КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вища алгебра 5 страница
Бақылау сұрақтары:
1. Электрофизикалық және электрохимиялық өңдеу әдістерінің негізгі төрт тобын атаңыз.
2. Электрошоқтық өңдеу әдісінің мағынасы?
3. Анодты механикалық өңдеу әдісін сипаттап беріңіз?
4.Электронды-сәулелік өңдеу қондырғысының әсер ету принципі?
5. Лазерлік өңдеу әдісі неге негізделген?
6. Плазмалық өңдеу мағынасы неде?
11 Дәріс: Монтажды баспа платаларын дайындаудың технологиялық процестері
11.1. Баспа платаларын құрылымдаудың технологиялық негіздері
Баспа платасы (БП) дегеніміз- тесіктері бар жазық изоляцияланған негізден, пазалардан, электрлік принципиалды сұлбаға сәйкес электрондық жүйелер мен функционалды түйіндерді коммутациялау мен орнату үшін қолданылатын, тоқ өткізетін металл (өткізгіштер) жолақтар жүйесінен тұратын бұйым.11.1 суретте негізгі элементтерімен бірге баспа платасы көрсетілінген. Баспа монтажы дегеніміз- сұлба элементтерін электрлік қосуды, экрандауды, жерге қосуды қамтамасыз ететін баспа өткізгіштерінің жүйесі. Аспап жасауда баспа монтажын қолдану габариттердің төмендеуін, сенімділігінің жоғарылауын қамтамасыз етеді. Сонымен бірге үлгіден үлгіге қайталап қолдануды қамтамасыз етіп, оларды өндіру процесін механизациялауға және автоматтандыруға мүмкіндік береді. Баспа монтажының негізгі мәні изоляцияланған негіздің бетіндегі монтаждауашы сымдардың, ағытпалардың, байланыс бөлшектерінің қызметін атқаратын жұқа электр өткізгіш жабынның болуы.
Монтаждан басқа сұлбаның басқа да элементтерін «басуға» болады. Олардың электрлік параметрлері пішінімен, өлшемдерімен немесе метал өткізгіштің орамдарымен анықталынады (Мысалы: интегралды шағын сұлбалар, конденсаторлар, индуктивті катушкалар, төменгі омды резисторлар)
11.1 сурет. Баспа платасы: 1- бекітілетін тесіктер; 2- соңғы баспа байлаыстары (контакты); 3- монтаждаушы тесіктер; 4 – маркировка орны; 5- баспалы өткізгіш;
6- бағдарлаушы паза.
Баспа түйініне кіретн барлық электр және радио элементтер платаның негізіне орнатылып, баспа монтажымен қосылады. Баспа платасы баспа монтажын орындайтын изоляцияланған плата негізінен тұрады.
11.2 суретте өндіріс аймағындағы баспа платасын дайындау тізбегі көрсетілген. Баспа монтажы қолданылатын электронды аспаптар массасымен, аз габариттерімен, құрылысының ықшадылығымен ерекшелінеді. Сонымен бірге баспа монтажы көлемді монтаж кезіндегі бекітпе және қосу бөлшектерді көпмөлшерде қолшдануға байланысты, материалдық және еңбек шығындарын азайтуға мүмкіндік береді, сондай ақ баспа өткізгіштерінің барлығы бірдей болғандықтан бақылау-сынақ операцияларын бір партия көлемінде бірнеше үлгіге жүргізуге мүмкіндік береді. Баспа платасының негізін дайындауға қажет негізгі материал ретінде фенопласттар, беттік электротехникалық, фольгаланған, фольгаланбаған материалдар, керамика және иілгіш фторопластты пленка қолданылады.
