КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методика расчета точности
|
|
|
|
Факторы, вызывающие погрешность
Расчет кондукторов на точность
Кондукторы отличаются от других приспособлений тем, сто имеют дополнительные погрешности, вызываемые центрированием инструмента и втулок. Наибольшее отклонение от заданных размеров дают кондукторы, имеющие сменные втулки, центрирующие и установочные элементы, различные подвижные соединения.
Точность сверления в кондукторах обусловлена следующими основными факторами: [9, 10]
· отклонением расстояний между центрами отверстий в кондукторной плите;
· величиной зазора в посадочном отверстии сменной рабочей втулки;
· величиной зазора в направляющем отверстии рабочей втулки под сверло;
· величиной зазора между направляющим пояском (центрирующим пальцем) кондукторной плиты и базовым отверстием заготовки;
· эксцентриситетом рабочей втулки;
· глубиной сверления;
· длиной направляющего отверстия рабочей втулки;
· расстоянием между нижним торцом втулки и заготовкой;
· величиной зазоров в подвижных соединениях (кондукторы поворотные, с откидной плитой, скальчатые и т.п.).
При обработке отверстий в кондукторах возникают погрешности расстояний осей отверстий, заданных в заготовке, от конструкторских баз и погрешности взаимного положения осей нескольких отверстий между собой. Число факторов, вызывающих эти погрешности, колеблется в широких пределах. [8]
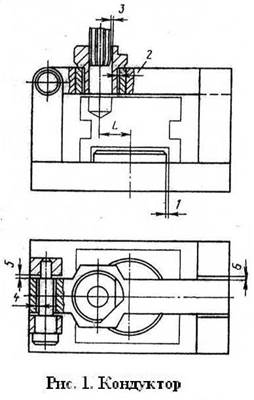
Наибольшие отклонения от заданных размеров дают кондукторы, имеющие сменные втулки, цилиндрические центрирующие и установочные элементы и различные подвижные соединения (рис. 1). При особо точных размерах по координате L зазоры 1, 2, 3, 4, 5 и 6 вызывают неизбежные погрешности.
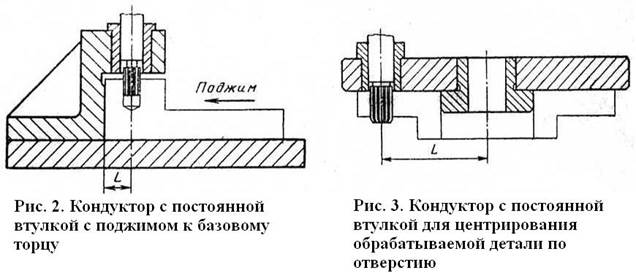
 Практически установлено, что координаты с отклонениями в пределах 0,015 мм следует выдерживать по кондукторам без сменных кондукторных втулок специальным инструментом, имеющим гладкие направляющие. Решение этой задачи облегчается, если координата задана не от цилиндрической поверхности, а от базового торца, к которому обрабатываемая деталь поджимается (рис. 2).
Практически установлено, что координаты с отклонениями в пределах 0,015 мм следует выдерживать по кондукторам без сменных кондукторных втулок специальным инструментом, имеющим гладкие направляющие. Решение этой задачи облегчается, если координата задана не от цилиндрической поверхности, а от базового торца, к которому обрабатываемая деталь поджимается (рис. 2).
Координаты с отклонениями в пределах 0,030 мм можно выдерживать в кондукторе, имеющем в качестве центрирующего элемента цилиндрическую поверхность, но и в этом случае сменные кондукторные втулки не рекомендуется применять (рис 3).
Координаты с отклонениями в пределах 0,050 мм можно выдерживать в кондукторах с цилиндрическим центрирующим элементом, а также применяя сменные втулки. Подвижное соединение деталей кондуктора не допускается. Размеры с отклонениями в пределах 0,075 мм и более могут быть получены с помощью кондукторов.
Во всех случаях расстояние от торца кондукторной втулки до обрабатываемой поверхности и длина направляющей части втулки должны быть выдержаны. Как показано на рис. 4; отношение длин к диаметрам должно быть установлено к началу работы инструмента.
