КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вопрос № 2. Разработка принципиальной схемы технологического процесса
|
|
|
|
На первом этапе создания или коренной реконструкции любого производства разрабатывают технологическую схему процесса в виде определенной последовательности проведения отдельных операций или стадий. В техническом проекте, подготовленном для строительства производственной установки, линии или агрегата, в составе рабочих чертежей (как было показано выше) имеется монтажно–технологическая схема процесса, или просто технологическая схема процесса, а в расчетно–пояснительной записке к технологической части проекта приводится ее описание.
Одновременно с получением технического задания на разработку проекта производства отраслевой научно–исследовательский институт приступает к разработке технологического регламента производства, в составе которого также имеется технологическая схема процесса и ее подробное описание. Обе схемы, имея определенные различия, абсолютно идентичны в отражении вопросов технологии. На начальном этапе эксплуатации производства (в период его освоения) в технологический регламент и в его технологическую схему часто вносятся определенные дополнения и изменения, согласованные с головными научно–исследовательской и проектно–конструкторской организациями и направленные на совершенствование производства или его расширение. Изменения вносятся и в связи с изменениями свойств сырья, требований, предъявляемых к готовой продукции, конструкции технологического оборудования и с другими подобными обстоятельствами.
При изучении проектной или производственной технологической документации может встретиться термин «технологический блок». На этапе проектирования производственного процесса для снижения опасности при его эксплуатации, а также для обеспечения безопасного отключения оборудования при возникновении аварийной ситуации, взрыва или пожара производят секционирование установок (линий, агрегатов и пр.). Секционирование, т.е. рациональное разделение установки на отдельные технологические блоки, способствует всестороннему детальному анализу взрывоопасности входящих в их состав аппаратов, машин, агрегатов и протекающих в них процессов с использованием критерия взрывоопасности – общего энергетического потенциала взрывоопасности. (Под общим энергетическим потенциалом взрывоопасности технологического объекта, стадии, блока понимают сумму энергий адиабатического расширения парогазовой фазы, полного сгорания имеющихся и образующихся из жидкости паров за счет внутренней и внешней (окружающей среды) энергии при аварийной разгерметизации технологической системы.)
Выбор и обоснование рациональных решений по секционированию технологических систем является весьма сложной инженерной задачей, удачное решение которой позволяет значительно снизить потенциальную опасность объекта без крупных капитальных вложений.
Работник пожарной охраны должен понимать сущность технологии, так как это необходимо для выполнения анализа взрывопожарной опасности производственного процесса и разработки профилактических мероприятий и систем противопожарной защиты, в том числе и для расчетного определения категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности. Естественно, что имеющиеся в производственном процессе и нашедшие отражение в монтажно–технологической схеме нюансы технологии могут затруднить и осложнить изучение технологического процесса. В связи с этим часто возникает необходимость в разработке принципиальной схемы процесса, где была бы изложена только основная, главная идея технологии, не скрытая чрезмерными подробностями, но учитывающая специфику данного производства.
В специальной и учебной литературе можно найти принципиальные схемы многих технологических процессов (производств аммиака, мочевины, лакокрасочных материалов, кислот, бумаги, водорода, переработки нефти и нефтепродуктов и пр. и пр.), которые, к сожалению, можно использовать только для первоначального ознакомления с производством, т.к. они не отражают специфику технологического процесса на конкретном предприятии.
Имея под руками расчетно–пояснительную записку к технологической части проекта или технологический регламент производства с технологическими схемами, нетрудно разработать принципиальную схему процесса для дальнейшего использования и при анализе пожарной опасности процесса, и при разработке пожарно–профилактических мероприятий, и при разработке карты пожарной опасности и защиты технологического процесса, и при разработке пожарно–технического паспорта производства, и при разработке оперативного плана пожаротушения.
Создавая принципиальную технологическую схему производственного процесса, руководствуются следующими положениями.
1. При наличии на производстве двух, трех и более идентичных технологических ниток (установок, агрегатов, потоков, систем и т.д.) на принципиальной схеме отображают только одну нитку (рисунок 5.1).
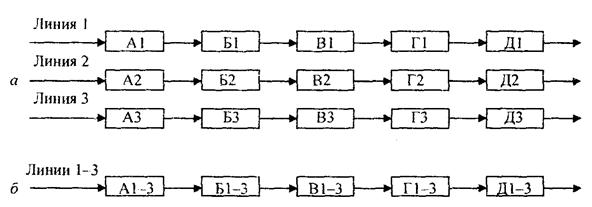
Рисунок 5.1 – Отображение технологических линий:
а – на производственной схеме и б – на принципиальной схеме;
Аi – Дi номера позиций оборудования (или наименование
производственных операций) на производственной схеме
2. При последовательном проведении нескольких однотипных операций на принципиальной схеме отображают только одну из них (рисунок 5.2).

