КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Материалы деталей экструдеров и особенности технологии их изготовления
Учитывая жесткие условия работы деталей червячных прессов, к материалам для их изготовления предъявляют высокие требования. При выборе материалов и вида термообработки необходимо учитывать ряд требований к этим материалам: долговечность, износостойкость при работе в абразивных и высокоагрессивных средах при высокой температуре, химическая стойкость при этих условиях, отсутствие каталитического воздействия на процесс термодеструкции перерабатываемого термопласта, технологичность при механической обработке и возможность термической и химико-термической обработки, обеспечивающих требуемые геометрические параметры и точность размеров деталей. Эти требования распространяются прежде всего на материалы рабочих органов пресса: червяка, гильзы, корпуса и формующих головок, контактирующих с полимером. Материалы для остальных деталей пресса выбирают, исходя из требований обеспечения ресурса работы пресса до первого капитального ремонта не менее 26000 ч.
Требования к материалу деталей червячных прессов зависят от вида перерабатываемого термопласта. Однако, исходя из целесообразности создания универсальных прессов для переработки различных термопластов, унификации их конструкций и технологии изготовления с учетом практического опыта эксплуатации, экструдеры по применяемым материалам деталей в основном подразделяют на две группы: прессы, предназначенные для переработки полиолефинов, полистиролов и их сополимеров, поливинилхлоридных композиций (непластифицированных, пластифицированных и наполненных), полиамидов, полиэфиров, полиметалметакрилата, поликарбоната и полиформальдегида (первая группа), и прессы, предназначенные для переработки фторсодержащих полимеров (вторая группа). В соответствии с этим, расчетный диапазон рабочих температур для первой группы червячных прессов принимают до 350° С, второй группы —до 550°С.
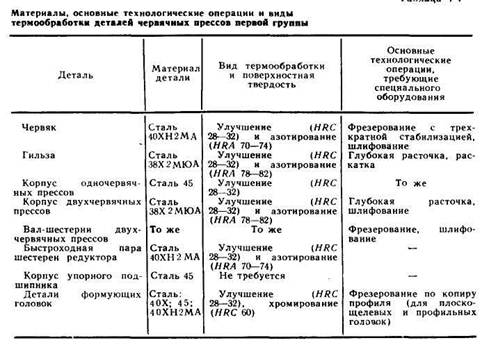
Материалы, основные технологические операции и виды термообработки важнейших деталей отечественных червячных прессов первой группы приведены в табл. 4-V. Для экструдеров второй группы детали основных рабочих органов изготовляют из специальных сплавов, требующих особой технологии обработки.
Выбор марок сталей для гильз и червяков отечественных червячных прессов основан на выполнении ряда взаимосвязанных требований. Так, стали 40ХН2МА и 38Х2МЮА обладают высокой механической прочностью (0т = 85 кгс/мм2) и подвергаются азотированию. При этом материал гильзы (сталь 38Х2МЮА) всегда имеет более высокую твердость (HRA 82—86), чем сталь 40ХН2МА, благодаря чему предотвращается заклинивание червяка в гильзе при работе и попадание металлической стружки в расплав полимера. Обе марки стали хорошо обрабатываются на металлорежущем оборудовании.
При азотировании червяков и гильз, которые изготовляют по второму или третьему классу точности, можно выдержать строгую прямолинейность оси и обеспечить высокую твердость поверхностей. Эти требования невыполнимы при объемной или высокочастотной закалке, а также газопламенной термообработке.
Так как температура отпуска обеих марок сталей 620° С, а азотирование ведут при температуре 580° С, т. е. ниже температуры рекристаллизации, то термическая деформация червяков и гильз практически отсутствует или имеет допустимые значения.
|
|
Дата добавления: 2014-01-13; Просмотров: 2485; Нарушение авторских прав?; Мы поможем в написании вашей работы!