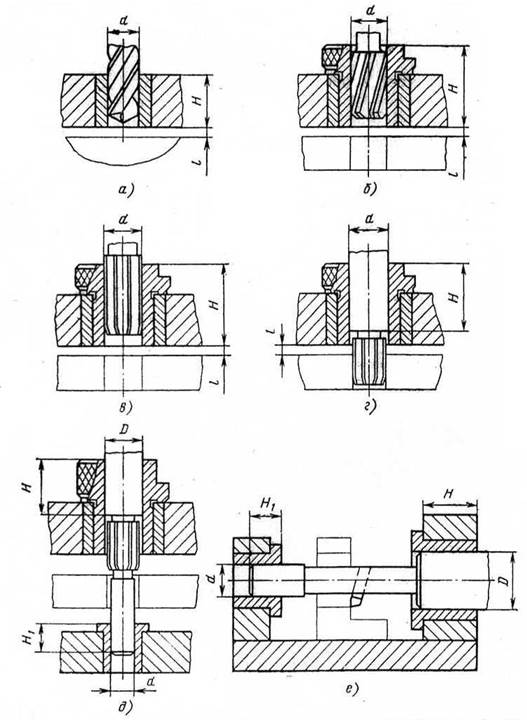
Рис. 4. Схемы расположения кондукторных втулок относительно обрабатываемой поверхности и длина направляющей части втулок:
а – при сверлении  ; б – при зенковании
; б – при зенковании  ; в – при развертывании (направляется режущей частью,
; в – при развертывании (направляется режущей частью,  ); г - при развертывании (направляется гладкой частью,
); г - при развертывании (направляется гладкой частью,  ); д - при развертывании (направляется двумя гладкими частями,
); д - при развертывании (направляется двумя гладкими частями,  ); е - при растачивании (направляется двумя гладкими частями,
); е - при растачивании (направляется двумя гладкими частями,  ).
).
В данном учебном пособии приводятся методика и формулы для проверочного расчета точности спроектированного кондуктора.
Рекомендуется следующий порядок расчета [5].
При проектировании на чертеже общего вида кондуктора необходимо указать размеры с отклонениями, посадки и технические требования, определяющие взаимное расположение элементов кондуктора. Допуски на соответствующие размеры деталей кондуктора намечаются приближенно в соответствии с принятыми рекомендациями (см таб. 1, 2) и уточняются по результатам расчетов. Необходимо максимально использовать стандартные детали и узлы.
Принимаемые отклонения размеров должны обеспечить выполнение условия:
 ,
,
где  и
и  - соответственно погрешность и допустимые отклонения (допуск) исследуемого размера.
- соответственно погрешность и допустимые отклонения (допуск) исследуемого размера.
Чтобы убедится в этом надо выполнить расчеты величины погрешности , которая может возникнуть при обработке и сравнить результат расчета с отклонением (допуском) на исследуемый размер заготовки. Если условие  , не подтверждается, то следует попытаться уменьшить допуск на соответствующие размеры кондуктора и повторить расчет. В первую очередь следует уменьшить допуски на те размеры, которые имеют доминирующие значения. Например, значительное влияние на координаты расположения просверленных отверстий оказывают увод сверла. Увод сверла в большой степени зависит от зазора между сверлом и отверстием в кондукторной втулке, по этому, если это возможно, то этот зазор следует уменьшить за счет использования сверл и втулок повышенной точности, использовать удлиненные втулки и др.
, не подтверждается, то следует попытаться уменьшить допуск на соответствующие размеры кондуктора и повторить расчет. В первую очередь следует уменьшить допуски на те размеры, которые имеют доминирующие значения. Например, значительное влияние на координаты расположения просверленных отверстий оказывают увод сверла. Увод сверла в большой степени зависит от зазора между сверлом и отверстием в кондукторной втулке, по этому, если это возможно, то этот зазор следует уменьшить за счет использования сверл и втулок повышенной точности, использовать удлиненные втулки и др.
Может оказаться, что и повторный расчет не приведет к желаемым результатам; тогда надо пересмотреть конструкцию кондуктора, а может быть поставить вопрос об изменении базы или допуска на выдерживаемый размер, если он занижен.
Условие надо стремится выполнять при минимальной разнице и . Если «, то это тоже плохо, так как приспособление будет иметь неоправданно высокую точность, следовательно, затраты на его изготовление окажутся высокими.
|
|
|
|
|
Дата добавления: 2014-11-07; Просмотров: 2458; Нарушение авторских прав?; Мы поможем в написании вашей работы!