Рисунок 5.2 – Отображение операций окраски и сушки изделий:
а – на производственной схеме и б – на принципиальной схеме
3. При наличии в производственном процессе двух или более параллельно или последовательно работающих однотипных аппаратов на принципиальной схеме отображают один аппарат (рисунок 5.3 и 5.4).
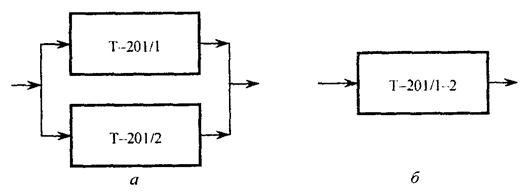
Рисунок 5.3 – Отображение параллельно работающих аппаратов:
а – на производственной схеме и б – на принципиальной схеме;
Т–201/1 и Т–201/2 – секции теплообменника поз 201
4. При разработке принципиальной схемы из нее исключают резервное оборудование как параллельно работающее (см. рисунок 5.3).
5. На принципиальной схеме не отображают контрольно–измерительные приборы и автоматизированные системы управления процессом (системы КИПиА).
6. При разработке принципиальной схемы из нее исключают, по возможности, арматуру (запорную, регулирующую и предохранительную), а также обвязку аппаратов дополнительными трубопроводами (обратными, спускными, обводными и другими линиями) (рисунок 5.5).
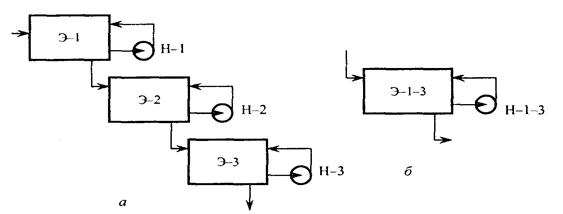
Рисунок 5.4 – Отображение каскада последовательно работающих аппаратов:
а – на производственной схеме и б – на принципиальной схеме;
Э – экстракторы; Н – насосы
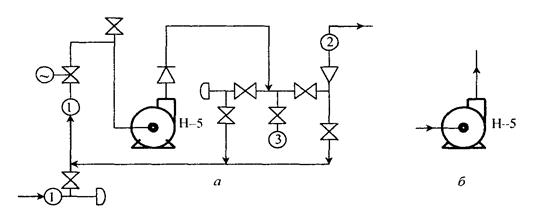
Рисунок 5.5 – Отображение арматуры и обвызки насоса трубопроводами:
а – на производственной схеме и б – на принципиальной схеме;
→ – направление движения потока;  – заглушка;
– заглушка;  – задвижка;
– задвижка;
 – обратный клапан;
– обратный клапан;  – диафрагма;
– диафрагма;  – номер линии;
– номер линии;  – электропривод
– электропривод
В принципиальную схему не включают аппараты и блоки из производственной схемы, в которых отсутствуют горючие или окисляющие вещества и материалы (рисунок 5.6).
На принципиальной схеме не отображают системы, устройства или иные объекты, направленные на обеспечение взрывопожарной безопасности производства в целом и технологического процесса в частности (системы флегматизации среды и аварийной эвакуации продуктов, взрывные мембранные устройства и предохранительные клапаны, устройства взрывоподавления и пожаротушения и другие).
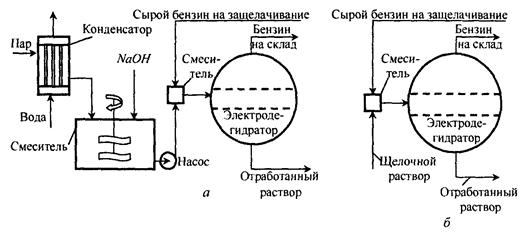
Рисунок 5.6 – Отображение аппаратов, в которых отсутствуют
горючие или окисляющие вещества и материалы:
а – на производственной схеме и б – на принципиальной схеме.
В то же время принципиальная технологическая схема не должна искажать существенные особенности производственного процесса: непрерывность или периодичность работы аппаратов и машин, отдельных операций и процесса в целом, способ обеспечения движения потоков (самотеком или под напором), тип аппаратуры (герметичное, «дышащее», открытое) и его размещение относительно друг друга и т.д. Желательно, чтобы отображение основного оборудования на схеме соответствовало (хотя бы приближенно) контурам реально существующих аппаратов и машин на производстве или общепринятым стандартным обозначениям.