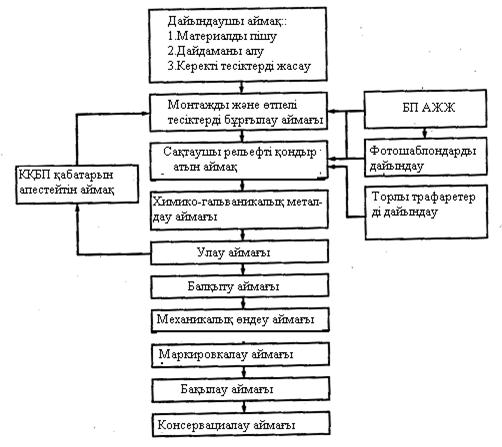
11.2 сурет. Баспа платасын өндіру аймақтары
11.2. Баспа платаларына қойылатын технологиялық талаптар
Баспа платаларыныа қойылатын технологиялық талаптар- ұяшықтарды жинақтау шартымен анықталынады. Оларға мыналар жатады:
Дәнекерлеу (пайка)– электрондық жүйелердің шығыстарымен байланыс алаңдарының сапалы түрде қосылып, балқытылып дәнекерленген материалдардың физика-химиялық өзара байланысқа түсу қасиеті. Сонымен бірге дәнекерлеу режимі кезінде (тампература мен уақыт) бетті дайындау сапасы да ескеріледі.
Дәнекерлеу беті тесіктердегі өткізгіштер және диэлектриктердің жабысу беріктігі – металлизация процесінің негізгі сипаттамаларының бірі болып табылады. Бұл жағдайда жабысу беріктігі біркелкі және жоғары болмайды. Оны вакуумда металлизациялаған кезде
(электронды әсерлесу күші қосылатын катодты және плазмалы металлизациялардан басқа) орын алады. Өткізгіштердің диэлектрикпен жабысуының жоғарғы беріктігі диффузиялы-химилық әрекеттесу кезінде анықталатын керамикалық негізгі тоқ өткізгіш пасталарды жағу мен күйдіру кезінде және диэлектрикті фольгамен желімдеп жабыстыру кезінде байқалынады. Жабысу беріктігі сонымен бірге диэлектрик түрінен, желімнен, беттің дайындап өңделуімен, қолданылатын химиялық ерітінділерге байланысты және баспа платасынан өткізгішті жұлып алуымен анықталынады.
Қайта дәнекерлеу тұрақтылығы - жөндеу кезіндегі байланыс алаңдарын металданған тесіктер арқылы ұстап тұру үшін, бірнеше қайталап дәнекерлеу жүргізу арқылы анықталады: кем дегенде 3 қайталап дәнекерлеу (КБП - үшеу); металсыз тесіктер кем дегенде үш қайта дәнекерлеу (КБП - екеу);.
Баспа платасының дәнекерлеуге жарамдылығы –дәнекерлеу қасиетінің ұзақтылығымен анықталады (6...12 ай);
· жөндеу жарамдылығы және т.б.
Баспа платасының өткізгіш суретін және көп қабатты баспа платаларының қабаттарын алу технологиясының екі түрі болады:.
1. субтрактивті әдіс негізінде;
2. аддитивті әдіс негізінде.
Субтрактивті әдісте өткізгіш суретті алу фольгаланған материалдың бос жіберілген жерлеріндегі фольга аймақтарын (қорғаныш маскаларымен жабылмаған жерлерді) таңдамалы түрде уландыру болып табылады.
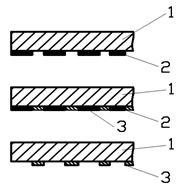
Субтрактивті әдістің мысалы ретінде 11.3,а суретте
· баспа платасын дайындаудың химиялық – негативті әдісінің тізбегі
· бір жақты фольгаланған диэлектриктен дайындаманы алу
· трафарет арқылы байланыс учаскелері, өткізгіштердің орналасу учаскелері сияқты жерлерге қорғаныш рельефін түсіру;
· дайындаманың қорғалынбаған жерлеріне таңдамалы түрде мысты енгізу;
· тесікті алу көрсетілінген
Аддитивті әдістегі өткізгіш суретті алу процесінің мәні баспа платасының фольгаланбаған негізгі өткізгіш материалды (диэлектрикке) тұндыру болып есептелінеді.
Аддитивті әдісте мысты улау операциясы болмайды. 11.3, б суретте бұл әдістің операцияларының тізбегі көрсетілінген:
· Фольгаланбаған диэлектриктен дайындаманы алу;
· Тесікті тесу;
· Қорғаныш рельефін түсіру (масканы);
· Сұлба суретіне сәйкес диэлектрикке таңдамалы (селективті) жолмен мысты тұндыру жолымен өткізгіштерді, байланыс учаскелерін және тағы басқаларды алу.;
· Масканы өшіру.
