КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Правка двутавровых балок
|
|
|
|
В процессе прокатки и охлаждения на холодильниках, двутаврвые профили приобретают общее и местные искривления и коробоватость раската в различных плоскостях. Так как сортовые профили, в том числе - двутавровые балки имеют жёсткие допуски, обусловленные требованиями существующих стандартов по прямолинейности, серповидности, прогибам и не параллельности полок, то полученные отклонения профиля необходимо устранять. Эти дефекты при помощи правки исправляются на роликоправильных машинах или прессах. Чтобы исключить повторное искажение профиля после правки, её производят после порезки раскатов на мерные длины и их полного остывания до температуры не выше 50 - 70˚С.
Правка двутавровых балок производится в плоскости наименьшей жёсткости (для двутавровых балок это плоскость, параллельная полкам) постепенно затухающим переменным пластическим изгибом. Так как к широкополочным и колонным балкам предъявляются более высокие требования, то их правку производят в двух плоскостях. Серповидность профиля устраняют при помощи вертикальных роликов, расположенных на выходе из правильной машины. Местная кривизна профиля, возникающая в результате нарушения работы транспортного оборудования (рольгангов, шлепперов и др.) может быть устранена, только в том случае, когда длина искривлённого участка больше шага роликов правильной машины (расстояния между роликами, так называемая мёртвая зона). Именно по этой причине, в действующих стандартах на сортовой и фасонный прокат, геометрические размеры профилей контролируются на расстоянии не менее 500 мм от торцов штанг.
Для правки балок применяются много роликовые, правильные машины открытого (консольного) или закрытого типа. Тип правильной машины, количество и шаг роликов выбирают из условий возможности правки профиля максимального размера, производимого на данном прокатном стане. Например, наименование правильной машины: К 9*800 показывает, что правильная машина консольного типа имеет 9 роликов, шаг которых составляет 800 мм. У правильных машин такого типа могут быть приводными как один (первый верхний) ролик так и все ролики. Схема правки раската в многовалковой правильной машине приведена на рисунке 8.7.
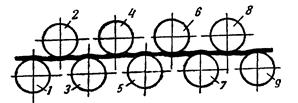
Рис.8.7 - Схема правки в многовалковой правильной машине
Пластический изгиб штанг в роликоправильной машине создаётся за счёт соответствующего прогиба металла в роликах. В процессе правки усилия, необходимые для пластического изгиба, прикладываются в области сопряжения стенки профиля с его полками. Величина усилий, определяющая прогиб стенки, зависит от момента сопротивления поперечного сечения двутавра пластическому изгибу, характера на-гружения штанги и механических характеристик металла. Возможные виды нагружения двутавровых балок при правке приведены на рисунке 8.8. Первый вид нагру-
жения имеет место при входе штанги в роликоправильную машину в начальный период взаимодействия металла с роликами (рис 8.8, а). При таком виде нагружения усилие прикладывается в середине штанги первым верхним роликом 2, а концы штанги свободно (шарнирно) закреплены в роликах 1-3. Аналогичное взаимо-действие роликов имеет место при выходе конца штанги из роликоправильной машины (ролики 7, 9, 8). При втором виде нагружения (рис.8.8, б), усилие прикладывается к середине штанги, один конец которой жёстко закреплён в роликах, а другой -
шарнирно. Такая схема имеет место при входе (ролики 1 - 4) и выходе металла из
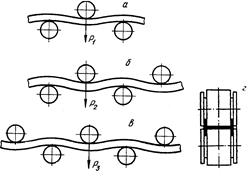
Рис. - 8.8 - Возможные схемы нагружения при правке двутавров
а) свободное нагружение; б) свободное закрепление одного конца и жёсткое-
другого; в) жёсткое закрепление обоих концов; г) положение двутавра в роликах правильной машины роликоправильной машины (ролики 6 - 9).
