КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Доводочные станки
|
|
|
|
Доводочные станки используют в технологическом процессе для получения поверхностей высокого класса чистоты.
К подгруппе доводочных станков относятся:
– хонинговальные станки;
– притирочные станки;
– станки для суперфинишной обработки.
Схемы работы доводочных станков представлены на рис.85.
Хонингование в основном применяется при обработке цилиндрических отверстий. Сущность этого процесса состоит в том, что специальный инструмент (хонинговальная головка), оснащенный абразивными брусками, совершает одновременно вращательное и возвратно-поступательное движения в неподвижной детали.
Схема работы хонинговального станка показана на рис. 85,а. Со шпинделем станка 1 шарнирно соединяется специальный инструмент – хон, состоящий из корпуса 3, абразивных брусков 4 и устройства для подачи брусков в радиальном направлении П 3 размещенного внутри корпуса. Хон получает вращательное движение В 1 со скоростью резания V кр порядка 20...70 м / мин, т.е. существенно более низкой, чем при шлифовании, и возвратно-поступательное движение П 2 продольной подачи S пр.
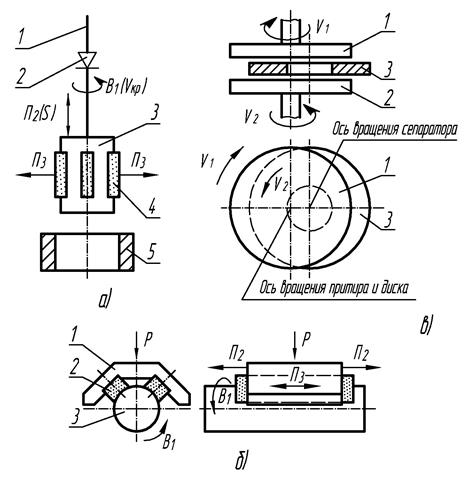
Рис. 85. Схемы работы доводочных станков.
Притирка – тонкая отделка поверхностей мелкозернистым абразивным порошком, смешанным со смазкой и нанесенным в таком виде на поверхность диска – притира.
Характер движения каждого зерна абразива по притираемой поверхности должен быть таким, чтобы траектория зерна не повторялась.
В качестве абразивного материала используют наждак, корунд, карборунд, крокус и др. в виде порошка или пасты, которыми покрывают притиры.
Схема работы притирочного станка представлена на рис. 85,в. Между притиром 1 и диском 2 расположен сепаратор 3 с обрабатываемыми деталями. Притир и диск вращаются в противоположные стороны с различными скоростями. Сепаратор(деталедержатель) получает горизонтальное возвратно-поступательное движение от отдельного привода. Вследствие этого обрабатываемая деталь совершает довольно сложное движение относительно рабочих поверхностей притиров, шаржированных абразивом, и обеспечивается процесс резания.
Суперфиниширование дает возможность получить поверхности наименьшей шероховатости и предназначено для обработки поверхностей любых форм (плоских, цилиндрических, наружных и внутренних, а так же фасонных). В качестве инструмента применяют мелкозернистые абразивные бруски.
На рис.85,б изображена схема работы станка для суперфинишной обработки наружных цилиндрических поверхностей. Обрабатываемая деталь 3 равномерно вращается В1 Инструмент в виде головки, состоящей из корпуса 1 и абразивных брусков, прижимается к заготовке о постоянным усилием Р. Головка совершает медленное возвратно-поступательное движение П2 и быстрое колебательное движение П3. На эти движения могут накладываться дополнительные относительные движения заготовки и головки.
Литература
Основная:
1 Схиртладзе А.Г., Горохов В.А., Ефремов В.Д. Металлорежущие станки: Учебник для машиностроительных вузов – М.: ТНТ, 2010. – 696 с.
2 Пуш В.Э., Беляев В.Г., Гаврюшин А.А., Какойло А.А. и др. Металлорежущие станки: Учебник для машиностроительных вузов/под. общ. ред. Пуш В. Э. – М.: Машиностроение, 1999. – 256 с.
3 Кучер И.М. Металлорежущие станки. Основы конструирования и расчета: Учебник для машиностроительных вузов. – Ленинград.: Машиностроение, 1977. –720 с.
4 Ачеркан Н.С., Гаврюшин А.А., Ермаков В.В. и др. Металлорежущие станки: Учебник для машиностроительных вузов/ под. общ. ред. Ачеркан Н.С. – М.: Машиностроение, 1965. – 1248 с.
Дополнительная:
5 Голофтеев С.А. Лабораторный практикум по курсу металлорежущие станки: Учебное пособие. – М.: Высшая школа. 1991. – 240 с.
6 Колев Н.С., Красниченко Л.В., Никулин Н.С. и др. Металлорежущие станки: Учебное пособие для втузов – 2-е изд., перераб. и доп. – М.: Машиностроение, 1980. – 500 с.
Содержание
ВВЕДЕНИЕ.............................. 3
1. КЛАССИФИКАЦИЯ СТАНКОВ.................. 6
1.1. Основные определения....................... 6
1.2. Классификация станков....................... 9
2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ СТАНКОВ.. 13
2.1. Эффективность........................... 13
2.2. Производительность........................ 14
2.3. Надежность............................. 16
2.4. Гибкость.............................. 19
2.5. Точность............................... 20
3. ФОРМООБРАЗОВАНИЕ НА СТАНКАХ.............. 23
3. 1. Движения формообразования.................. 23
3. 2. Методы образования производящих линий............ 24
3.3 Образование поверхностей..................... 26
3.4. Классификация движений в станках............... 28
3.5. Кинематическая группа....................... 29
3.6. Кинематическая структура станков................ 33
3.7. Кинематическая схема станков................... 35
3.8. Анализ кинематической схемы станка для
шлифования прямозубых цилиндрических колес........ 39
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 3789; Нарушение авторских прав?; Мы поможем в написании вашей работы!