КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разрезание прутков проката дисковыми пилами
|
|
|
|
Одной из первых операций, использующихся при изготовлении заготовок, является разделение прутка (штанги) круглого (или иного) проката на отдельные заготовки. Для этого могут быть использованы различные технологии: рубка заготовок на пресс-ножницах или хладноломах, разрезание фрикционными дисками, пилами, абразивными кругами и др. В качестве примера рассмотрим два варианта разрезания проката на заготовки дисковыми пилами, изготовленными из различных инструментальных материалов, поскольку этот способ относится к обработке резанием.
По первому варианту дисковая пила диаметром 600 мм с числом зубьев Z =64 изготовлена из быстрорежущей стали Р6М5, по второму варианту зубья дисковой пилы изготовлены из твердого сплава Т5К10 (Р30).
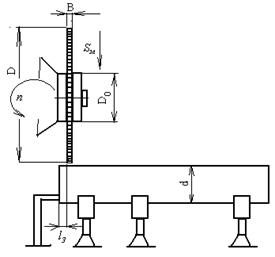
При разрезании заготовки зуб дисковой пилы одновременно участвует в двух движениях: во вращательном движении резания со скоростью V и в движении подачи со скоростью Sм.
Минутная подача Sм выбирается по рациональной толщине срезаемого слоя а.
При резании кромкой с двумя вершинами образуется стружка неблагоприятной (коробчатой) формы, что снижает износостойкость пилы и препятствует увеличению толщины срезаемого слоя. Более благоприятной является схема резания, при которой у каждого зуба в работе участвует только одна вершина. Для этого делают «развод» зубьев, наклоняя их под углами в плане и наклона режущей кромки, рис. 2.55. Кроме того, часть кромки вблизи неработающей вершины срезают. Для повышения стойкости вблизи работающей вершины зуба целесообразно делать скругление при вершине радиусом r =0,5–1,0 мм или затачивать переходную кромку под углом» 5°.
а)
б)
Рис. 2.53. Схема разрезания проката дисковой пилой
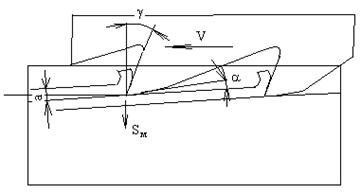
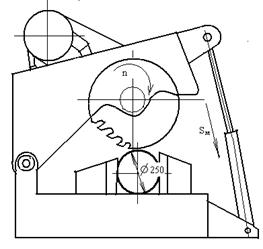
Рис. 2.54. Кинематика резания дисковой пилой
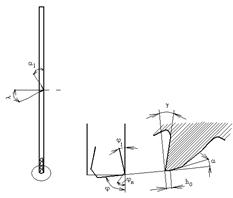
Рис. 2.55. Геометрические параметры зубьев дисковой пилы
Максимальную допускаемую толщину среза выбирают, руководствуясь допускаемой нагрузкой на зуб. Пусть в нашем случае a* =0,1 мм.
Поскольку деталь неподвижна, а подача осуществляется в направлении толщины срезаемого слоя, то подача на зуб равна толщине среза
 . (2.141)
. (2.141)
Число зубьев, одновременно участвующих в работе, зависит от угла контакта пилы с заготовкой и от угла между зубьями. Угол контакта пилы с заготовкой зависит от соотношения диаметров пилы и заготовки (рис. 2.56)
 . (2.142)
. (2.142)
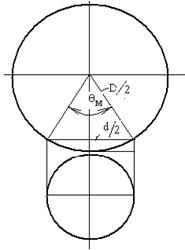
Рис. 2.56. Схема к определению угла контакта пилы с заготовкой
Глубина резания определяется углом в плане и длиной режущей кромки, участвующей в резании. Для создания небольших положительных вспомогательных углов в плане путем поворота режущей пластины главный угол в плане может быть назначен чуть меньше 90° (например, 85…87°). Во избежание трехстороннего резания, при котором образуется жесткая стружка коробчатой формы, делается развод зубьев, или несколько уменьшается ширина зуба с тем, чтобы исключить из процесса резания одну из вершин (левую или правую – попеременно для каждого следующего зуба). Таким образом, на каждом зубе глубина резания и ширина стружки несколько меньше ширины дисковой пилы (фрезы). Пусть в рассматриваемом примере t =7 мм.
Число зубьев дисковой пилы назначается из конструктивных соображений, но с учетом возникающих сил резания. При большом числе одновременно работающих зубьев возрастают силы резания и крутящий момент и мощность резания, особенно по мере износа зубьев. Поскольку диаметр фрезы значительно превышает ее ширину, увеличение сил и крутящего момента нежелательно. Однако чрезмерное уменьшение числа зубьев также нежелательно, поскольку это может привести к снижению производительности обработки и к увеличению неравномерности процесса резания (фрезерования). Таким образом, при назначении числа зубьев дисковой пилы необходимо учитывать число зубьев, одновременно участвующих в работе и возникающие при этом силы, отталкивающие дисковую пилу от детали. В частности, в рассматриваемом примере примем Z =32.
