КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вища алгебра 7 страница
|
|
|
|
Кәдімгі уақыт бойынша бұзылу қарқындылығының өзгеру қисығы 14.1 суретте көрсетілген. Бұл қисық аппараттың кездейсоқ бұзылуына негізделген.
Осылай бұзылу қарқындылығын өлшеу арқылы үш негізгі кезеңге бөлуге болады: эксперименттің басынан t1 моментіне дейінгі кезең, қалыпты эксплуатацияның ti моментінен t2-ге дейін және ескіру моментінен t2 барлық элементтердің істен шығуына дейінгі кезең.
Қалыпқа келтірілген бұйымның бұзылусыз жұмысының көршілес бұзылу арасындағы орташа уақыт – бұзылу жұмысы деп аталады.

Мұндағы, n- бұйымды сынау кезіндегі бұзылу саны; ti - (i-1)-ден i-ші бұзылу саны арасындағы жөнделген жұмыс уақыты.
Егер жоғарыда айтылған түсініктер техникалық қондырғылардың сенімділік сипатына қатысты болса, онда «сенімділік» түсінігінің орнына көбінесе «техникалық сенімділікті» қолданады. Бірақ, оны бағалау осы формулалар бойынша анықталып және анықтамалардың барлық түсінігі өзгеріссіз қалады. Бірақ осы түсінік бойынша техникалық әсердің және прибор жүйесінің сенімділігі толығымен сипатталмайды. Сондықтан техникалық үрдістің сенімділік теориясын шығарылғын бұйымның сенімділігін анықтайтын параметрлі техникалық сенімділікпен байланыстырған жөн.
Негізгі әдебиет: 2 [168-201.
Бақылау сұрақтары:
1.Сенімділік дегеніміз не?
2.Төзімділікке (долговечность) анықтама беріңіз.
3.Бұйымның қарсылықсыз жұмысының ықтималдығы қалай анықталады?
4 Қарсылыққа дейінгі орташа пайда қалай анықталады?
5.Қарсылық қарқындылығы дегеніміз не?
6.Қарсылықсыз жұмыстың орташа уақыты қалай анықталады?
15 Дәріс.
15.1.Аспап жасаудағы өңдеуді технико-экономикалық талдау.
Әлемдік тәжірибе көрсеткендей,электрондық аппараттар тез дамыған соң аспап жасау саласындағы технологиялық жабдықтардың ескіруі 2-3 жылға қысқарды.Ал өндіру әр 5 жыл саиын толық жаңарып отыру керек.Сол себепті технологиялық жаңару және жаңа өндіріс орындарының ең негізгі және маңызды жұмысы басқа өндіріс орындарымен бәсекелестікте болу.
Бұндай проблемаларды шешу үшін ең тиімді әдіс-өнімді сапалы,орнықты ТП,арзан бағамен,кіші көлемді,аз шығынды етіп шығару керек.Ол үшін мыналарды білу керек:
* Жаңа жабдық және олардың техникалық сипаттамасы,бағасы
* Аспап жасау үшін жабдықтың керекті мөлшері
* Аспап жасауда негізгі операцияларды жасауға кеткен жұмыс және әр операциядағы өндіріске жіберілген, аспапқа арналған дайындаманың пайыздық мөлшері.
* Негізгі шығын мен негізгі материалдың шығынының нормасын білу
* Өндіріс орындары мен жұмыс орындарының санын білу
* Аспаптың өзіндік құнын білу
* Аспап өдірісінің экономикалық тиімділігі және т.б.
Осылардың кейбіреулері төменде қарастырылған:
15.2. Аспап дайындау цехтарының біріккен өндірісіндегі параметрлерін анықтау.
Аспап дайындау цехтарының біріккен өндірістік параметрлеріне мыналар қатысты:
- Аспаптың дайындамасын программасын іске қосу. Барлық техникалық процестегі, тапсырылған жоспар бойынша аспаптың шығарылуын орындау үшін өндіріске жіберілетін қажетті дайындаманың саны.
- Аспаптың шығарылуының жылдық пайыздық мөлшері.
- Тапсырылған аспаптың шығарылу программасын тапсырмасының орындалуына қажетті жарақтар, жаңартулар мен жұмыс орындарының сандары, мөлшері.
- Операцияны орындауға кеткен жұмыс және т.б.
Аспаптың шығарылу программасын анықтау.
