КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Планировка цеха
|
|
|
|
Планировкой цеха называется графическое изображение на плане и его разрезах всего оборудования, подъемно-транспортных устройств и инженерных сетей, предназначенных для обслуживания технологических процессов.
При разработке планировки учитывают все факторы, влияющие на работающих. Основные из них:
- свободный доступ к рабочим позициям;
- удобство работы рабочего;
- удобство доставки заготовок к месту работы;
- близость раздевалок, душевых, столовых и туалетов;
- хорошее освещение рабочего места;
- удобное расположение питьевых фонтанчиков, телефонов и т.д.
Из противопожарных мероприятий следует обеспечить:
- удобное расположение противопожарного инвентаря;
- наличие свободных проходов для быстрого вывода работающих;
- наличие свободных проездов для пожарного транспорта;
- все двери должны открываться наружу по ходу движения работающих.
Планировку оборудования необходимо проводить с учетом размещения санитарно-технических служб. Магистральные трубопроводы, водостоки, канализацию, силовую подводку к технологическому оборудованию, если она размещена в бетонном полу, систему освещения, разводку сжатого воздуха, размещение отопительных приборов, удаление производственных отходов все это должно быть спроектировано так, чтобы эти коммуникации не проходили в зоне работы транспортной системы и не представлялт опасности для работающих и оборудования.
На планировке условными обозначениями показывают:
- строительные элементы – стены наружные и внутренние, колонны, перегородки (с указанием их типа), дверные и оконные проемы, ворота, подвалы, тоннели, основные каналы, антресоли, люки, галереи и т.п.;
- технологическое оборудование и основной производственный инвентарь – расположение станков, машин (и прочих видов оборудования, включая резервные места), плит, верстаков, стендов, складочных площадок для материалов, заготовок, полуфабрикатов и мест для контроля деталей, а также магистральные, межцеховые и внутрицеховые проезды;
- подъемно-транспортные устройства – мостовые, балочные, консольные и прочие краны (с указанием их грузоподъемности), конвейеры, рольганги, монорельсы, подъемники, рельсовые пути;
- расположение вспомогательных помещений и мастерских, складов, кладовых, трансформаторных подстанций, вентиляционных камер, а также административно-служебных помещений и санитарных узлов, размещаемых на площади цеха.
На плане делают надписи цехов, отделений, вспомогательных помещений и групп оборудования, а также указывают основные размеры здания в целом (длина и ширина здания, ширина пролетов, шаг колонн) и внутренние размеры основных крупных изолированных помещений.
Оборудование на плане изображают условным упрощенным контуром с учетом крайних положений движущихся частей станка, открывающихся дверей и кожухов. Внутри контура оборудования (для мелкого оборудования – вне контура на выносной полке) указывают номер оборудования по спецификации, составленной к плану.
Рядом с контуром оборудования, а также других рабочих мест (верстаков, стендов и пр.) на чертеже планировки цеха условно обозначают место рабочего в виде кружка диаметром 4…5 мм (при масштабе 1:100). Планы расположения оборудования для крупных корпусов выполняют в масштабе: 1:200, допускается применение масштаба 1:100.
Разрезы корпуса выполняют на базе архитектурно-строительных чертежей в масштабе 1:400.
Сложность составления компоновочного плана и планировки заключается в необходимости глубокого анализа взаимосвязанных факторов, влияющих на принятие решения, и в умении выбрать из них главные, определяющие целесообразность того или иного варианта пространственного размещения оборудования. Планировочные работы как бы объединяют воедино все задачи, связанные с осуществлением технологических процессов, организацией производства и экономикой, техникой безопасности и промышленной санитарией, проектированием средств транспорта и внедрением автоматики и телемеханики. Метод решения проектных задач по компоновке и планировке предполагает строгую последовательность работ, разбиваемых на несколько этапов.
На первом этапе разрабатывается принципиальная технологическая схема генерального плана, уточняется размещение всех производственных цехов и служб в пространстве, отрабатываются схемы грузопотоков в целом.
На втором этапе разрабатывается компоновка корпусов с размещением в них цехов, прорабатываются общие вопросы межцеховых связей, выявляются грузопотоки по каждому цеху отдельно, в пределах рассматриваемого корпуса увязанного с общей схемой генерального плана.
На третьем этапе разрабатываются конкретные планировки цехов, рассматриваются вопросы транспортировки и автоматизации управления производственными процессами.