Баспа плататарын дайындаудың технологиялық процесі – қазіргі кездегі баспа платаларын дайындау кезінде туындайтын сұрақтарды комплексті түрде шеше алатын жан-жақты кең профилді мамандармен бірге, физика, химия, схемотехника, электронды жүйелерді конструкторлау және бағдарламалау, өндірісті ұйымдастыру сияқты жеке сала мамандарын талап ететін өндірс учаскелерін, кең көлемде құрал-жабдықтарды (шамамен 50 бірлік) пайдалануды қажет ететін, күрделі (шамамен 50 операция) көп операциялы процесс.
11.3. Баспа плалаларын механикалық өңдеу
Баспа плалаларын өндіру кезіндегі 60 % еңбек шығындары механикалық өңдеуге кетеді. Баспа плалаларын механикалық өңдеу операцияларына дайындама негізін кесу, плата контурын және ондағы терезелерді фрезирлеу, төсеніштерді кесу, тесіктерді тесу сияқты тағы да басқа көптеген операциялар жатады. Баспа платасының дайындамасының негізін және фольгаланған немесе фольгаланбаған беттік диэлектриктерден төсеніштерді кесу үшін механикалы қайшылар, роликті бір жақты, көп жақты және гильотинді кайшылар қолданылады.
Баспа платасының контурын құру мен терезелерін фрезерлеу үшін фрезерлі және көшірме станоктар, бағдарламалы басқару станоктары қолданылады. Баспа платасының негізін механикалық өңдеу кезінде жағу және суыту сұйықтықтарын қолдану қатаң тиым салынады. Суытуды тек таза сығылған ауамен ғана жүргізуге болады. Баспа платасын негізінде баспа сұлбасын алу үшін оның фотошаблоны болуы қажет. Фотошаблон баспа платасының түпнұсқасына негізделініп жасалынады
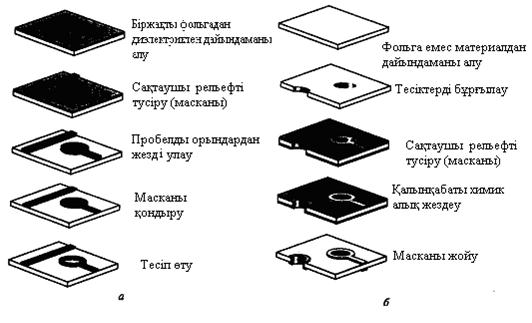
a) сурет Өткізгіш суреттерді алу әдістері
Баспа платасының түпнұсқаны— бұл баспа монтажының ұлғайтылған масштабта орындалған сызбасы. Түпнұсқалар әдетте позитивті кескінмен (баспа монтажы-қара, бос жерлері (пробелные) – ақ) 2:1, 4:1 және одан да жоғары масштабта, баспа платасының өлшеміне байланысты орындалады.
Фотошаблон – 1:1 масштабта фототехникалық пленкада немесе ерекше контрастты пластинкаларда, органикалық шыныда орындалған, баспа платасының негативті кескіні. Баспа монтажының кескіні фотошаблондарда қара-ақ немесе контрастты болуы керек. Ұсынылған сақтау шарттары келесідегідей: температура 239±5 К, ылғалдылық 65±5%. Фотошаблонның фотошаблондарды көбейтуге арналған бақылау экземпляры силикатты фотопластинкаларда орындалуы тиіс.
БП суретінің түпнұсқасында өлшемдері сақталынған, берілген масштабта барлық өткізгіштер, байланыс учаскелері, олардың ара қашықтығы, олардың баспа платасында орналасуы, сонымен бірге баспа платасының дайын контуры, тесттік тесіктер, маркалайтын белгілер және де басқа көптеген басқа баспа платасының мыс немесе алюминиден жасалынатын баспа платасын дайындауға қажет барлық элементтері болуы тиіс. Баспа платасының түпнұсқа кескінін жасағаннан кейін, оны өзінің нақты өлшемдеріне дейін суретке түсіру арқылы кішірейтілінеді. Осы кезде түпнұсқаның қателіктері төмендейді де осы кішірейтілінген көшермелер фотошаблон жасауға қолданылады.