АЖТ операциясындағы, іске қосылу программасындағы өндіріске жіберілетін аспаптың дайындамасы, АЖТ операциясының аяқталу шағындағы шығарылу программасынан көп болу керек. Операциялық программадағы өнімнің технологиялық шығыны нақты операцияда шығарылу программасынан ерекшеленуі мүмкін. АЖТ – ң әр операциясындағы аспаптың жылдық шығарылымының пайызымен іске қосу программасын орнатады. АЖТ – ң соңғы операциясынан бастап кері реттілікпен, тізбекпен санақ жүргізіледі. Онда аспаптың жылдық шығарылымы 100% болу керек. (Аспаптың жылдық шығарылу программасын орындау үшін) Кез-келген операциядағы іске қосу программасы келешектегі шығару программасымен бір келкі программа болып табылады.
Әр операциядағы іске қосу программасы мына формуламен анықталады:
 (15.1)
(15.1)
мұндағы Nw – БП – ң келесі операциядағы шығарылым программасы. Кg – БП- ң жылдық шығарылымының пайыздық мөлшері, %.
Аспаптың жарамды шығарылымының пайыздық мөлшерін анықтау.
Аспаптың жарамды шығарылымының пайыздық мөлшері – жарамды деп есептелген аспаптың пайыздық мөлшері. Яғни операцияға жіберілген аспаптың мөлшерін және барлық қойылған талапты қанағаттандыру керек. АЖТ-ң соңындағы жарамды аспаптың шығарылымы мына формуламен анықталады:
 , (15.2)
, (15.2)
мұндағы В1 В2,..., Вn - әр операциядағы жарамды аспаптың шығарылымының пайыздық мқлшері;
п – АЖТ операциясының мөлшері.
Жарық мөлшері, жаңарту мен жұмыс орындарын анықтау.
Керекті жарақтың номенклатурасы аспапты өндірудің АЖТ мен анықталады. Жарақтың мөлшерін анықтау үшін мына анықтамалар қолданылады:
- шығырылудың жылдық программасы
- жабдық бірлігінің өндірілуі
- бір БП-ы дайындауға кеткен жұмыс
- жабдық біолігі жұмысының жылдық қоры
Әр операциядағы жарақтың есептелу мөлшері мына қатынаспен анықталады

мұндағы NZ - операциядағы жылдық іске қосу программасы.; P - жарақтың бірлік шығарылымы; F – бірлік жарағынның жұмысының жылдық қоры
15,1 кестесінде әртүрлі жарақтың бір, екі және үш ауысымдағы жұмысының жылдық қорының жұмыстық уақыты келтірілген.
Кесте 15.1. Әртүрлі жарақтың жылдық қорының жұмыстық уақыты.
| Жабдық | Жұмысшылар мен жабдық жұмыс уақытының жылдық қоры | ||
| Бір ауысым | Екі ауысым | Үш ауысым | |
| Метал кескіш | |||
| Аспап өндіруге арнылған автоматты жолы | |||
| Аспап жасауға арналған жабдық, агрегаттар, қондырғы | |||
| Жұмыс орны |
Жұмыс орынының есептелген мөлшері:
мұндағы Ni – і операциясындағы аспаптың іске қосу программасы;
ti - i-операциясындағы істелген жұмыс, сағ.
Өндірістегі жұмысшы саны
мұндағы NPi; - іске қосудың жылдық программасы;
tPi - i- бұйымды дайындауға кеткен жұмыс, мин;
FR- бір жұмысшының жұмыс уақытының жылдық қоры.
Бір жұмысшының жұмыс уақытының бір ауысымдағы номиналды жылдық қоры 2070 сағ.
Нақты жылдық қор уақыты демалыс пен номиналды қордың шығынының жалғасуына байланысты және мынаны құрайды:
15 күндік демалыс пен шығында – 1860 сағ. 18 күндік демалыс пен шығында – 1840 сағ. 24 күндік демалыс пен шығында - 1800 сағ.
15.3. Аспаптың өзіндік құнын технологиялық есептеу.