На принципиальной технологической схеме необходимо указать:
- основное технологическое оборудование;
- последовательность проведения технологических операций или направление движения материальных потоков, а также наименование сырья, готовой продукции или полуфабрикатов с указанием мест их ввода и вывода;
- технологические параметры процессов (температуру, давление, концентрацию, расход (или объемную скорость), катализатор, напряжение, величину тока или другие показатели);
- основные характеристики аппаратов, машин или агрегатов (объем, высоту, диаметр, длину, частоту вращения рабочего органа или другие характеристики) и их действительное количество;
- места ввода в производственный процесс (или в оборудование) и вывода из него вспомогательных веществ и материалов, отходов производства и т.д. и их наименование.
Для того, чтобы принципиальную схему можно было использовать наравне с монтажно–технологической или производственной технологической схемами, принято сохранять на ней обозначения позиций аппаратов, машин, агрегатов, линий, потоков и т.п. такими же, какими они приняты на монтажно–технологической или производственной схемах. На примерах показано, как обеспечить сохранение обозначений позиций аппаратов на принципиальной схеме. Так, если на производственной (или на монтажно–технологической) схеме имеется несколько идентичных технологических линий, например, три линии, обозначенные соответственно «Линия 1», «Линия 2» и «Линия 3». то на принципиальной схеме изображенную линию обозначают «Линии 1–3» (см. рисунок 5.1). Аналогично поступают с обозначениями параллельно и последовательно работающих аппаратов: на принципиальной схеме двухсекционный теплообменник (т.е. теплообменник, состоящий из двух независимых одинаковых частей – секций) обозначают Т–201/1–2 (см. рисунок 5.3), а на упрощенной схеме каскада экстракторы с насосами первого, второго и третьего уровней (Э–1, Э–2, Э–3, Н–1, Н–2 и Н–3) обозначают соответственно Э–1–3 и Н–1–3 (см. рисунок 5.4).
Одним из вариантов графического представления производственного процесса является его блок–схема, которая показывает последовательность проведения основных операций, этапов, стадий технологического процесса. Блок–схему сложного химико–технологического процесса разрабатывают на основании имеющейся в пояснительной записке или регламенте технологической схемы и ее описания. Для достаточно простого технологического процесса (например, механического или гидромеханического профиля) блок–схему можно составить непосредственно на самом производственном объекте, пройдя вместе со специалистом–технологом по всей технологической цепочке. Блок–схема обычно бывает полезна на первом этапе изучения технологии. Ее целесообразно разрабатывать для выявления основных производственных участков и типовых технологических процессов. Блок–схема проста и наглядна, но не дает полного представления о многих существенных и необходимых для выполнения анализа пожарной опасности технологического процесса характеристиках.
На рисунок 5.1 приведены варианты блок–схем одного и того же производственного процесса. Из (рисунок 5.1, а) видно, что на четырех последовательно расположенных участках изделия окрашивают, сушат, еще раз окрашивают и снова сушат. На упрощенной блок–схеме (рисунок 5.2, б) показана только одна операция окраски с последующей сушкой изделий. Поэтому к этой схеме необходимо дать пояснения о том, что окраска производится в два слоя с последующей послойной сушкой. В противном случае может создаться впечатление об окраске изделий только одним слоем.
Рассмотрим производственную технологическую схему предприятия нефтепродуктообеспечения, принципиальную схему и блок–схему того же объекта (рисунок 5.7–5.9).
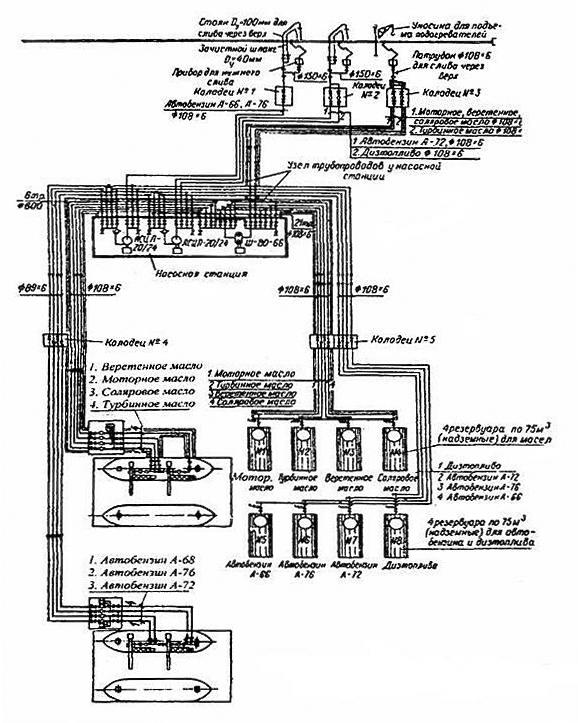
Рисунок 5.7 – Производственная технологическая схема распределительной нефтебазы.
