КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Металлические банки для консервов
Хромированная жесть. Ее использование позволяет расширить ассортимент металлической тары. В последние десятилетия олово сталодоргостоящим металлом вследствие уменьшения запасов в месторождениях, поэтому для покрытия начали применять другие металлы, например хром, алюминий, никель (лакированные).
Хромированная жесть имеет характерный голубовато-белый цвет металлического хрома. Хром имеет плотность, близкую к плотно-^еЙстьЛе3а' устойчив к окислению кислородом воздуха и стоек к воды, но растворяется в разбавленных кислотах. Металлический хром малотоксичен и обладает высокой коррозионной стойкостью, поэтому применяется для хромирования металлических поверхностей. Хромовое покрытие более дешевое, чем оловянное, и хром не является дефицитным металлом.
Хромированную жесть выпускают лакированной с обеих сторон. Использование хромированной жести без дополнительного защитного слоя невозможно по ряду причин. Хромовое покрытие является более жестким по сравнению с оловом и является абразивным, что приводит к более быстрому износу оборудования для производства банок. Защитные свойства хрома по отношению к железу в хромированной жести ниже, чем у олова в луженой жести. Хромированная жесть сравнительно быстро растворяется в кис-| лых средах с выделением водорода. Недостатком хромированной жести является сложность закатывания банок с высокой скоростью.
В связи с этим хромированную жесть используют для производ-4
ства кронен-пробок, крышек для закатки стеклянных банок, ба
нок под сыпучие пищевые продукты, а также для консервиров а
ния некоторых малоагрессивных продуктов (см. табл. 3.1). I
Хромированную жесть используют для производства банок под лакокрасочные материалы, сыпучие товары бытовой химии, в! комбинированной таре.
Черная и оцинкованная жесть. Черная лакированная жесть рат нее широко применялась для производства кронен-пробок укупоривания бутылок, однако ее не используют для упаковывания пищевых продуктов.
Черную жесть используют при производстве потребительской тары для непродовольственных товаров. Лаковые покрытия служат защитой от коррозии во влажной атмосфере.
В настоящее время черную лакированную жесть применяют в ограниченном ассортименте вследствие низких эстетических свойств и более высокой степени подверженности коррозии.
Для производства потребительской и транспортной тары для непродовольственных товаров используют оцинкованную жесть (оцинкованную сталь). Цинк — светло-серый легкоплавкий (419 °С) металл,
устойчив к атмосферным воздействиям благодаря образованию защитной оксидной пленки. Цинк применяют для получения защитных покрытий на стальных изделиях. Качественное цинковое покрытие имеет характерный морозный узор из кристаллов цинка.
Цинковые покрытия не выдерживают воздействия горячей воды, пищевых, минеральных кислот и щелочей. Соединения цинка токсичны, поэтому на изделия, предназначенные для контакта с пищевыми продуктами, цинковые покрытия не наносят. Оцинкованную жесть применяют для производства тары под лакокрасочные и иные строительные и хозяйственные материалы. В России выпускают потребительскую тару из оцинкованной жести в виде ведер с крышками.
Алюминий — основной компонент алюминиевых сплавов. Алюминий получают из бокситовых руд электролизом расплава солевых соединений в присутствии криолита, снижающего температуру плавления. Алюминий имеет низкую плотность (2200 кг/м3), очень пластичный и мягкий. Известно, что на поверхности алюминия образуется тонкая, прочная оксидная пленка, что обеспечивает ему стойкость к атмосферным воздействиям, влиянию органических кислот, щелочей, аммиака и т.д. Стоимость алюминия в 3 — 4 раза выше жести, однако, алюминий легче, так что удельная стоимость единицы массы продукции сопоставима.
Алюминиевые сплавы по способу изготовления из них изделий подразделяют на деформируемые — Д (получаемые методами пластической деформации, например банки, тубы, баллоны) и литейные — Л (изготовляемые литьем, например о бручи для фляг).
Деформируемые алюминиевые сплавы классифицируют на упрочняемые и неупрочняемые с помощью термообработки.
