КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Научной школы проектирование предприятий
|
|
|
|
Историческая справка развитие современной
Впервые научные положения по технологическому проектированию механосборочного производства сформулированы в трудах русских ученых И. А. Тиме, П. А. Гавриленко и М. Е. Егорова. В первые годы Советской власти и далее в годы первых пятилеток в нашей стране необходимо было обобщить опыт, накопленный отечественным и зарубежным машиностроением, в целях использования его для восстановления и реконструкции заводов и создания новых машиностроительных производств. В связи с этим проектирование механосборочных цехов, являющихся неотъемлемой частью машиностроительных заводов, приобрело исключительно важное значение. В этот период советские ученые разработали научно обоснованную методику проектирования механосборочного производства, в соответствии с которой было создано большое число машиностроительных заводов.
В настоящее время повышаются требования к качеству продукции машиностроения, ее разнообразию. Интенсивное развитие технических средств вызвало необходимость совершенствования методики проектирования и создания на ее основе новых высокоэффективных предприятий.
Особое внимание уделяется реконструкции и техническому перевооружению действующих предприятий, так как средства, выделенные на эти цели, окупаются в среднем в 3 раза быстрее, чем при создании аналогичных мощностей за счет нового строительства.
Для решения поставленных перед отечественным машиностроением задач был создан ряд отраслевых проектных институтов, которые на основе углубленного изучения специфики отрасли используют при проектировании все новейшие достижения науки и техники, внедряют новые технологические процессы, применяют типовые проекты, стандартные конструкции, системы автоматизированного проектирования (САПР), а также осуществляют связь с научно-исследовательскими, проектно-конструкторскими, строительными организациями и промышленными предприятиями в целях быстрейшего внедрения в проекты результатов их работ. Эти проектные институты выполняют следующие работы: участвуют в составлении заданий на проектирование, выборе площадки для строительства, определении объемов, этапов и стоимости проектных и изыскательных работ; устанавливают технические требования на разработку специального технологического и другого нестандартного оборудования и получают от него исходные данные на проектирование; определяют объемы строительно-монтажных работ, состав и количество оборудования, изделий и материалов; выдают заявочные ведомости на оборудование и материалы; составляют сводную смету и сводку затрат на строительство; следят за соблюдением патентной чистоты проектных решений; обеспечивают строительство технической документацией в сроки, установленные договором; участвуют в приемке в эксплуатацию объектов строительства и освоении проектных мощностей; выполняют авторский, а в необходимых случаях и технический надзор за строительством и реконструкцией цехов и заводов
В свое время в нашей стране широкое распространение получили автоматические и поточные линии, объединяющие комплексы автоматически работающих агрегатных станков и станков-автоматов.
Недостаток – узкая ориентация на изготовление определенного вида изделий. В связи с этим подобные средства можно использовать только там, где производство носит массовый, устойчивый характер.
В настоящее время в связи со сложившимися обстоятельствами почти все производство перешло на единичный, мелкосерийный и серийный характер. В промышленно развитых странах крупносерийное и массовое производство составляет лишь около 20%, а единичное, мелкосерийное и серийное производство – 80 %.
В целях разрешения противоречий, обусловленных, с одной стороны, мелкосерийностью объектов производства, а с другой, крупными масштабами самого производства, были разработаны методы групповой технологии – автор С. П. Митрофанов, доктор технических наук, профессор Ленинградского оптико-механического института.
Следующим шагом на пути автоматизации производства является разработка программируемых перенастраиваемых средств, то есть гибкого оборудования. К ним относятся станки с ЧПУ, в том числе обрабатывающие центры, промышленные роботы и другое автоматически действующее оборудование.
Еще большей гибкостью обладают системы, управляемые от ЭВМ – гибкие производственные системы (ГПС), в которых объедены высокая степень автоматизации изготовления разнообразных деталей и высокая степень автоматизации инженерного труда (рисунок 1.1).