Оригинал негізі – өлшемі баспа платасының өлшемімен және оригиналдың ұлғайтылған масштабымен анықталынатын, жылтыр материал.
Баспа платасындағы кескінің фотошаблоны – шыны немесе пленка сыяқты негізде 1:1 масштабта орындалған түпнұсқаның фотокескіні немес жарықтың көмегімен өзіндегі кескінді көшіруге қолданылатын құрылғы. (11.4 сурет).
Фотошаблонды алдын ала сезгіш пленка жағылған баспа платасының бетіне орнатады. Фотошаблоннан баспа платасына кескін байланыс баспалы экспонирленген ультрокүлгін сәулелену арқылы беріледі. Фотошаблонда жұмыс аумағы, бақылаушы белгі және технологиялық участок болады.
11.4. сурет. Фотошаблон: 1- жұмыс аумағы; 2- технологиялық участок;
3- бақылаушы белгі
Фотошаблонның жүмыс аумағы - фотошаблон топалогиясының элементтері орналасқан фотошаблонның бір бөлігі.
Фотошаблонның технологиялық учаскесі – фотошаблон мен баспа плаласын дайындауға қажетті бақылаушы және технологиялық белгілермен, фотошаблонның жұмыс аумағының контуры бойынша орналасқан фотошаблонның бір бөлігі (әдетте, ені 30 мм-ден аспайды.).
Бақылаушы белгік – фотошаблон мен оригиналдарды дайындауға қажетті дәлдікті бақылауға арналған штрих, тесік немесе крест түріндегі арнаулы топологиялық белгі. Фотошаблонды орнату мен мультипликация кезінде қажет.
Фотошаблон топологиясы – фотошаблон элементтерінің формасын, олардың өзара орналасуын, геометриялық өлшемдерін немесе өлшемнен шекті ауытқуды анықтайтын сурет немесе сызба. Фотошаблон топалогиясының элементі – фотошаблон топологиясындағы экран, соңғы байланыс, байланыс учаскесі, өткізгіш сияқты элементтер.
Фотошаблондар арналуы бойынша эталонды болып бөлінеді. Эталонды фотошаблондар мұрағатта сақталынады, ал жұмысшы фотошаблондар өндірісте қолданылады.
Негізгі әдебиет: 3 [191- 204],3 [200-205].
Бақылау сұрақтары:
1. Баспа платаларының негізгі элементтерін атаңыз.
2. БП өндіру аймағын сипаттаңыз.
3. Баспа платасына қандай технологиялық талаптар қойылады?
4. БП өткізу суретін алудың белгілі екі әдісін атаңыз?
5. Өткізу суретін алу процесінің субтрактивті әдісі неге негізделген?
6. Өткізу суретін алу процесінің адитивті әдісі неге негізделген?
7. БПмеханикалық өңдеу неге негізделген.?
8.Фотошаблон қалай алынады?
12 Дәріс.
12.1. Баспа платаларын дайындау әдістері
Баспа платаларын дайындау әдістері платалардың сұлбалы-конструктивті және эксплуатациялы-экономикалық сипаттамаларына үлкен әсерін тигізеді. Сондықтан бұйымды дайындау кезінде баспа платаларын дайындау әдістеріне көп көңіл бөлінеді. Дайындау әдісін таңдау аспаптың эскизді компоновкасын жасау кезеңінде-ақ іске асырылуы керек, оның нәтижесінде платаның габариттері және баспа монтажының тығыздығы анықталады, яғни баспа платасының класы және әдісі анықталады.
Фотохимиялық, қөшіру әдісі, қиыстыру, офсетті, химиялық металдау және трафарет арқылы басу әдістері қазіргі уақытта баспа платаларын дайындаудың негізгі әдістері болып табылады.