При выполнении планировочных работ за основу рекомендуется принимать следующие принципы:
1. Размещение оборудования в цехе должно отвечать разработанному или типовому технологическому процессу. Необходимо стремиться к тому, чтобы каждый станок и рабочее место располагались в порядке последовательности выполнения технологических операций обработки, контроля и сдачи деталей и изделий.
2. Расположение оборудования, проходов и проездов должно обеспечивать удобство и безопасность работы, возможность монтажа, демонтажа и ремонта оборудования, удобство подачи заготовок и инструмента, удобство уборки отходов.
3. Планировка оборудования должна, быть увязана с применяемыми подъемно-транспортными средствами. В планировках должны быть предусмотрены кратчайшие пути перемещения заготовок деталей, узлов в процессе производства, исключающие возвратные движения. Грузопотоки не должны пересекаться между собой, а также пересекать или перекрывать основные проезды, проходы и дороги, предназначенные для движения людей.
4. Планировка должна быть гибкой, легко поддающейся перепланировке при изменении технологических процессов, и разрабатываться с учетом выпуска изделий разных типов при наиболее полном использовании производственных площадей.
5. При разработке планировки должна быть рационально использована не только производственная площадь, но и весь остальной объем площади цеха и корпуса. Высоту здания можно использовать для размещения подвесных транспортных средств, проходных складов для деталей и заготовок, устройства инженерных коммуникаций и т.д.
Лучший вариант планировки должен обеспечивать минимальную себестоимость изготовления продукции и способствовать наиболее рациональному использованию оборудования, материалов, систем обслуживания технологических процессов, а также непрерывному повышению производительности труда рабочих.
В проектной практике применяются три метода разработки планировки цехов:
1. Метод плоскостного макетирования с использованием бумажных или картонных вырезных габаритов, темплетов-габаритов выполненных на прозрачном пластике, или магнитных темплетов, выполненных с применением магнитной резины;
2. Метод объемного макетирования с использованием пространственных моделей оборудования, выполненных из дерева, пластмассы, гипса, магнитной резины и др.
3. Метод макетирования с использованием ЭВМ.
Наиболее распространенным раньше является метод планировки с помощью бумажных или картонных габаритов оборудования (темплекты) и фундаментов, которые изготовляют по данным каталогов и чертежам заводов-изготовителей данного оборудования. В настоящее время планировку оборудования выполняют с помощью электронно-вычислительных машин.
Выбор варианта расположения оборудования.
Расположение станков на участках и линиях механической обработки определяется организационной формой производственного процесса, длиной станочных участков, числом станков, видом межоперационного транспорта, способом удаления стружки и другими факторами.
Относительно прост выбор варианта расположения станков непрерывно- и переменно-поточных линий. Здесь последовательность размещения оборудования практически однозначно определяется последовательностью выполнения операций технологического процесса. Задача рационального размещения оборудования сводится к выбору варианта размещения станков относительно транспортного средства, числа рядов станков и общей конфигурации поточной (автоматической) линии.
Относительно транспортного средства возможны варианты продольного, поперечного, углового и кольцевого размещения станков (рисунок 6.1).
Фронтальное продольное размещение станков по отношению к транспортному средству или проезду обеспечивает наиболее благоприятные условия для механизации и автоматизации межоперационного транспортирования и обслуживания рабочих мест. При поперечном расположении условия обслуживания станка оператором ухудшаются в связи с его удалением от роликового конвейера или конвейера. Однако при использовании для автоматической загрузки станков манипуляторов или промышленных роботов портального типа это противоречие разрешается, и при этом варианте обеспечивается компактность планировки, т. е. лучшее использование производственной площади. Расположение станков под углом к проезду применяют для paсточных, продольно-строгальных, продольно-фрезерных станков, прутковых автоматов, револьверных и других станков, длина которых значительно превышает их ширину. Прутковые автоматы при этом размещают обычно загрузочным устройством к проезду для облегчения установки прутков.
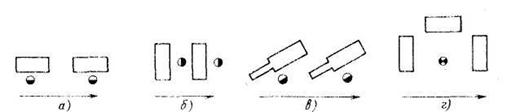
а) – продольное; б) – поперечное; в) – угловое; г) – кольцевое
Рисунок 6.1 – Варианты размещения станков относительно
транспортных средств
Кольцевое размещение станков благоприятно для многостаночного обслуживания, но создает трудности для использования межоперационного транспорта и инженерных коммуникаций.