Гибкая производственная система – это комплекс технологических средств, состоящий из одного-двух и более многоцелевых станков с ЧПУ или других металлорежущих станков с ЧПУ со средствами автоматизации технологических процессов и автоматической системой управления. К средствам автоматизации технологических процессов относятся механизмы автомати-
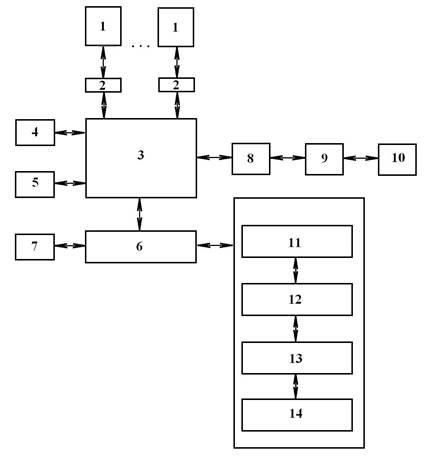
1 – технологическое оборудование (станок с ЧПУ); 2 – промышленный робот (автоматический манипулятор); 3 – автоматическая транспортно-складская система; 4 – автоматический склад заготовок; 5 – автоматический склад средств технологического оснащения; 6 – ЭВМ; 7 – АСУП (автоматизированная система управления производством); 8 – автоматический контроль (система активного контроля); 9 – автоматическая система испытаний изделий; 10 – автоматический склад готовых изделий; 11 – АСНИ (автоматизированная система научных исследований); 12 – САПР И (система автоматизированного проектирования изделий); 13 – САПР ТП (система автоматизированного проектирования технологических процессов); 14 – САПР Э (система автоматизированного проектирования экономики);
Рисунок 1.1 – Структурная схема гибкой производственной системы
ческой смены инструмента, автоматической смены заготовок и транспортирования их со склада до зоны обработки при помощи различных транспортных средств, например при помощи самоходных роботизированных тележек. Этот комплекс связан единым математическим обеспечением, способствующим работе оборудования в автоматическом режиме с минимальным участием человека.
ГПС рентабельны только при эксплуатации в 2 – 3 смены. ГПС оснащены современными системами ЧПУ, управляющими перемещениями механизмов станка, инструментом, транспортом, системами загрузки-выгрузки. Такие системы ЧПУ имеют дисплеи, помогающие оператору увидеть отклонения в работе станков; мониторные устройства, обеспечивающие диагностирование режущею инструмента, контроль размеров обрабатываемых заготовок непосредственно на станке и т. д.
Для встраивания в ГПС создаются разные типы оборудования. В мелкосерийном производстве это может быть комплекс «станок – робот», позволяющий при сохранении свойств быстрой переналаживаемости обеспечить автоматическую загрузку заготовок и выгрузку деталей. Для среднесерийного производства создаются автономно работающие токарные, сверлильно-фрезерно-расточные и зубообрабатывающие и другие модули. В крупносерийном производстве для обработки деталей типа тел вращения создают высокопроизводительные токарные автоматы с ЧПУ с увеличенным числом шпинделей, суппортов, с возможностью выполнения сверлильных, фрезерных и других работ. Для обработки корпусных деталей в крупносерийном переналаживаемом производстве применяют многоцелевые станки со сменными многошпиндельными головками.
В структуру ГПС (рисунок 1.1) входит автоматизированный комплекс /«станок — промышленный робот», автоматическая транспортно-складская система, автоматические склады заготовок, инструмента и готовой продукции, автоматический контроль готовых изделий, диспетчерское управление. С помощью автоматизированных рабочих мест (АРМ) исследователя, технолога, конструктора, экономиста реализуется система автоматизированного проектирования (САПР) на основе единой системы технологической подготовки производства (ЕСТ ПП). АСУП осуществляет управление технологическими процессами (АСУ ТП). планирование, диспетчирование всем производственным процессом.
Преимущества ГПС по сравнению с участками, состоящими из универсальных станков:
- резкое увеличение производительности труда в процессе изготовления единичной и мелкосерийной продукции благодаря более высокой загрузке оборудования;
- быстрое реагирование на изменение требований заказчиков;
- существенное повышение качества продукции за счет устранения ошибок и нарушений технологических режимов, неизбежных при ручном труде;
- сокращение времени производственного цикла;
- уменьшение капитальных вложений, площадей и численности обслуживающего персонала, прежде всего за счет трехсменного режима работы, при этом две смены ведутся практически под наблюдением оператора;
- снижение объема незавершенного производства;
- повышение эффективности управления за счет исключения человека из производственного процесса;
- улучшение условий труда, устранение сложных, трудоемких и тяжелых, малоквалифицированных и монотонных операций..
Анализ работы ГПС позволяет сделать некоторые выводы:
- управление транспортными системами и работой станков осуществляется одной или несколькими отдельными ЭВМ;
- число станков в ГПС колеблется от 2 до 50. Однако 80 % ГПС составлено из 4…5 станков и 15 % из 8…10 %; реже встречаются системы из 30…50 станков – 2…3 %;
- наибольший экономический эффект от использования ГПС достигается при обработке корпусных деталей, нежели от их использования при обработке других деталей, например деталей типа тел вращения. Например, в Германии их 60 %, в Японии – более 70, в США – около 90 %;
- различна и степень гибкости ГПС. Например, в США преобладают системы для обработки изделий в пределах 4…10 наименований, в Германии – от 50 до 200;
- нормативный срок окупаемости ГПС в различных странах 2…4,5 года.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 473; Нарушение авторских прав?; Мы поможем в написании вашей работы!