КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Универсальные приспособления для закрепления
|
|
|
|
На сборочных участках многих производств распространенным видом зажимных приспособлений являются слесарные тиски. Преимущество их заключается в том, что в ряде случае делают излишним изготовление специальных зажимных приспособлений, особенно если используются сменные губки, которым придается любая форма в зависимости от формы зажимаемой детали. Губки изготов ляют из мягкой стали, латуни, меди1 алюминия. Иногда их отливают из свинца.
Если конструктивные формы детали или сборочной единицы позволяют осуществить зажатие в тисках, последние нередко используют для закрепления разнообразных оправок или специальных зажимов, удерживающих собираемые узлы при выполнении сборочной операции.
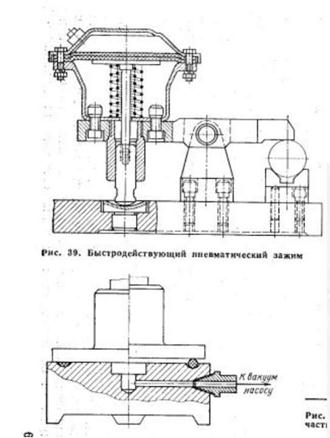
Однако обычные слесарные тиски относятся к группе медленно действующих приспособлений, и при большой расчлененности процесса сборки вспомогательное время на зажатие и отжатие может составлять значительную долю основного времени, затрачиваемого на операцию. Поэтому следует применять быстродействующие тиски.
Существует много разнообразных конструкций таких тисков — рычажные, эксцентриковые и др. Однако наиболее целесообразными являются конструкции с пневматическим приводом. Время, требуемое для зажатия, благодаря применению пневматического зажима значительно сокращается. При использовании, например, винтового зажима с гаечным ключом для закрепления требуется 4,9 с эксцентрикового зажима — 1,6 с, а пневматического — только 0,35 с. Преимущества пневматического зажима: обеспечение стабильности закрепления» легкость регулирования, силы зажатия, освобождение рабочего от утомительных движений, что способствует повышению производительности труда на сборке.
Главная функци я приспособления-стапеля заключается в том, чтобы придать полуфабрикату геометрическую жесткость по тем параметрам, фиксирование которых является целью сварочной операции.
Очевидно, что элементы стапеля, непосредственно выполняющие эту функцию, являются элементами установочными, так как благодаря им из сварочной операции устраняется выверка взаимного положения частей полуфабриката. Поэтому проектирование приспособления-стапеля и проектирование станочного приспособления имеют много общего.
Для установочных элементов общее обусловлено тем, что в обоих случаях они определяют положение полуфабриката относительно корпуса приспособления. Разница состоит в том, что в станочном приспособлении это является конечной целью установки, а в стапеле — только средством получить определенные геометрические параметры самого устанавливаемого полуфабриката. Поэтому в станочном_ приспособлении расчету подлежит не только точность взаимного положения установочных элементов, но -и номинальное положение их относительно корпуса, а в приспособлении-стапеле важно только первое, т. е. точность взаимного положения элементов. Положение совокупности элементов относительно корпуса может не нормироваться.
Поскольку геометрические параметры полуфабриката, подлежащие фиксированию сваркой, должны быть приданы ему до наложения сварочных швов — в стапеле применяют зажимы, обычно ручные.
Таким образом, номенклатура основных элементов приспособления-стапеля и станочного приспособления одинакова: установочные элементы, зажимы, корпус.
 |
Удобство выполнения сварочной операции и качество шва зависят от способа наложения шва. В этом отношении наилучшим является способ, при котором зеркало сварочной ванны все время обращено вверх — так называемая нижняя сварка. Создать такие условия, не поворачивая полуфабрикат, возможно лишь в некоторых частных случаях. Между тем усложнять стапель введением в его конструкцию поворотного устройства или поворачивать полуфабрикат вместе со всем стапелем (хотя бы и при помощи какого-либо поворотного устройства общего назначения— см. далее) не всегда целесообразно. Бывает также, что элементы стапеля затрудняют подход «инструмента» (электрод, горелка, присадочный материал) к месту сварки, ухудшают обзор этого места, не позволяют получить непрерывный шов. И наконец, в случае нескольких разнорасположенных в пространстве швов бывает нужен поворот полуфабриката в разных плоскостях. По этим причинам весьма часто стапелем пользуются только для прихватки. После прихватки полуфабрикат освобождают от стапеля и остальную часть операции выполняют без его помощи.
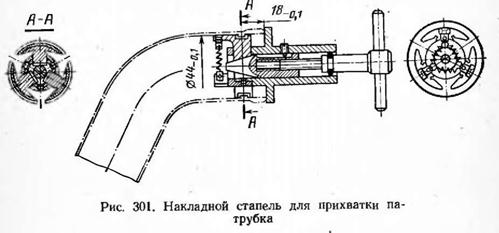 |
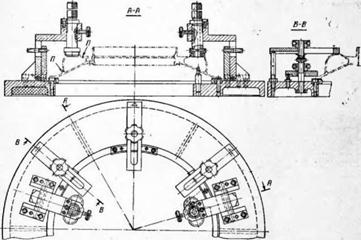
Стапель для прихватки, в котором установочные функции не делены между элементами, ввиду малой жесткости деталей
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 699; Нарушение авторских прав?; Мы поможем в написании вашей работы!