Выбор того или иного варианта определяется также способом удаления стружки от станков. При использовании автоматизированных систем уборки стружки необходимо учитывать взаимное расположение станочных и цеховых стружкоуборочных конвейеров
На предметно-замкнутых (подетально-специализированных) участках возможны три различных варианта расположения станков:
- точечный, при котором отсутствуют межоперационные связи между станками;
- рядный, при котором оборудование размещено в линейной последовательности, соответствующей ходу технологического процесса характерной детали;
- гнездовой, при котором станки размещают группами в зависимости от межоперационных связей между ними.
Точечный вариант расположения станков возможен при полном изготовлении деталей на одном станке. Его применяют в тяжелом машиностроении при изготовлении крупных деталей, в легком и среднем машиностроении при использовании многоцелевых станков, а также на автоматных участках изготовления несложных деталей.
Рядный и гнездовой варианты расположения станков характерны для групповых поточных линий, где в зависимости от степени синхронизации работа может осуществляться, как на переменно-поточной линии с определенным тактом, или линия может быть несинхронной – прямоточной,
Возможны также комбинации указанных вариантов расположения станков внутри одного участка.
При выборе того или иного варианта в качестве основного параметра, влияющего в наибольшей степени на эффективность работы участка и линии, обычно используют грузооборот участка, характеризуемый грузопотоком Ii1 i2 между рабочими местами i1 и i2
 , (6.2)
, (6.2)
где Nh – программа k- й детали;
mk – масса k- й детали;
р – число деталемаршрутов между i1 и i2 -м рабочими местами.
При точечном варианте расположения оборудования, когда перемещение деталей осуществляют со склада к рабочему месту и обратно, рабочие места в наибольшей интенсивностью грузопотока размещают ближе к складу, и наоборот.
Сложнее решить эту задачу для линейного и гнездового вариантов расположения оборудования. Задача оптимального размещения рабочих мест на участке в общем виде может быть сформулирована в следующем виде. Известна матрица значений грузопотоков между станками (рабочими местами) размерностью п × п, где п — число рабочих мест на участке. Также известны места расположения площадок для рабочих мест и расстояний между ними. Матрица расстояний также имеет размерность п × п. Надо расположить рабочие места таким образом, чтобы мощность грузопотока, определяемая суммой произведений грузопотоков на соответствующие расстояния, была минимальной
 . (6.3)
. (6.3)
Сформулированная задача в математической постановке сводится к «задаче о «назначениях» и может быть решена с помощью разработанного алгоритма. Практически такой метод решения может быть применен при небольшом числе рабочих мест (обычно не более шести-семи), так как резко возрастает размерность матриц, что затрудняет расчеты даже с использованием современных ЭВМ. Так, например, число перестановок из восьми составляет 40320, т. е. такое число раз надо определить величины грузопотоков θi и выбрать вариант е наименьшим значением.
Задача значительно упрощается, если вариант размещения рабочих мест линейный, а расстояние между ними одинаковое. В такой постановке размерность исходной матрицы снижается, и задача сводится к «задаче о коммивояжере». Подобный подход может быть использован для оптимизации рабочих мест групповых поточных линий. На рисунке 6.2, а показана схема планировки групповой поточной линии и последовательность обработки двух партий деталей А и Б. На схеме показаны типичные для этих линий возвратные перемещения при выполнении отдельных операций.
Оптимизация гнездового варианта расположения станков осуществляется приближенными методами на основе локально-оптимальных решений. При этом выбирают один из возможных вариантов закрепления станков за площадками и относительно него возможными перестановками отыскивают вариант, обеспечивающий θ→min. Этот вариант является локально-оптимальным. Далее выбирают несколько новых начальных расстановок и вновь отыскивают путем перестановок новые локально-оптимальные решения и из множества локально-оптимальных решений выбирают одно с минимальным значением суммарного грузопотока.