Фотохимиялық әдіс(фотохимиялық басу) жарық энергиясының, соңан кейін химиялық және физикалық өңдеудің әсерінен бетте қорғаныш бейімділігі бар қабат тудыратын фольгаланған дайындаманың бетіне жағылған арнайы жарықсезгіш материалдарды қолдануға негізделген. Суретті алу үшін жарықсезгіш қабат фотосуреттік жолмен дайындалған шаблон арқылы сәуленің әсеріне тигізіледі.
Фотохимиялық басу процесі суреттің жоғарырақ дәлдігін және басқа әдістерге қарағанда шешу қабілетілігі қамтамасыз етеді.
Қорғаныш суретін құру процесі аралық процес болып табылады. Баспа монтажының суретін алу үшін химиялық енгізу жолымен алынған метализацияланған қабаттардың қорғалмаған аймақтарын жою операциясын орындау қажет. Химиялық улау процесі ереже бойынша, шешу қабілетілігі нашарлануына әкеп соғады және баспа өткізгіштерінің минималды өлшемдерін шектейді.
Біржақты баспа платаларын дайындау процесі әдетте қорғаныш қабаттарын жою және улау операцияларының орындалуымен аяқталады. Платаның әртүрлі жақтарында орналасқан және өзара қосылған өткізгіштері бар екіжақты баспа платалары үшін осындай байланысты қамтамасыз ететін қосымша процестер орындалуы керек. Көп жағдайда екі жақты баспа платасының өткізгіштерін қосу платадағы және қосылған өткізгіштердегі немесе плата бүйіріндегі тесіктер арқылы орындалады.
Байланыстырушы элементтер ретінде баспа өткізгішіне дәнекерленетің сымды перемычкалар, дәнекрелеу көмегімен баспа өткізгіштерін қосатын тесіктерге нық енгізілінетін шегелер, тесіктерге енгізілінетін заклепкалар, тоқ өткізетін пасталар мен бояулар, сонымен бірге қазіргі кезде кең таралған баспа платаларының өткізгіштерінің тесіктері мен қабырғаларын металдау сияқты әрекетер қолданылады.
12.1 сурет Көшіру әдісі бойынша баспа платасының технологиялық дайындау процесінің сұлбасы
Металданған тесіктерді дайындау үшін белгілі технологиялыұ процестер олар: вакуумда металлизациялау, органикалық емес тұздар мен металлоорганикалық қосылыстардың бөлінуіне негзделінген металдау, сонымен бірге қазіргі кезде химиялық металдау және одан кейінгі қосымша қабатты гальваникалық тұнба түзу процесі жақсы игерілінген. (электрохимиялық процесс).
12.2.Көшіру әдісі.
Баспа платаларын көшіру әдісі арқылы дайындааудың бірнеше түрі болады. Тот баспайтын болатан жасалынған матрицаға (1) (12.1суретте) қышқылға тұрақты бояумен (2) торкөзді трафарет арқылы баспа сұлбасының суретін түсіріледі. Гальваникалық ваннада матрицаның бояумен қорғалынбаған жерлеріне (1) мыстың қабаты тұндырылынады (3). Одан кейін бояудың қорғаныш қабатын ерріткіштердің көмегімен шешіп алады да өткізгіштермен (3) метрицаны (1) шайырмен қаныққан изоляцияланған материалға салады. Қысым мен қыздырған кезде шайыр қатаяды да пластик қабат пайда болады және оған баспа сұлбасы басып енгізілінеді. Одан кейін матрицаны қабатталынған пластик бетінен шешіп алады да, қабатталынған пластик бетінде бірдей деңгейде изоляциялынған негізге басып енгізілінген баспа сұлбасының белгісі қалады.
Бұл әдістің артықшылығына баспа сұлбасын құру мен баспа платасының негізін құру бір уақытта жүреді.
12.3. Қиыстыру әдіс.