Третья схема нагружения (рис.8.8, в) предусматривает приложение нагрузки к середине штанги, концы которой жёстко закреплены в роликах 2 - 7. В зависимости от схемы нагружения, усилия необходимые для правки двутавров заметно отличаются. Так при свободном закреплении концов (схемы а, в) и одинаковой величине прогиба стенки профиля, усилие пластического изгиба в два раза меньше, чем при правке по схеме б. На практике максимальное давление производят вторым (первым верхним) роликом с последующим уменьшением давления на стенку профиля.
Необходимо отметить, что моменты инерции широкополочных двутавров превышают моменты инерции двутавровых балок аналогичных размеров общего назначения. По этой причине для их правки необходимы значительно большие усилия пластического изгиба, чем для обычных двутавровых балок. При правке двутавровых балок усилия со стороны роликов прикладываются к стенкам профиля, при этом основное сопротивление пластическому изгибу штанги оказывают полки. В этом случае, на участках сопряжения полок со стенкой, возникают напряжения растяжения и среза, величина которых, помимо приложенной нагрузки и деформации штанги, зависит от толщины сопрягаемых участков. У широкополочных двутавров эта толщина значительно меньше, чем у двутавровых балок общего назначения, поэтому при их правке, в случае превышения необходимой нагрузки (давления роликов) возможны разрывы металла по участкам сопряжения полок со стенкой.
К особенностям правки двутавровых балок можно отнести соответствие разме-
ров внутренней ширины профиля, получаемого в чистовом калибре с шириной го-
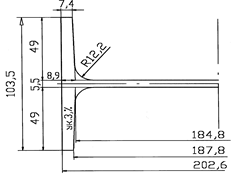
ризонтальной поверхности роликов правильных машин. Как известно, при построении чистового калибра его размеры должны соответствовать размерам готового профиля с учётом температурной усадки. На рисунке 8.9 приведен чертёж профиля двутавровой балки № 20 DIN,соответствующий размерам чистового калибра и чертёж ролика правильной машины.
а) б)
Рис. 8.9 - Чистовой калибр двутавровой балки № 20 DIN(а) и
ролик правильной машины для её правки (б)
В процессе работы калибры, в том числе чистовые, изнашиваются, что приво-
дит к увеличению толщины основания фланцев и уменьшению внутреннего размера стенки. Выполнение ширины ролика равной внутреннему размеру стенки, даже при незначительном износе калибра, не позволит производить качественную правку профиля. Поэтому, для обеспечения возможности правки штанг двутавровых балок, ширина горизонтальной поверхности роликов выбирается несколько меньшей, чем фактический внутренний размер стенки по точкам построения.
Сравнивая чертёж профиля и ролика можно увидеть, что разница внутренних размеров профиля по конструкционным точкам и горизонтальной поверхности роликов правильной машины составляет 0,8 мм или - 0,4% внутренней ширины профиля. Для разных размеров двутавровых балок и типов правильных машин эта разница определяется практическим путём. В зависимости от стандарта для нормальных или широкополочных двутавров, эта величина может составлять 0,3 - 0,8%.
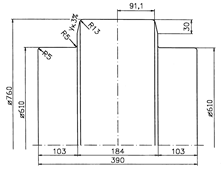
При настройке правильных машин особое внимание необходимо уделять распределению давления и скорости правки. При недостаточном давлении полоса не выправляется, а в процессе правки её ведёт (болтает) в вертикальной плоскости в разные стороны. На основании практических данных при правке двутавров средних и малых размеров, максимальное давление назначают на втором (первом верхнем) ролике, величина которого составляет 0,6 - 0,8 толщины стенки готового профиля. На четвёртом и последующих верхних роликах величина давления уменьшается на 0,15 - 0,2 давления, принятого для второго ролика. Для окончательной (дополнительной) правки широкополочных и колонных двутавров крупных размеров применяют специальные правильные пресса. В этом случае, в зависимости от размеров профиля изменяется расстояние между опорными бойками, а давление прикладывается к ударному бойку в соответствие со схемой, проведённой на рисунке 8.10.
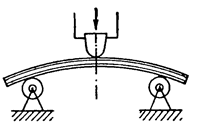
Рис. 8.10 - Схема правки двутавров на прессах
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 4720; Нарушение авторских прав?; Мы поможем в написании вашей работы!