КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности правки сортового металлопроката
|
|
|
|
Правка сортового металлопроката на многороликовых машинах осуществляется посредством многократных перегибов между двумя рядами рабочих роликов, установленных в шахматном порядке (рис.8.11). При данном способе правки используются правильные рабочие ролики с фасонными ручьями, соответствующими
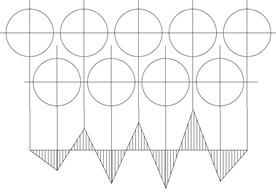
| Рис.8.11 - Схема правки сортового проката на многороликовых машинах |
профилю поперечного сечения металлопроката, подвергаемого правке. По мере прохождения через правильные рабочие ролики сортовой металлопрокат получает многократные перегибы в плоскости, перпендикулярной к осям рабочих роликов и благодаря этому подвергается правке в данной плоскости. В плоскости же параллельной осям рабочих роликов сортовой металлопрокат, входя в процессе правки в ручьи роликов, вынужден принимать прямолинейную форму, но после выхода из правильной машины он частично восстанавливает начальную кривизну. Это объясняется тем, что изменение кривизны проката происходит вследствие пружинения металла. В этом случае сортовой металлопрокат приходится пропускать через машину дважды, производя последовательно правку в одной и затем в другой плоскости. Некоторые типы многороликовых правильных машин имеют механизмы осевой регулировки рабочих роликов, что позволяет одновременно создавать перегибы сортового металлопроката на требуемую величину в двух взаимно перпендикулярных вертикальных и горизонтальных плоскостях (рис.8.12).

а) б)
Рис.8.12 – Конструктивные схемы узла рабочих правильных роликов применительно к правке квадратных (а) и угловых (б) сортовых профилей
Скрученность сортовых профилей выправляется одновременно с коробоватостью при пропуске его через правильные ролики. По мере исправления скрученности тонкостенных профилей наблюдается искажение поперечного сечения проката, ввиду чего с одновременной правкой в обеих плоскостях профиль рабочего ручья ролика и величины прогибов выбирается так, чтобы прокат опирался на каждый правильный ролик двумя гранями.
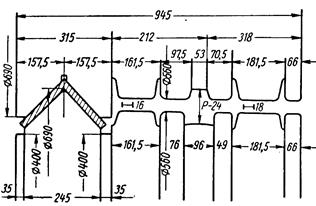
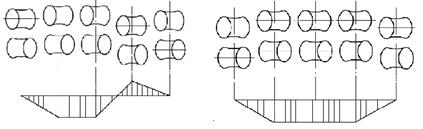
Правильные ролики выполняются многоручьевыми в соответствии с номенклатурой готового металлопроката, подвергаемого правке, что позволяет снизить требуемое количество перевалок. В качестве примера на рисунке 8.13 представлена типовая калибровка роликов для правки уголка, швеллера №16, рельса №24 и двутавра №18. Ролики большой длины можно применять только в правильных машинах закрытого типа, а в противном случае, то есть при наличии консольно расположенных правильных роликов, они выполняются сменными, одно - или несколько ручьевыми.
Для сокращения количества сменных комплектов роликов их выполняют сборными, состоящими из набора отдельных дисков и втулок, обеспечивающих возможность варьирования различными калибровками.
| |
Рис.8.13 – Калибровка многоручьевых правильных роликов
Круглый металлопрокат, трубы и трубные заготовки подвергаются правке, преимущественно, на косовалковых правильных машинах, рабочие валки которых располагаются под углом к изделию, подвергаемому правке (рис.8.14). На таких маши
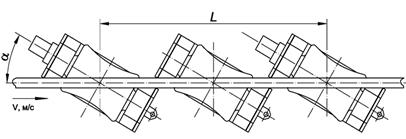
Рис.8.14 – Схема правки, труб и трубных заготовок на косовалковых
правильных машинах
нах достигается высокое качество получаемых изделий обусловленная тем, что
круглая заготовка при прохождении в рабочих валках вращается и получает достаточно большое количество знакопеременных изгибов.