Аспапты жасауға жұмсалған өндірістік ішкі шығыны өндірістік (технологиялық) аспаптың өзіндік құнын құрайды.Бұл есептеу мыналарды есептеу үшін қажет:
- Аспаптың бағасын
- Болжау мен өндірісті басқаруды жоспарлау
- Аспатың өзіндік құнын анықтауға кеткен жеке шығындардың деңгеиі
- Жұмыстың қаржылық нәтижесі мен пайданық,кірістің салық салынуын дұрыс анықтау
- Маркетингтік зерттеу жүргізу және соның негізінде аз шығынды,жаңа бұйымды өндіру.Осы бастаманы шешуді қабылдау
- өндірістік жоспарды құрайтын кез-келген иновационды жобаның бизнес-жоспарын жасау.Онда өндірісті материалды-техникалық қамтамасыздандыру, АЖТ сипаттау,өндіріс пен аспаптың өзіндік құнын есептеу жұмыстары жүргізілуі керек.Аспаптың жылдық шығарылым программасындағы технологиялық өзіндік құны(теңгемен)мына формуламен анықталады:
СТ = Nz,/Вg (М + L) + А + Н,
Мұндағы Nz –дайындаманың өндірісте іске қосылу программасы;
Вg – жарамды аспаптың шығарылымы, %;
М – тасымалдау және материалдар шығыны, тенге.;
L - өндірістегі жұмысшылардың негізгі және қосымша жалақысы;
А-жарқтың нағыз тиеудегі амортизаторлы шығраылуы, тнг.;
Н - цехтік,жалпызаводтық және өндірістік емес шығындар, тнг..
Өндіріске жіберілген аспаптардың дайындамасының іске қосу программасы N және АЖТ-ы операциядағы N-і 6,1 формуласымен,ал жармды аспаптың жылдық паиыздық мөлшерін В 6,2 формуламен анықтайды.Нег3зг3 материал5а М кеткен шы5ынды материалды4 массасын есептеу жолымен анықтайды. Бұнда дайындаманы жасау және осы материалдың бір килограмм құны, әр ауданға шығындалған химикаттар, осы материалдың бағасы мен массасына көбейткендегі әр ауданға шығындалған химикаттар қарастырылады. Материалдың құнын есептеу кезінде тасымалдауға кеткен шығынды ескереді. Ол материал құнының 15%-н құрайды. Шынайы өндірісте материалдың шығынын ескеру керек. Оның ішінде химикаттар, фоторезистер, образивті материалдар және т.б. кіреді.
Өндірістік жұмыскерлердің жалақысын L нақты құрылғыдағы әр технологиялық операцияны орындалуы мен құнына қарай, жұмыскердің разряды және таривтік көрсеткішке байланысты есептелініп төленеді.
Өндірістік жұмыскерлердің негізгі жалақысы мына формуламен анықталады:

мұндағы КL, - премияны, демалысты есептейтін коэффицеиент. Есептесу үшін КL, = 2 қолданамыз. Әдетте қосымша жалақы негізгі жалақының 15 % құрайды. (таривтік коэффициентті есептегендігі) gi - әр i - операциясындағы бағалау келісімі. Тенге-сағ.

Мұндағы li- жұмысшының i-й операциясындағы қабылданған разрядындағы сағаттық таривтік ставкасы; tK; -і операциясындағы уақыты. Мин. Шығын цехтан, жалпы зауыттан және өндірістік емес шығындарға бөлінеді. Цехтың шығыны негізгі жалақының 120% құрайды. Ал жалпы зауыт шығыны 75%, өндірістік емес шығын 5%-ті құрайды.
Әр операциядағы бір бұйымның бір жылдағы амортизационды шығарылымы. Теңге-сағат. Мына формуламен есептейді: ,
,
мұндағы НА – амортизацияның жалпы жылдық нормасы, %;
N – бұйымды шығарудың жылдық программасы;
h- уақытқа байланысты өндірілетін бұйымның бірлікке шаққандағы жарақтың тиелу коэффициенті.
15.4. Технологиялық операцияның орындаудағы атқарылған жұмысты анықтау
Технологиялық операцияға кеткен жұмыс операциялық технологиялық түзетілуімен анықталады. БП жасауға кеткен жұмысты анықтау үшін мыналар айқын болуы керек:
§ АЖТ жасау;
§.шығару программасы;
Жекелеп шығару нормасы ТШТ, мин, барлық түрдегі аспапты жасау мына формуламен анықталады:
мұндағы К1 –жұмыс орнының біріккен техникалық уақытының коэффициенті, демалу және т.б. (өндіру түріне байланысты К1. = 1,14-1,16);
К2 – аспаптың қиыншылық коэффициенті және ол 0,65-1,5 аралығында таңдалады.
