КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Получение исходной заготовки
|
|
|
|
Объем и массу исходной заготовки определяют по чертежу поковки о учетом наружного и внутреннего облоя, клещевины (для захвата заготовки клещами при штамповке) и угара (2 % на нагрев в пламенных печах и 1 % на каждый подогрев). Поковки простой формы получают из круглого или квадратного сортового проката. Режут прокат на мерные заготовки чаще всего на кривошипных пресс-ножницах (в холодном или подогретом до 450...6500 состоянии), дисковыми пилами и газовой резкой.
При штамповке сложных поковок надо применять фасонные заготовки, по форме приближенные к поковке. Их получают ковкой на молотах и ковочных вальцах, но наиболее эффективно использование периодического проката, позволяющего. сэкономить 15 % металла и на 30 % уменьшить трудоемкость изготовления поковок.
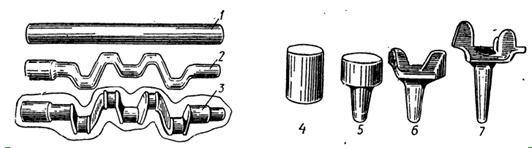
Рис. 9.6 Последовательность переходов при штамповке на прессе
Перед штамповкой заготовки нагревают до заданной температуры в камерных или методических печах.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 419; Нарушение авторских прав?; Мы поможем в написании вашей работы!