Косовалковые правильные машины подразделяются на машины с рабочими валками различной и одинаковой длины. На машинах с рабочими валками различной длины подвергают правке круглые изделия с высокими показателями жесткости поперечного сечения, включающие в себя круглый прокат, трубную заготовку и толстостенные трубы, имеющие отношение наружного диаметра к толщине стенки
D/S не более 30. Одинаковая длина и привод всех валков определяют улучшенные условия захвата круглых изделий первой парой рабочих валков и передачи их из одного калибра в другой, а значит, косовалковые машины данного типа обеспечивают наименьшую разность скольжения внутри каждой пары рабочих валков, что позволяет применять их для правки тонкостенных заготовок с отношением наружного диаметра к толщине стенки D/S свыше 30 и труб, к качеству поверхности которых предъявляются повышенные требования. Правильные машины данного типа выпускаются, в основном, трех видов, а именно машины с тремя валковыми обоймами, машины с четырьмя валковыми обоймами, машины с пятью валковыми обоймами.
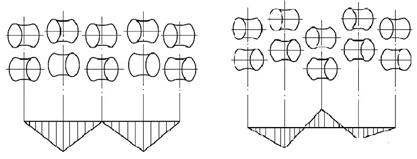
Качество правки труб зависит от количества валковых обойм. На машинах с тремя валковыми обоймами гарантированный показатель продольной кривизны составляет ≤ 1 мм на погонный метр, на машинах с четырьмя валковыми обоймами ≤ 0,8 мм на погонный метр, а на машинах с пятью валковыми обоймами ≤ 0,5 мм на погонный метр. Отмеченное обусловлено тем, что на машинах с тремя валковыми обоймами реализуется только одно-треугольная схема правки, на машинах с четырьмя валковыми обоймами – двух-треугольная и трапециевидная схема правки, а на машинах с пятью валковыми обоймами возможно применение двух-треугольной, много-треугольной, трапециевидной и трапециевидно-треугольной схем (рис.8.15).
а) б)
в) г)
Рис.8.15 – Схемы процесса правки на косовалковых правильных машинах с пятью валковыми обоймами по двух-треугольной (а), много-треульной (б),
трапециевидной (в) и трапециевидно-треугольной (г) схемам
В связи с тем, что потребителями с каждым годом повышаются требования к
качеству правки, машинами с пятью валковыми обоймами комплектуются, практически, все современные станы для производства труб и участки отделки трубных цехов. К недостаткам рассмотренных типов косовалковых правильных машин можно отнести невысокое качество правки концов круглых изделий, поскольку на длине, равной половине шага, их концевые участки не подвергаются изгибу.
Для удобства подачи металлопроката рабочие ролики сортоправильных многороликовых машин, как правило, изготовляются с горизонтальным расположе-нием их осей. В отдельных случаях для обеспечения возможности последовательной
правки сортового металлопроката в двух взаимно перпендикулярных на-правлениях без нарушения траектории его движения и кантовки устанавливаются последовательно две правильные машины, одна с горизонтальными, другая с вертикальными правильными роликами или же две рабочих клети с горизонтальными и вертикальными правильными роликами совмещаются в одной машине. Регулировка положения правильных роликов по высоте в большинстве случаев предусматривается только для роликов верхнего ряда. Валы каждого из регулируемых роликов устанавливаются на подшипниках качения в отдельных траверсах или в направляющих станины. Механизмы вертикальной регулировки выполняются в виде передачи «винт-гайка», при этом вращение сообщается нажимным винтам. Привод осуществляется вручную или от электродвигателя. При ручном приводе для регулировки каждого ролика имеется самостоятельный штурвал. Вращение от распределительного вала к двум нажимным винтам узла ролика передается посредством червячных,
конических или цилиндрических зубчатых передач. Моторный привод механизмов регулировки осуществляется от реверсивного электродвигателя.