Негізгі әдебиет: 2 [298-305].
Бақылау сұрақтары.
1. Өндірісті ұйымдастырудың тиімді нұсқаларын таңдау үшін нені білу керек?
2. Аспаптарды іске қосу программасын қалай анықтайды?
3. Цехтың ұйымдастыру-өндіру параметріне не жатады?
4 Жылдық аспаптар шығу процентін қалай анқтайды?
5. Жабдықтардың, құрал саймандардың және жұмыс орны мөлшерін қалай анықтайды?
6. Аспаптарды шығару жылдық программасының технологиялық өзіндік құны нег тең?
7. Даналық (штучного) уақыт нормасын қалай анықтайды?
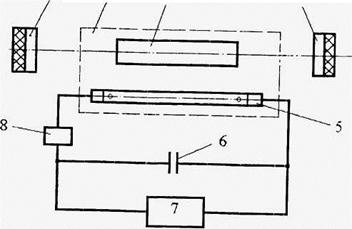
10.4 сурет. Қатты денелі лазердің сұлбасы
Плазмалық өңдеу деп- материалдарды төмен температуралы плазмамен- толық немесе бөліктеп иондалған газбен өңдеуді айтады.Плазма жоғары жиілікті немесе доғалы плазматронмен алынады. Плазмалық өңдеуде өңделетін материалдың құрылымы, пішіні, өлшемі немесе бетінің күйі өзгертіледі.Өңдеудің осы түрімен бөлгіштік және беттік кесуді, қаптаманы орындау, наплавку, пісіру мен жұмыстың басқа да түрлерін орындауға болады.
Негізгі әдеьиет: 1 [190- 198].
Қосымша әдебиет. 2 [304-307].
Бақылау сұрақтары:
1. Электрофизикалық және электрохимиялық өңдеу әдістерінің негізгі төрт тобын атаңыз.
2. Электрошоқтық өңдеу әдісінің мағынасы?
3. Анодты механикалық өңдеу әдісін сипаттап беріңіз?
4.Электронды-сәулелік өңдеу қондырғысының әсер ету принципі?
5. Лазерлік өңдеу әдісі неге негізделген?
6. Плазмалық өңдеу мағынасы неде?
11 Дәріс: Монтажды баспа платаларын дайындаудың технологиялық процестері
11.1. Баспа платаларын құрылымдаудың технологиялық негіздері
Баспа платасы (БП) дегеніміз- тесіктері бар жазық изоляцияланған негізден, пазалардан, электрлік принципиалды сұлбаға сәйкес электрондық жүйелер мен функционалды түйіндерді коммутациялау мен орнату үшін қолданылатын, тоқ өткізетін металл (өткізгіштер) жолақтар жүйесінен тұратын бұйым.11.1 суретте негізгі элементтерімен бірге баспа платасы көрсетілінген. Баспа монтажы дегеніміз- сұлба элементтерін электрлік қосуды, экрандауды, жерге қосуды қамтамасыз ететін баспа өткізгіштерінің жүйесі. Аспап жасауда баспа монтажын қолдану габариттердің төмендеуін, сенімділігінің жоғарылауын қамтамасыз етеді. Сонымен бірге үлгіден үлгіге қайталап қолдануды қамтамасыз етіп, оларды өндіру процесін механизациялауға және автоматтандыруға мүмкіндік береді. Баспа монтажының негізгі мәні изоляцияланған негіздің бетіндегі монтаждауашы сымдардың, ағытпалардың, байланыс бөлшектерінің қызметін атқаратын жұқа электр өткізгіш жабынның болуы.
Монтаждан басқа сұлбаның басқа да элементтерін «басуға» болады. Олардың электрлік параметрлері пішінімен, өлшемдерімен немесе метал өткізгіштің орамдарымен анықталынады (Мысалы: интегралды шағын сұлбалар, конденсаторлар, индуктивті катушкалар, төменгі омды резисторлар)
11.1 сурет. Баспа платасы: 1- бекітілетін тесіктер; 2- соңғы баспа байлаыстары (контакты); 3- монтаждаушы тесіктер; 4 – маркировка орны; 5- баспалы өткізгіш;
6- бағдарлаушы паза.
