КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности обслуживания и ремонта экструзионных линий
|
|
|
|
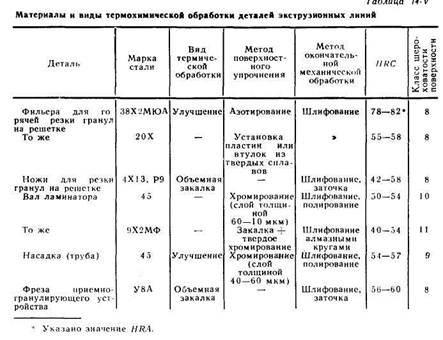
Выбор материалов для изготовления основных деталей экструзионных линий, а также методов механической и термохимической обработки определяется свойствами перерабатываемых пластмасс, требованиями к прочности и долговечности деталей. Обычно основные детали экструзмонных линий должны отличаться высокой коррозионной стойкостью, твердостью, прочностью и степенью шероховатости. Поэтому при их изготовлении применяют высоколегированные стали, подвергнутые специальным видам термохимической обработки — азотированию, хромированию, наплавке или напылению твердых сплавов, алмазной или обычной шлифовке (табл. I4-V).
В комплект технической документации, поставляемой вместе с оборудованием, входят: технический паспорт оборудования с результатами стендовых и гидравлических испытаний, проведенных на заводе-изготовителе; чертежи общих видов, основных узлов, установочные, сборочные, монтажные задания на проектирование фундаментов с указанием нагрузок; схемы смазки, охлаждения, уплотнения, электроснабжения, систем автоматики, дистанционного управления и т. д.; инструкции по хранению, монтажу, пуску, эксплуатации; паспорта, формуляры, акты на комплектующие изделия, приборы, вспомогательное оборудование.
При эксплуатации экструзионных линий следует: соблюдать необходимую чистоту рабочего помещения, исключающую загрязнение перерабатываемого материала и особенно попадание в него металлических включений; производить чистку оборудования сразу же после окончания работы, пока оно не охладилось более чем на 5—10° С ниже температуры плавления термопласта; применять для чистки деталей головок, насадок от перерабатываемой пластмассы только деревянный, медный или латунный инструмент; смазывать детали байонетных затворов, винтовых соединений, которые работают при высоких температурах и находятся под давлением, суспензией графита в воде; обеспечивать плотное прилегание нагревательных элементов к нагреваемой поверхности во избежание быстрого выхода элементов из строя.
При обслуживании экструзионных технологических линий необходимо руководствоваться «Правилами безопасности для производств по переработке пластических масс».
СПИСОК ЛИТЕРАТУРЫ
1. Бернхардт Э. Переработка термопластичных материалов. Пер. с англ. Под ред. Г. В. Виноградова. М., «Химия», 1965, 748 с.
2. Завгородний В. К., Калинчев Э. Л., Махаринский Е. Г. Оборудование предприятий по переработке пластмасс. Л., «Химия», 1972, 464 с.
3. Завгородний В. К. Механизация и автоматизация переработки пластических масс. М., Машиностроение». 1970, 596 с.
4. Каплун Я. Б., Ким В. С. Формующее оборудование экструдеров. М., «Машиностроение», 1969, 159 с.
5. Каган Д. Ф. Трубопроводы из твердого поливинилхлорида. М.— Л. «Химия», 1964, 272 с.
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 1857; Нарушение авторских прав?; Мы поможем в написании вашей работы!