Упрочняемыми деформируемыми сплавами алюминия являются д уралюмины марок Д1, Д2 (цифры показывают номер сплава). Основной легирующий элемент данных сплавов — медь (3,8 — 4,8 %); в сплаве содержатся также магний (0,4 — 2,3 %), марганец (0,4 — 0,8 %). Легирующие элементы придают дуралюминам твердость, прочность и некоторую пластичность. Эти свойства закрепляются при термообработке. Для коррозионной стойкости листы из дуралюмина подвергают плакировке — покрывают слоем чистого алюминия с последующим нагревом и прокаткой.
К деформируемым алюминиевым сплавам, неупрочняемым термической обработкой, относятся сплавы алюминия с марганцем и магнием марок АМц (марганца до 1,8%) и АМг1—АМг6 (цифры показывают среднее содержание магния). Эти сплавы отличаются повышенной устойчивостью к механическим нагрузкам, коррозии. Для упрочнения поверхности сплава проводят нагартовку (отбивку).
Литейные алюминиевые сплавы обладают хорошей жидкотекучестью, малой усадкой, пористостью. Большинство марок этих сплавов расшифровываются так: АЛ (цифра) — алюминий литейный; цифра означает порядковый номер сплава, химический состав которого регламентируется ГОСТ. Наиболее широко используют алюминиевые литейные сплавы I группы с кремнием (силумины). Силумины не подвергают термической обработке, их прочность повышают путем добавления модификаторов. В сплавах для изделий, контактирующих с пищевыми продуктами, содержание свинца не должно превышать 0,15 %, цинка — 0,3 %, мышьяка — 0,015 %, примесь бериллия не допускается.
Алюминий хорошо прокатывается в тонкую фольгу, которая применяется для производства полужесткой металлической упаковки и комбинирован-ных материалов. Толщина алюминиевой фольги составляет от 10 до 200 мкм. При калибровании (прокатке через последнюю пару валов) прокатывают сдвоенные полосы фольги, поэтому внутренняя сторона их слегка матовая, а внешняя –с зеркальным блеском, но их свойства идентичны. Очень тонкая фольга имеет микроразрывы или трещины, эти отверстия делают ее проницаемой для паров воды и кислорода, поэтому ее покрывают лаком. ……
Цилиндрические банки металлические и крышки к ним, предназначенные для фасования консервируемой продукции ОКП 14 1740, выпускают по ГОСТ 5981 — 88 «Банки металлические для консервов. ТУ». Стандарт не распространяется на алюминиевые банки с легковскрываемыми крышками и жестяные банки с язычком.
Различают литографированные и нелитографированные банки. Последние имеют производственную маркировку на дне и крышке и бумажную этикетку в виде ленты. На литографированных банках маркировка нанесена краской на металлическую поверхность банок.!
Металлические банки для консервов в зависимости от конструкции изготовляют двух типов:
-тип I — сборные (круглые и прямоугольные);
-тип II — цельные (круглые, фигурные, прямоугольные, овальные и эллиптические).
Банки изготавливают со сварным или паяным продольным швом.
