КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прокатные валки и станы
|
|
|
|
— Прокатные валки — основной рабочий инструмент для прокатки. Они могут быть гладкими (рис. IV.7,a), калиброванными (ручьевыми) (рис. IV.7,6) и специальными.
Гладкие валки применяют при прокатке листов, полос и т. п. На калиброванных валках прокатывают все виды сортового проката.
На рабочей поверхности калиброванных валков имеются канавки — ручьи. Совокупность ручьев пары валков называется калибром. На каждой паре валков размещается несколько калибров. Калибры могут быть открытыми (рис. IV.7,в) и закрытыми (рис. IV.7,г).
Валки имеют рабочую часть (бочку) 1 (рис. IV.7,a), две шейки 2 для установки в подшипниках и крестообразные концы 3 (трефы) для соединения валка с приводом.
Калибровка валков — это разработка схемы прокатки и размещения калибров, обеспечивающая получение заданного профиля проката при минимальном числе проходов. Одна из основных задач калибровки — расчет режима обжатия при прокатке. По назначению калибры прокатных станов разделяют на обжимные (или вытяжные), черновые (или подготовительные) и чистовые (или отделочные).
Обжимные калибры предназначены только для уменьшения сечения прокатываемого металла. Чаще всего они имеют прямоугольную, квадратную, ромбическую и овальную формы.
В черновых калибрах уменьшается площадь, изменяется форма поперечного сечения прокатываемого металла с постепенным приближением к готовому изделию. Чистовые калибры отличаются от прокатываемого профиля тем, что в них учтены коэффициент линейного расширения и допуски на размеры профиля.
Для прокатки одного и того же профиля, исходя из технико- экономических показателей, можно применить различные схемы калибровки. Например, при прокатке квадратного и круглого профиля наиболее часто используют системы калибров: ромб — квадрат, овал — квадрат или овал — круг (рис..7,д). При передаче заготовки из ручья в ручей для улучшения обжатия ее кантуют на 90°.
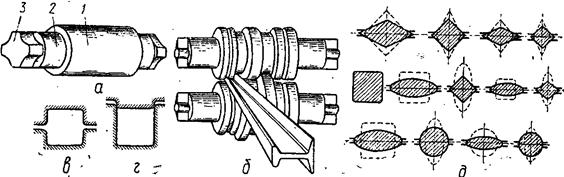 Рис..7. Прокатные валки и схемы калибровки
Рис..7. Прокатные валки и схемы калибровки
|
3. Устройство прокатного стана. Прокатный стан состоит из одной или нескольких рабочих клетей и привода, включающего электродвигатель и передаточный механизм.
Рабочая клеть состоит из станины 1 (рис. IV.8,a) с установленными в ней в подшипниках валками 2. Для изменения зазора между ними верхний валок вместе с подшипниками перемещается в пазах станины с помощью нажимного устройства 5. Движение от электродвигателя 8 к валкам передается через редуктор 7, шестеренную клеть 6 и трефовые шпиндели 5, которые соединены с валками трефовыми муфтами 4.
. Классификация прокатных станов. Прокатные станы классифицируют по трем признакам: назначению, числу и расположению валков в клетях, числу и взаимному расположению клетей.
По назначению прокатные станы делят на станы для прокатки полупродукта (блюминги, слябинги и заготовочные станы) и станы для прокатки готовых изделий (сортовые, листопрокатные, рельсобалочные, трубопрокатные, для специального проката).
По числу и размещению валков в клетях станы бывают: с горизонтальными валками; универсальные с горизонтальными и вертикальными валками; с косо расположенными валками. Станы с горизонтальными валками по числу их в рабочей клети подразделяют на двух-, трех- и многовалковые. Двухвалковые станы (дуо) могут быть нереверсивные и реверсивные (рис. IV.8,6). На трех- валковых (трио) станах (рис. IV.8,6) заготовка в одну сторону идет между нижним и средним, а в обратном направлении — между средним и верхним валками. Двух- и трехвалковые станы применяют при производстве всех видов сортового проката и листов.
Многовалковые станы (рис. IV.8,г) имеют два рабочих валка малого диаметра, а остальные валки большего диаметра являются опорными. Они предотвращают прогиб тонких рабочих валков,
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 873; Нарушение авторских прав?; Мы поможем в написании вашей работы!