Бұл әдістің негізгі мәніне (позитивті және негативті) тесіктерді металдау мен фольгаланған диэлектрикті таңдамалы улау болып саналынады Қиыстырудын негативті әдісің қолдану үшін ең бірінші бос жерлерде мысты улау жүреді де одан кейін тесіктерді тесу мен металдау жүреді. Сұлбанын суретін түсірген кезде өткізгіштер және жанасқан аланы қорғаушы қабатпен капталады, ал бос орындардан фольга уланып алынады. Тесіктерді тесіліп химиялық мыстау операциясынан кейін өткізгіштерге, жанасқан аландар мен тесіктерге мысты гальваникалық тұндыру жүргізіледі. Сұлбаның барлық элементтерін электрлік қосу жанасушы құрылғы немесе технологиялық өткізгіштер арқылы іске асады. Дәнекерлеуді қамтамасыз ету үшін баспа платалары Розе балқымасымен жабылады. Бұл әдіс баспа платаларын монтажды аз тығыздықпен дайындауға мүмкіндік береді және тәжірибелі аз сериялы электронық жүйелердің (ЭЖ) өндірісіне ұсынылады
Комбинирленген позитивті әдісті қолдану үшін алдымен тесіктер тесілініп металлдау жүргізіледі да одан кейін бос жерлерден мыс уланады.
Сұлба суретін түсірген кезде бос жерлер қорғаныш қабатымен жабылынады. Тесіктерді бұрғылау мен химиялық мыстаудан кейін өткізгіштерге, жанасқан аймақтарына, тесіктерге мыспен гальваникалық тұндыру жүргізілінеді. Одан кейін металл (күміс, Розе балқымасы, қорғасын-қалайы балқымасы т.б.) қабаты жабылады да бос жерлерден қорғаныш қабаты алынып, фольгамен уланады. Фольганың толық біркелкі қабаты диэлектрик бетін агрессивті ерітінділерден сақтап, барлық сұлба элементтерінің электрлік жанасуын қамтамасыз етеді. Бұл әдіс жоғары тығыздықты монтажды, жоғары электрлік параметрлі және өткізгіштердің жоғары беріктігі мен жабысуы болатын баспа платаларын дайындауға мүмкіндік береді. Бұл әдіс қатаң эксплуатациялы шарттарда жұмыс істейтін ЭЖ - нің баспа платаларының сериялы өндірісіне ұсынылған.
12.4. Офсетті баспа әдісі.
Бұл әдістің мәні белгілі бір сурет бар формадағы бояуды цилиндрге кигізілінген эластикалық резинаның көмегімен подложканын бетіне көшіру болып саналынады. Әдістің кемшіліктері: жағылатын бояудың қалыңдығының аздығы мен сапасы суретті басқаннан кейін қабтау бетінің жоғарғы қорғаныш қасиетін қамтамасыз етпейді. Бояуды қорғаудың қосымша жолдары (канифольмен, талькпен пудралау) жүмыс процесін ұлғайтып, процестің шешу қасиетін төмендетеді.
Трафарет арқылы басу әдісі (сеткография). Бұл әдіс полимер шайыр негізіндегі әр түрлі құрамды және түсті жоғары дәрежелі қорғаныш қасиетке ие бояуларды қолдануға мүмкіндік береді. Қазіргі кезде үлкен ауданды дайындамаларда басу процесін автоматы түрде жүргізуге мүмкіндік беретін жоғары дәрежелі өдірістік қасиетке ие құрал-жабдықтар жасап шығарылды. Торлы трафареттерді жасау үшін арнайы метал жіптер мен талшықтардан торлар жасалынды, трафарет құратын қабатқа арнайы материалдар ойлап табылынып, трафарет рамаларынаң арнайы конструкциялары шығарылынды. Басу процестерін өңдеу режимдері трафарет арқылы басудың мүмкіндіктерін айтарлықтай жоғарылатты (бұл көрсеткіш бойынша фотохимиялық процестен кейінгі екінші процесс).
Химиялық металдау әдісі. Бұл әдістің мәні алдын –ала өңделінген металл негіздің бетіне химиялық қайта қалпына келген ерітіндісін тұндыру арқылы металл қапталады. Ол гальвана –пластинкадан алынғын бірнеше оперциялардан тұрады: адсорбционды қасиет беру үшін бетті химиялық ерітінділерде өңдеу, өңделінген бетке катализаторды тұндыру, металдау операциясының өзі. Химиялық металдау процесі орындалғаннан кейін баспа платасының негізінің бетінде жоғарғы электр кедергіге ие жұқа және біркелкі жағылған металл қабықшасы тұнады. Бұл қабаттың көмегімен қажетті электр өткізгіш талаптарға сай металды гальваникалық өсіру жүргізілінуі мүмкін болады..
