КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методика выбора структуры цеха и организационных форм
|
|
|
|
и его основных подразделений
.
Как известно, существуют две формы специализации основных цехов машиностроительного производства – технологическая и предметная. В первом случае цехи специализируют по признаку выполняемых технологических процессов (литейные, кузнечные, механические, сварочные), во втором – по признаку изготовляемых изделий (деталей); при этом в одном цехе сосредоточивается все оборудование, необходимое для полного изготовления сборочной единицы (детали). Применительно к механообработке и сборке в массовом и крупносерийном производстве в основном создают механосборочные предметно-специализированные цехи, в серийном и единичном – самостоятельные механические и сборочные, т. е. технологически специализированные цехи.
Структура этих цехов может быть различной. При проектировании нового цеха, а также при реконструкции и техническом перевооружении существующих цехов важным этапом является синтез его структуры, т. е. обоснованный выбор состава его отделений и участков. Это очень сложный вопрос, требующий тщательного анализа номенклатуры и объемов выпускаемой продукции, технологии их изготовления и организационных форм их выполнения.
Относительно просто решается этот вопрос для цехов массового и крупносерийного производства, где естественной является целевая предметная специализация цехов (цехи по производству двигателей, шасси и т. д.) и участков (участок изготовления деталей и сборки коленчатого вала, участок изготовления деталей и сборки масляного насоса и др.). Такая структура обеспечивает прямоточность производственного процесса, когда в конце поточных линий обработки располагаются участки узловой сборки, а дальше выполняется сборка агрегатов или изделий.
Сложнее решить задачу структуризации для цехов средне- и мелкосерийного производства, где обширная номенклатура деталей и изделий, изготовляемых последовательно на одних и тех же рабочих местах, на первый взгляд предопределяет технологическую специализацию участков, выполняющих однотипные операции. Однако современная теория организации производства, базирующаяся на системном подходе к анализу и синтезу структур производственных процессов, в большинстве случаев отвергает подобную структуру.
В современном проектировании системный подход является методологией анализа и синтеза структуры основных производствен процессов.
При использовании систем подхода для анализа каждой производственной системы и ее составной части выделяют триединые части (подсистемы) – функциональную, элементную и организационную, которые не могут быть разделе поскольку представляют собой стороны одного целого: взаимосвязь, единство и взаимодействие.
Функциональная сторона производственной системы (цеха) и его подсистем (участков, линий)определяется их технологическим назначением.
Элементная сторона определяется составом этих участков и их оборудования для обеспечения их технологического назначения (цели).
Организационная сторона устанавливает структуру системы, ясную цель для каждой ее составной части и реализует выполнение цели в соответствии с функциональным назначением. Чем в большей степени цель составной части соответствует цели всей системы, тем эффективность производственной системы выше.
При традиционном подходе к определению структуры и организации работы цеха основное внимание уделялось расчленению общего объема работ на отдельные операции. Организационная сторона устанавливает структуру системы, ясную цель для каждой ее составной части и реализует выполнение цели в соответствии с функциональным назначением. Чем в большей степени цель составной части соответствует цели всей системы, тем эффективность производственной системы выше.
При традиционном подходе к определению структуры и организации работы цеха основное внимание уделялось расчленению общего объема работ на отдельные операции изготовления деталей или сборки узлов. Указанные операции, особенно в условиях серийного производства, концентрировались на соответствующих участках, сформированных по технологическому, т. е. функциональному признаку. При этом рекомендации о структуре строились в основном на основе анализа и не затрагивали вопросов взаимодействия операций как системы в целом. Структурная схема производственного процесса и возникающих при этом связей показана на рисунке 3.2, а.
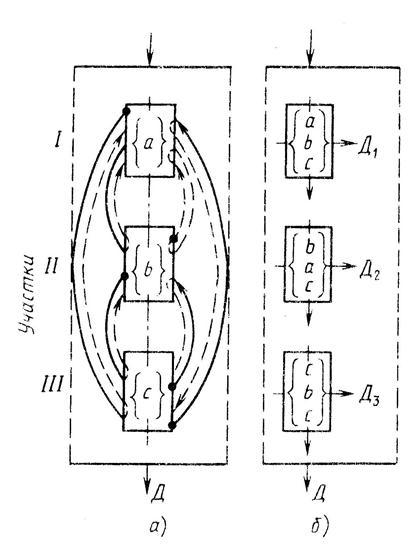
I, II,III – участки обработки; а, б, с – группы станков одинакового технологического назначения
Рисунок 3.2 – Схема структуры производственного процесса,
сформированного при традиционном и системном подходе
На схеме, условно показаны три участка, каждый из которых сформирован из станков одинакового технологического назначения. Указанные станки могут принадлежать к одной группе или к разным размерным группам. При такой структуре возникают многочисленные прямые и обратные внешние связи между технологически специализированными участками для изготовления множества деталей Д.
