемам:
- установкой элементов механического крепления по ранее выполненному клеевому соединению;
- установкой элементов механического крепления по незатвердевшему клею с последующим отвердением клея в комбинированном соединении.
Комбинированные соединения отличаются герметичностью, антикоррозионной стойкостью, высокой ударной и усталостной прочностью, надежностью при длительной эксплуатации.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 393; Нарушение авторских прав?; Мы поможем в написании вашей работы!