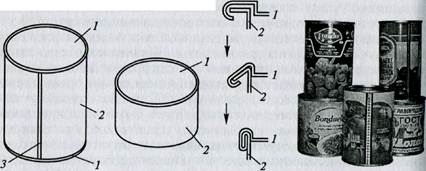
Сборные банки состоят из трех частей: корпус в форме обечайки с продольным швом сварным или паяным и двух концов — крышки и д онышка (рис. 4.1, а)
а б в г
Рис. 4.1. Общий вид металлических банок:
а — тип I; б — тип И; в — формирование двойного закаточного шва;
г — литографированные банки с продукцией;
1 — крышка (донышко); 2 — корпус; 3 —боковой шов
Таблица 4.1 Регламентируемая толщина металла для банок
| Тип банки, | № банки или внутренний диаметр | Толщина жести, мм | Толщина алюминия, мм | ||
| корпус | крышка | корпус | крышка | ||
| I — сборные прямо-угольные | №61-63 №61-66 | 0,22 0,25 | 0,25 0,25 | — | — |
| I — сборные круглые | 50,5 — 74,1 мм 83,4-91» 99» 153,1» 215-223» | 0,18 0,20 0,22 0,25 0,28 | 0,20 0,22 0,22 0,28 0,32 | — | — |
| II — цельные круглые | 72,8-91» 99» | 0,20 0,22 | 0,22 0,22 | 0,25 0,27 | 0,27 0,27 |
| II — цельные фигурные | По номерам (17 разновидностей) | 0,20-0,22 | 0,22-0,25 | 0,27-0,30 | 0,30-0,32 |
Цельные банки состоят из двух составных частей: цельнотянутого корпуса с донышком, полученного штамповкой из листовой заготовки жести или алюминия, и крышки (рис. 4.1, б). Корпус банки может иметь (или не иметь) ребра жесткости (зиги). Концы в сборных банках прифальцовывают двойным закаточным швом. Этот шов состоит из пяти слоев жести (см. рис. 4.1, в). Крышку после заполнения банки прифальцовывают двойным закаточным швом. Производство цельных банок более технологично и выгодно, однако лист должен быть лакированным, поскольку при штамповке часто нарушается полуда за счет вытяжки листа.
Рекомендуемая толщина металла, приемлемая для производства банок, приведена в табл. 4.1. В перспективе для банок отечественного производства предполагается снижение толщины стального листа и слоя олова вследствие улучшения качества лакового покрытия.
Производство жестяных банок. Оно различно в зависимости от типа банки. Неизменным остается только вид двойного закаточного шва. Технологический процесс проходит на двух параллельных линиях — производство корпуса и крышки и (или) донышка. Изготовление донышек и крышек аналогично для всех типов банок. Стадии производства корпуса различаются в зависимости от типа банки. В сборной («трехчастной») банке формируется продольный шов на корпусе.
Изготовление банок типа I начинается с формирования обечайки (корпуса). Листовая жесть разрезается на заготовки — бланки. Из штабеля бланки по одному проходят узел насечки. В узле формообразования заготовка принимает цилиндрическую форму заданного диаметра, а продольный шов отбортовывается (рис. 4.2).
В зависимости от технологии соединение шва производится способом сварки или пайки (с использованием припоев).
Специальный калибрующий венец оформляет нахлест краев заготовки, чтобы подготовить ее к сварке. После сварки корпус банки поступает на установку, где на внутреннюю и наружную поверхности сварного шва наносят лак и сушат его. Затем корпус отбортовывают и соединяют в фальц с предварительно подготовленным донышком, затем закатывают двойным швом. После формирования банки ее контролируют на герметичность. Негерметичные банки выбраковвают.
Производство цельных банок типа II проще. Листовой или рулонный материал поступает на пресс, где производится глубокая вытяжка металла, затем механическая вырубка и отбортовка горловины; лакирование внутренней поверхности и отвердение лака.
Производство концов, т.е. донышек и крышек, происходит по-разному, в зависимости от того, имеют они устройство для облегчения вскрывания (легковскрываемые крышки) или нет.
Если донышки и крышки однотипны (для обычных сборных банок), их изготовление одинаково. Лист поступает в зону штампа, и производится штамповка-вырубка одновременно нескольких заготовок. Отштампованные крышки (донышки) передаются по транспортеру для подвивки и гуммирования, т.е. введения в фальц крышки уплотните л ьной, герметизирующей пасты. Затем пасту подсушивают в туннельной печи. Донышки для сборных банок направляют на соединение с корпусом. Крышки переводят в вертикальное положение и направляют на упаковку.
В России выпускают свыше 60 разновидностей металлических банок различной вместимости в диапазоне от 50 до 9590 см3. Наиболее часто используемые банки приведены в табл. 4.2.
Таблица 4.2 Наиболее распространенные разновидности металлических банок
|
|
Дата добавления: 2014-01-11; Просмотров: 3230; Нарушение авторских прав?; Мы поможем в написании вашей работы!