Баспа платаларын өндіру кезіндегі химиялық металдау әдісі кең таралынған. Өйткені кез келген метариалдан жасалынған негізді металдауға мүмкіндік береді және өңдеуде жоғары температураны қажет етпейді. Металды химиялық тұндыруда мыс кең қолданылады. Мыстан басқа никель, кобальт, күміс және тағы да басқа металдар қолданылады.
12.5. Гальваникалық металлизация.
Баспа платаларын дайындау кезінде гальваникалық металлизация бірнеше рет іске асады:
· Алдын ала гальваникалық мыстау – жіңішке қабатты химиялық мысты түрлі әсерлерден сақтау үшін, тұнбаның адгезиясы мен құрылымының жақсаруы үшін, енгізілген мыстың көлемін азайту үшін (мыс қабатының қалыңдығы 5...7 мкм);
· Гальваникалық мыстау – монтажды және өтпелі тесіктерде, өткізгіштерде, байланыс учаскелерінде негізгі тоқ өткізгіш мыс қабатын алу үшін (қалыңдығы 25...35 мкм);
· Металлорезистті гальваникалық тұндыру - (қорғаныш резистті улау операцияларына) өткізгіштерге, байланыс учаскелеріне, монтажды және өтпелі тесіктерге, оларды бос орындарға мысты енгізу операцияларынан қорғау үшін;
· Баспа платаларының соңғы байланыстарына олардың төзімділік қасиетін, қаттылығын, өтпелі кедергісін арттыру үшін металдар мен балқымаларды гальваникалық тұндыру. Беттерді гальваникалық тұндыру электролитті ванналарда жүреді. Ол ванналарға баспа платасының дайындамалары батырылынады.
Баспа платасының құрылымында гальваникалық тұндырылған мыс негізгі тоқ өткізгіш болып саналады (12. 2 суретте көрсетілінген). Мұнда 1- баспа платсының негізі, 2 – мысты фольга, 3-химиялы (2…5 мкм) және алдын ала тұндырылған гальваникалы мыс (5…7 мкм), 4- гальваникалы мыс (25 мкм), 5- қалайы-қорғасын балқымасы(9-5 мкм).
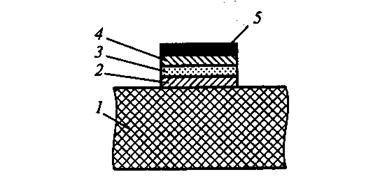
12.3 сурет. Бір жақты баспа платасының қабаты
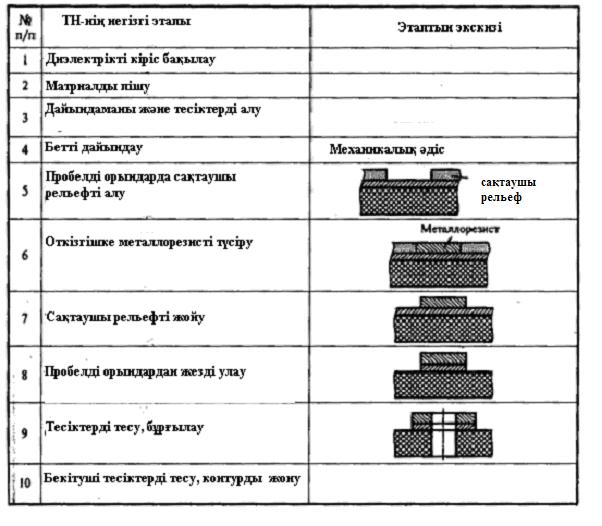
Қазіргі кезде бір жақты қатты, фольгаланған негіздегі баспа платаларын дайындауда химиялық негативті және химиялық позитивті әдістер кең таралынған. Химиялық позтивті әдіс кезіндегі технологиялық процестердің тізбегі төмендегі 12.1 кестеде көрсетілінген.
кесте 12.1
|
|
Дата добавления: 2014-01-11; Просмотров: 746; Нарушение авторских прав?; Мы поможем в написании вашей работы!