Подача на оборот фрезы (пилы), имеющей 32 зуба, равна:
 (2.143)
(2.143)
В некоторых более совершенных конструкциях отрезных станков минутная подача регулируется непосредственно с помощью механизма подачи. В более простых станках подача и рациональная толщина среза на зуб обеспечивается регулированием вертикальной силы Pv, уровень которой обеспечивается гидросистемой станка. Фактическое усилие, необходимое для обеспечения требуемой толщины срезаемого слоя, меняется в зависимости от ширины фаски износа зубьев и от числа зубьев, фактически одновременно находящихся в контакте с разрезаемым прутком (рис. 2.57).
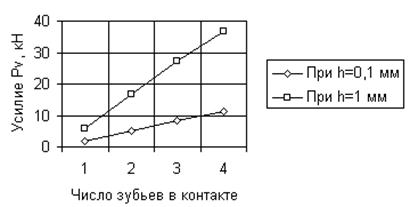
Рис. 2.57. Зависимость силы подачи Pv от числа зубьев, одновременно находящихся в контакте с разрезаемой заготовкой при острой (h =0,1 мм) и затупившейся (h =1 мм) дисковой пиле
Таким образом, по мере приближения пилы к середине заготовки, а также по мере износа пилы рабочий должен увеличивать давление в гидросистеме, увеличивая тем самым силу подачи и обеспечивая примерно постоянную оптимальную толщину срезаемого слоя.
Допускаемую скорость резания выберем по наибольшей температуре задней поверхности на изношенном зубе (hз =1 мм) (рис. 2.58).
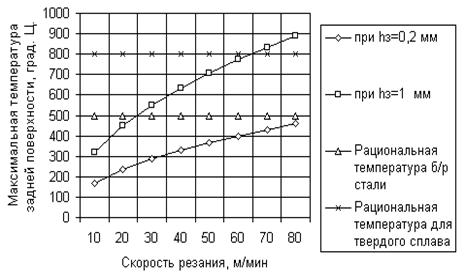
Рис. 2.58. Влияние скорости резания на максимальную
температуру задней поверхности режущего лезвия дисковой фрезы диаметром 600 мм, числом зубьев z =32 мм при разрезании прутка стали 45, круг d =250 мм
В первом случае для быстрорежущей пилы qз =500 °С, во втором – для твердосплавных зубьев qз =700 °С. Уменьшение температуры резания благоприятно сказывается не только на повышении стойкости, но и на возникающих при резании силах. При температуре 400 °С на передней поверхности зуба имеет место устойчивый нарост, что облегчает процесс резания, снижает уровень вибраций. В этом смысле применение быстрорежущей пилы для разрезания прутка предпочтительнее, чем применение пилы с твердосплавными напаянными режущими пластинами, при резании которыми с более высокими температурами нарост практически отсутствует. Целесообразность применения твердосплавной пилы возникает, если требуется существенное повышение производительности разрезания прутков на заготовки. Зависимость температуры от скорости резания рассчитывается с помощью программы.
В частности, расчеты показали, что при резании стали 45 скорости резания равны 25 и 65 м/мин, а числа оборотов дисковой пилы, соответственно, 11 и 40 об/мин. Минутная подача Sм=S0n.
Машинное время в первом варианте равно 7,2 мин, во втором – 2 мин.
Таблица 2.11
Технологические параметры разрезания прутка дисковой пилой
| Обозначение перехода | Режим резания | ||||||||||
| t мм | Ө о | а* мм | Sz мм/зуб | z | So мм/об | Ө оС | v м/мин | n об/мин | Sм мм/мин | Тм мин | |
| Оп. 10 | 49,2 | 0,05 | 0,05 | 1,6 | 20,8 | 12,1 | |||||
| 49,2 | 0,05 | 0,05 | 1,6 | 3,9 |
Таблица 2.12
Геометрические параметры дисковой пилы
| Обозначение перехода | Параметры дисковой пилы | |||||||||
| D мм | z | Мате- риал | φ о | φn o | γ o | α о | λ о | hз* мм | b мм | |
| Оп. 10 | Р6М5 | |||||||||
| Т5К10 |
Кроме скоростей вращения пилы, усилий подачи, времени разрезания необходимо также знать требуемые мощности электропривода. Расчеты по программе дают для условий отрезания средней части прутка диаметром 250 мм изношенной пилой (h =1 мм) сумму сил Pzi для Z =418 кН. При этом для скоростей 20 и 80 м/мин мощности разрезания будут около 6 кВт (для быстрорежущей пилы) и около 16 кВт (для твердосплавной пилы), соответственно (рис. 2.59).
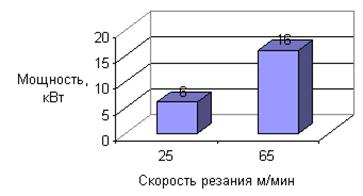
Рис. 2.59. Сопоставление мощностей разрезания
для быстрорежущей дисковой пилы D =600 мм, Z =32, b =7 мм
и для такой же фрезы с твердосплавными зубьями
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 612; Нарушение авторских прав?; Мы поможем в написании вашей работы!