Баспа түйініне кіретн барлық электр және радио элементтер платаның негізіне орнатылып, баспа монтажымен қосылады. Баспа платасы баспа монтажын орындайтын изоляцияланған плата негізінен тұрады.
11.2 суретте өндіріс аймағындағы баспа платасын дайындау тізбегі көрсетілген. Баспа монтажы қолданылатын электронды аспаптар массасымен, аз габариттерімен, құрылысының ықшадылығымен ерекшелінеді. Сонымен бірге баспа монтажы көлемді монтаж кезіндегі бекітпе және қосу бөлшектерді көпмөлшерде қолшдануға байланысты, материалдық және еңбек шығындарын азайтуға мүмкіндік береді, сондай ақ баспа өткізгіштерінің барлығы бірдей болғандықтан бақылау-сынақ операцияларын бір партия көлемінде бірнеше үлгіге жүргізуге мүмкіндік береді. Баспа платасының негізін дайындауға қажет негізгі материал ретінде фенопласттар, беттік электротехникалық, фольгаланған, фольгаланбаған материалдар, керамика және иілгіш фторопластты пленка қолданылады.
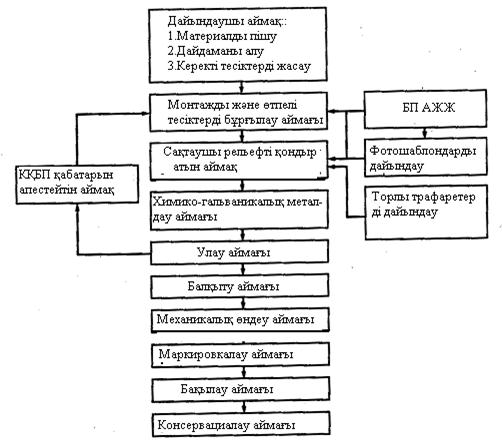
11.2 сурет. Баспа платасын өндіру аймақтары
11.2. Баспа платаларына қойылатын технологиялық талаптар
Баспа платаларыныа қойылатын технологиялық талаптар- ұяшықтарды жинақтау шартымен анықталынады. Оларға мыналар жатады:
Дәнекерлеу (пайка)– электрондық жүйелердің шығыстарымен байланыс алаңдарының сапалы түрде қосылып, балқытылып дәнекерленген материалдардың физика-химиялық өзара байланысқа түсу қасиеті. Сонымен бірге дәнекерлеу режимі кезінде (тампература мен уақыт) бетті дайындау сапасы да ескеріледі.
Дәнекерлеу беті тесіктердегі өткізгіштер және диэлектриктердің жабысу беріктігі – металлизация процесінің негізгі сипаттамаларының бірі болып табылады. Бұл жағдайда жабысу беріктігі біркелкі және жоғары болмайды. Оны вакуумда металлизациялаған кезде
(электронды әсерлесу күші қосылатын катодты және плазмалы металлизациялардан басқа) орын алады. Өткізгіштердің диэлектрикпен жабысуының жоғарғы беріктігі диффузиялы-химилық әрекеттесу кезінде анықталатын керамикалық негізгі тоқ өткізгіш пасталарды жағу мен күйдіру кезінде және диэлектрикті фольгамен желімдеп жабыстыру кезінде байқалынады. Жабысу беріктігі сонымен бірге диэлектрик түрінен, желімнен, беттің дайындап өңделуімен, қолданылатын химиялық ерітінділерге байланысты және баспа платасынан өткізгішті жұлып алуымен анықталынады.
Қайта дәнекерлеу тұрақтылығы - жөндеу кезіндегі байланыс алаңдарын металданған тесіктер арқылы ұстап тұру үшін, бірнеше қайталап дәнекерлеу жүргізу арқылы анықталады: кем дегенде 3 қайталап дәнекерлеу (КБП - үшеу); металсыз тесіктер кем дегенде үш қайта дәнекерлеу (КБП - екеу);.
Баспа платасының дәнекерлеуге жарамдылығы –дәнекерлеу қасиетінің ұзақтылығымен анықталады (6...12 ай);
· жөндеу жарамдылығы және т.б.
Баспа платасының өткізгіш суретін және көп қабатты баспа платаларының қабаттарын алу технологиясының екі түрі болады:.
1. субтрактивті әдіс негізінде;
2. аддитивті әдіс негізінде.