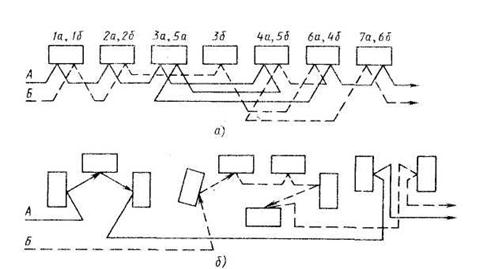
а) – линейного; б) – гнездового
Рисунок 6.2 –. Варианты размещения станков в групповых поточных линиях
При гнездовом варианте размещения оборудование может быть сгруппировано по предметному либо по технологическому признаку. В первом случае в гнездо собирают оборудование для изготовления определенного типа деталей. Один из вариантов гнездовой планировки показан на рисунке 6.2 б. Стрелками показаны маршруты изготовления деталей двух характерных групп. Некоторое удаление от гнезд двух станков, используемых для финишной обработки, вызвано стремлением уменьшить вредное влияние вибраций вследствие работы станков, выполняющих черновую обработку. При размещении станков гнездами по технологическому признаку создают группы однотипных станков в соответствии с ходом технологического процесса характерных деталей. Однако при этом возникают сложные возвратные перемещения партий деталей. Этот вариант может быть использован при создании относительно небольших участков единичного производства.
Выбор рациональной планировки участков и линий ГПС имеет много общего в подходе, принципах размещения станочных модулей и критериях оптимальности, рассмотренных выше
Произвольный вариант (рисунок 6.3, а). Несколько модулей или станков с ЧПУ произвольно размещают на площади участка. При этом варианте существенно усложняются и удлиняются транспортные маршруты, если станков, используемых при изготовлении одной детали, более трех. Однако при полном изготовлении на одном станке этот вариант приемлем.
Функциональный вариант (рисунок 6.3, б). Станочные модули группируют по их технологическому назначению (токарные, фрезерно-расточные, шлифовальные и т. д.). Недостатком являются неизбежные встречные потоки при обработке разных деталей. Указанную схему поэтому нельзя считать перспективной, несмотря на то, что создано много ГПС данного типа.
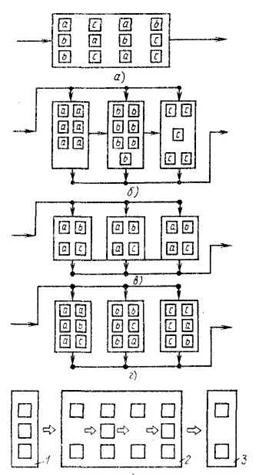
Рисунок 6.3 – Варианты размещения станочных модулей
Модульный вариант (рисунок 6.3, в).Сходные технологические процессы обработки выполняются параллельными группами ГПМ. Указанный тип компоновки имеет более высокую надежность, так как построен по принципу резервирования и может быть применен при больших объемах выпускаемых однотипных деталей, например, на специализированных заводах по производству зубчатых колес или других типовых деталей в станкостроении.
Групповой вариант (рисунок 6.3, г).Каждая группа модулей служит для из-готовл ения определенной группы деталей, близких по конструктивным и технологическим признакам. Основой создания ГПС подобного типа является методология групповой технологии. Указанный тип компоновки ГПС наиболее перспективен, поскольку нацелен на изготовление законченных деталей. Кроме этого, обеспечивается возможность поэтапного создания ГАЦ (гибкий автоматизированный цех), поскольку каждая группа модулей имеет автономную структуру.
В большинстве случаев для обработки в ГПС у заготовок необходимо подготовить базы, например, профрезеровать плоскость и обработать два базовых отверстия. Для этой цели вблизи ГПС целесообразно предусмотреть участок станков с ЧПУ с ручной установкой заготовок. Продолжительность обработки баз значительно меньше продолжительности основной обработки, поэтому обслуживание станков для обработки баз может быть поручено рабочим, устанавливающим заготовки на спутники для основной обработки (рисунок 6.3, д). Кроме того, при обработке ответственных деталей возникает необходимость специальной обработки, например термической. Указанные операции целесообразно выполнять на соответствующем оборудовании, размещенном на отдельном участке или в других цехах.
В ГПС целесообразно включать подсистему перемещения деталей на сборку, а по мере создания соответствующих сборочных центров – и сборку. Наличие управляемого транспортного потока на заводе является непременным условием функционирования ГПС.
В большинстве существующих ГПС используется линейный принцип размещения ГПМ. При небольшом числе станков их размещают в один ряд, при числе станков более четырех — в два ряда. Компоновка ГПС также может быть замкнутой или П-образной.
Во многом размещение ГПМ в ГПС определяется типом автоматизированной транспортно-складской системы, с помощью которой регулируют потоки заготовок, инструментов, приспособлений, тары и деталей.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 14772; Нарушение авторских прав?; Мы поможем в написании вашей работы!