При системном подходе решающее значение имеют взаимосвязь, единство и эффективность работы, как отдельных участков (подсистем), так и цеха (системы) в целом. Выбор структуры при этом производится по результатам анализа и синтеза составных частей системы как интегрированного целого объекта с качественно новыми свойствами.
Поэтому при системном подходе структура производственных процессов основывается на использовании целевой подетальной или предметной специализации участков и цехов. Схема структуры производственного процесса при системном подходе показана на рисунке 3.2, б. В этом случае цех также состоит из трех участков, но построены они по принципу подетальной специализации при пересечении внешних вертикальных и внутренних горизонтальных связей. Здесь конечные цели производственной системы складываются из целей обособленных подразделений (участков), выпускающих законченные детали, — подмножества  .
.
Ориентация участков на законченный конечный результат, существенное уменьшение внешних связей значительно упрощают решение проблем разделения и согласования труда и способствуют приобретению ими свойств самоорганизации и саморегулирования.
Такой метод организации производства называют программно-целевым. Он базируется на единстве двух аспектов: пространственной структуризации производственной системы и организации функционирования ее во времени.
При использовании программно-целевого метода организации механосборочного производства реализуются три основных структурообразующих принципа:
- целевая – подетальная или предметная специализация цехов и их участков, следовательно, пространственная концентрация производства однородных деталей или сборочных единиц;
- унификация технологических процессов изготовления однородных деталей или сборочных единиц и, как результат, определенная концентрация, специализация и комплектность необходимого для этого оборудования или технологического оснащения;
- централизация выдачи цехам и участкам целевых программ на изготовление комплектного состава деталей изделия со стороны органов оперативного управления, а значит, определенная концентрация во времени изготовления однородных изделий, что очень важно для сокращения цикла изготовления законченных изделий.
Несмотря на явные преимущества подетальной и предметной форм организации участков, имеющих ярко выраженную целевую направленность, в настоящее время их удельный вес как компонентов структуры механосборочных цехов в условиях средне- и мелкосерийного производства пока еще невелик. На их долю приходится примерно 20 и 27 % общей трудоемкости механообработки. Большая часть трудоемкости механообработки (около 53 %) приходится на долю участков о технологической формой специализации.
На подетально- и предметно-специализированных участках и линиях изготовление деталей можно вести по единичным и типовым технологическим процессам, однако наибольшая их эффективность достигается при использовании групповой технологии. В последнем случае обеспечиваются минимальные затраты времени на переход к изготовлению другой детали.
Если ранжировать подетальную, предметную и технологическую формы специализации по технико-экономическим критериям (производительности труда, использованию оборудования, связыванию оборотных средств и приведенных затрат на годовой выпуск), то их соотношение составит 1,9: 1,5: 1.
Подетальная и предметная формы организации участков, линий и цехов обеспечивают организационные и социальные преимущества по сравнению с технологической формой, так как при этих формах в большей степени обеспечиваются непрерывность, прямоточность и ритмичность производственного процесса, а коллективы бригад и участков в большей степени могут влиять на конечные результаты труда. При этих формах организации создаются более благоприятные условия для внедрения хозяйственного расчета в бригадах линий и участков.
Таким образом, при определении структуры цеха необходимо использовать системный подход, при котором наиболее эффективной является программно-целевая организация производственных процессов. При этом в условиях серийного производства создают подетально-специализированные механические цехи, подетально-специализированные участки, многономенклатурные групповые поточные линии. Эти же организационные формы наиболее эффективны и при создании ГПС.
В условиях массового и крупносерийного производства основной организационной формой являются предметно-специализированные поточные линии.
В условиях единичного производства в небольших механических цехах могут создаваться участки, сформированные по технологическому принципу.
В крупных цехах единичного производства необходимо рассматривать целесообразность подетальной специализации участков.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1612; Нарушение авторских прав?; Мы поможем в написании вашей работы!