Субтрактивті әдісте өткізгіш суретті алу фольгаланған материалдың бос жіберілген жерлеріндегі фольга аймақтарын (қорғаныш маскаларымен жабылмаған жерлерді) таңдамалы түрде уландыру болып табылады.
Субтрактивті әдістің мысалы ретінде 11.3,а суретте
· баспа платасын дайындаудың химиялық – негативті әдісінің тізбегі
· бір жақты фольгаланған диэлектриктен дайындаманы алу
· трафарет арқылы байланыс учаскелері, өткізгіштердің орналасу учаскелері сияқты жерлерге қорғаныш рельефін түсіру;
· дайындаманың қорғалынбаған жерлеріне таңдамалы түрде мысты енгізу;
· тесікті алу көрсетілінген
Аддитивті әдістегі өткізгіш суретті алу процесінің мәні баспа платасының фольгаланбаған негізгі өткізгіш материалды (диэлектрикке) тұндыру болып есептелінеді.
Аддитивті әдісте мысты улау операциясы болмайды. 11.3, б суретте бұл әдістің операцияларының тізбегі көрсетілінген:
· Фольгаланбаған диэлектриктен дайындаманы алу;
· Тесікті тесу;
· Қорғаныш рельефін түсіру (масканы);
· Сұлба суретіне сәйкес диэлектрикке таңдамалы (селективті) жолмен мысты тұндыру жолымен өткізгіштерді, байланыс учаскелерін және тағы басқаларды алу.;
· Масканы өшіру.
Баспа плататарын дайындаудың технологиялық процесі – қазіргі кездегі баспа платаларын дайындау кезінде туындайтын сұрақтарды комплексті түрде шеше алатын жан-жақты кең профилді мамандармен бірге, физика, химия, схемотехника, электронды жүйелерді конструкторлау және бағдарламалау, өндірісті ұйымдастыру сияқты жеке сала мамандарын талап ететін өндірс учаскелерін, кең көлемде құрал-жабдықтарды (шамамен 50 бірлік) пайдалануды қажет ететін, күрделі (шамамен 50 операция) көп операциялы процесс.
11.3. Баспа плалаларын механикалық өңдеу
Баспа плалаларын өндіру кезіндегі 60 % еңбек шығындары механикалық өңдеуге кетеді. Баспа плалаларын механикалық өңдеу операцияларына дайындама негізін кесу, плата контурын және ондағы терезелерді фрезирлеу, төсеніштерді кесу, тесіктерді тесу сияқты тағы да басқа көптеген операциялар жатады. Баспа платасының дайындамасының негізін және фольгаланған немесе фольгаланбаған беттік диэлектриктерден төсеніштерді кесу үшін механикалы қайшылар, роликті бір жақты, көп жақты және гильотинді кайшылар қолданылады.
Баспа платасының контурын құру мен терезелерін фрезерлеу үшін фрезерлі және көшірме станоктар, бағдарламалы басқару станоктары қолданылады. Баспа платасының негізін механикалық өңдеу кезінде жағу және суыту сұйықтықтарын қолдану қатаң тиым салынады. Суытуды тек таза сығылған ауамен ғана жүргізуге болады. Баспа платасын негізінде баспа сұлбасын алу үшін оның фотошаблоны болуы қажет. Фотошаблон баспа платасының түпнұсқасына негізделініп жасалынады
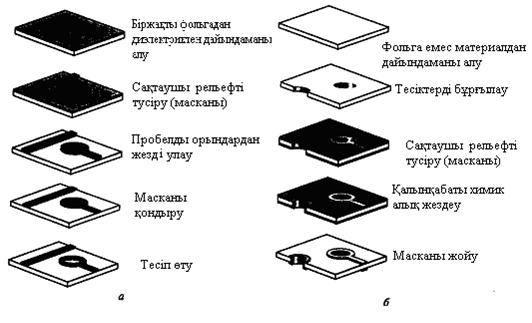
a) сурет Өткізгіш суреттерді алу әдістері
Баспа платасының түпнұсқаны— бұл баспа монтажының ұлғайтылған масштабта орындалған сызбасы. Түпнұсқалар әдетте позитивті кескінмен (баспа монтажы-қара, бос жерлері (пробелные) – ақ) 2:1, 4:1 және одан да жоғары масштабта, баспа платасының өлшеміне байланысты орындалады.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 448; Нарушение авторских прав?; Мы поможем в написании вашей работы!