На производственной схеме распределительной нефтебазы (рисунок 5.7) приведены все основные и вспомогательные аппараты, колодцы, узлы задвижек, отводы и другое оборудование, а также показана трассировка всех технологических трубопроводов. На схеме видно, откуда и куда направляются нефтепродукты, общее количество резервуаров, сливных и наливных стояков, насосов и даже показаны некоторые особенности конструктивного устройства оборудования и их размеры (смотровые люки на резервуарах, условные диаметры трубопроводов и т.д.). Чтение такой схемы затруднено из–за большого количества однотипных аппаратов и несущественных деталей, заслоняющих основную идею: назначение, устройство и принцип работы объекта.
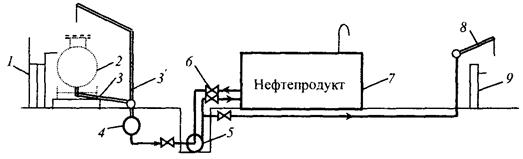
Рисунок 5.8 – Принципиальная схема нефтебазы:
1– железнодорожная сливная эстакада; 2 – ж/д цистерна; 3 – приборы для нижнего и верхнего слива нефтепродуктов; 4 – коллектор; 5 – насос; 6 – задвижки;
7 – горизонтальный резервуар; 8 – стояк для налива нефтепродуктов; 9 – автомобильная наливная эстакада.
На схеме (рисунок 5.8) показаны все принципиально значимые и отличительные признаки технологического процесса нефтебазы: устройство систем слива–налива нефтепродуктов, тип резервуаров, особенности обвязки оборудования трубопроводами. Из этой схемы видно, что нефтепродукт поступает на нефтебазу по железной дороге, сливается из железнодорожных цистерн 2 с помощью приборов для нижнего 3 или верхнего 3 слива в коллектор 4, откуда откачивается насосом 5 и направляется на наливную автомобильную эстакаду 9, оборудованную прибором для верхнего налива автомобильных цистерн 8, или на хранение в горизонтальный резервуар 7. Обвязка насоса 5 трубопроводами позволяет использовать его для выдачи нефтепродукта потребителю непосредственно из резервуара. (Вследствие того, что на производственной технологической схеме отсутствует нумерация всего технологического оборудования, на принципиальной схеме произведена его независимая нумерация).
Блок–схема рассматриваемой нефтебазы приведена на рисунок 5.9. Такая схема дает только общее представление о технологии производственного процесса на нефтебазе. В то же время из нее отчетливо видно, что технологический процесс данной нефтебазы включает в себя четыре основные стадии, каждая из которых реализуется в самостоятельном технологическом оборудовании на отдельных производственных участках.
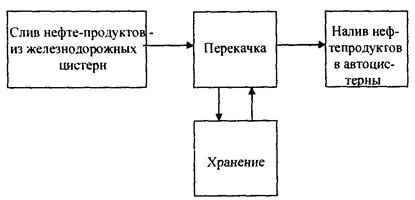
Рисунок 5.9 – Блок–схема нефтебазы.
В связи с тем, что на принципиальной схеме процесса (рисунок 5.8), и тем более на блок–схеме (рисунок 5.9), невозможно в полном объеме отразить сведения, характеризующие технологические устройства и аппараты (типы, количество, габариты, режимы работы), а также сведения о видах, свойствах и количестве находящихся в аппаратах веществ и материалов, то этот информационный пробел восполняют, помещая на чертеже или в пояснительной записке сводные таблицы (экспликации, технические характеристики и т.п.) с необходимыми данными.
Ни одна из рассмотренных схем (ни производственная, ни принципиальная, ни блок–схема) не дает представления о размещении производств на предприятии и технологического оборудования, о планировке территории, о наличии соседних объектов и некоторых других данных, необходимых для анализа причин возникновения пожара и путей его развития. Поэтому необходим второй источник информации о производстве – его реальное размещение.
ВЫВОД ПО ВОПРОСУ:
Сравнение технологического регламента с технологической частью проекта показывает их определенное сходство, но они имеют и существенные различия, так например они предназначены для различных целей. В то же время и технологический регламент и технологическая часть проекта содержат исчерпывающую информацию, необходимую для изучения технологии производства, и достаточные сведения для анализа его взрывопожарной опасности и разработки мер пожарной профилактики.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 7035; Нарушение авторских прав?; Мы поможем в написании вашей работы!