Положение роликов контролируется по указательным устройствам преимущественно индикаторного типа. Для устранения удара в момент захвата роликами проката в резьбовых парах предусматриваются уравновешивающие устройства. В современных машинах валы роликов имеют также осевую регулировку, посредством которой правильные ролики точно устанавливаются относительно друг друга. Обычно приводными являются только ролики одного ряда, а в некоторых случаях дополнительно еще один наиболее нагруженный ролик другого ряда.
В некоторых конструкциях многороликовых сортоправильных машин предусматривается возможность изменения шага роликов. При этом значительно увеличивается диапазон размеров обрабатываемого металлопроката, так как металлопрокат с большим моментом сопротивления изгибу правится при наибольшем шаге, а металлопрокат с относительно малым моментом сопротивления изгибу – при наименьшем шаге.
Привод рабочих роликов осуществляется от одного или нескольких электро
двигателей через редукторы, понижающие число оборотов и распределительные передачи. В машинах для правки прутков в большом диапазоне типоразмеров предусматривается до четырех скоростей правки, в соответствии с чем устанавливают двухскоростные электродвигатели и параллельные зубчатые передачи с двумя передаточными числами. Понижающие передачи выполняются в виде двух или трехступенчатых редукторов, размещенного в отдельном конструктивном узле, а в машинах малого размера – в виде одноступенчатой зубчатой передачи.
Распределительные передачи располагаются в рабочей клети между стойками или с задней стороны станины, а также в отдельном самостоятельном корпусе. В последнем случае валы распределительной передачи соединяются с валами правильных роликов посредством жестких муфт, а при наличии приводных регулируемых роликов применяются шарнирные шпиндели. Правка крупных профилей и рельсов осуществляется со скоростью 0,5…2 м/с, мелкосортный прокат правится со скоростью до 8 м/с и более. Для удобства задачи проката в правильные ролики и для предупреждения поперечного перемещения свободного конца проката в момент захвата его правильными роликами и при выходе из них на входной и выходной сторонах машины часто устанавливаются направляющие парные ролики, как горизонтальные, так и вертикальные.
Схема семироликовой сортоправильной машины среднего размера открытого типа представлена на рисунке 8.15.
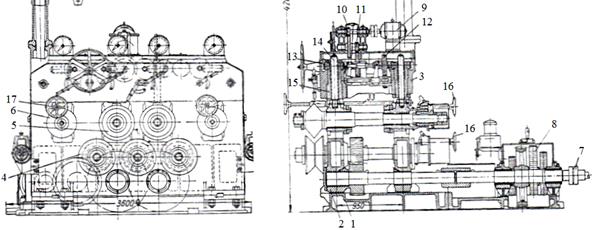
Рис.8.17 – Схема семивалковой сортоправильной машины открытого типа
Станина состоит из двух стоек – передней 2 и задней 3, закрепленных на плите болтами и стянутых в верхней части тягами c распорными трубами. Машина имеет три нижних ролика 4 и четыре верхних 5, в том числе два направляющих 6. Приводными выполнены нижние рабочие ролики, а их валы размещены в подшипниках стоек станины и приводятся от электродвигателя посредством муфты 7 через приводной редуктор 8. Все верхние ролики имеют регулировку по высоте от общего привода и перемещаются в направляющих станины. Вертикальная регулировка производится от электродвигателя 9. Привод регулировки состоит из двух цилиндрических передач 10 и 11, а также распределительной цилиндрической передачи 12, шестерни которой вращаются на валах свободно. Каждый подшипник вала роликов имеет нажимной механизм в виде червячной передачи 13 и нажимного шпинделя 14 с гайкой 15, на которой закреплено колесо червячной передачи. Оба механизма каждого ролика включаются одновременно посредством кулачковой муфты.
Осевую регулировку имеют все ролики, механизм которой для каждого ролика выполнен самостоятельным. Для осевой регулировки роликов имеются штурвалы 16. Направляющие ролики регулируются в осевом направлении от штурвала 17.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 4203; Нарушение авторских прав?; Мы поможем в написании вашей работы!