КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Похибки основних елементів різьби і загальні принципи забезпечення взаємозамінності циліндричних різьб
|
|
|
|
Основною умовою взаємозамінності різьбових деталей є можливість з'єднання по всій довжині згвинчування будь-якого гвинта, який має різьбу певного номінального діаметра з певним кроком, з будь-якою гайкою, що має різьбу такого самого діаметра і такий же крок.
Для забезпечення взаємозамінності різьбових деталей обмежують граничні контури різьбових деталей по всій їхній довжині.
Для метричних кріпильних різьб по внутрішньому і зовнішньому діаметрах різьби передбачається гарантований зазор. Тому ці елементи для згвинчування не є відповідальними і точність виконання їх досить низька.
Найбільший вплив на згвинчування і взаємозамінність різьбових деталей мають похибки виготовлення середнього діаметра, кроку різьби і половини кута профілю.
Причинами появи похибок середнього діаметра є звичайно ті ж самі фактори, які викликають похибки при виготовленні гладких циліндричних деталей.
Похибка кроку різьби (выдхилення) складається з прогресивних погрішностей кроку, пропорційних числу витків різьби на довжині згвинчування l, періодичних, що змінюються по періодичному законі, і місцевих, що не залежать від числа витків різьблення на довжині згвинчування. Співвідношення цих складових відхилень кроку залежить від технології виготовлення різьби, точності устаткування і нарізного інструмента й інших факторів. Звичайно прогресивні погрішності кроку перевищують місцеві. Вони виникають унаслідок кінематичної погрішності верстата і неточності кроку його ходового гвинта, зносу по всій довжині різьби цього гвинта, температурних і силових деформацій гвинта верстата й оброблюваних деталей, і т.д. Місцеві погрішності кроку є наслідком місцевого зносу різьби ходових гвинтів, погрішностей кроку багато профільних нарізних інструментів, неоднорідності матеріалу заготовок й інших причин.
Похибка кроку різьби гвинта або гайки визначається різницею між дійсним і номінальним значеннями кроку. На довжині згвинчування Lця похибка збільшується і є накопиченою  , яка дорівнює похибці кроку, помноженій на число витків різьби на довжині згвинчування:
, яка дорівнює похибці кроку, помноженій на число витків різьби на довжині згвинчування:
де РД - дійсний крок різьби; РН - номінальний крок різьби.
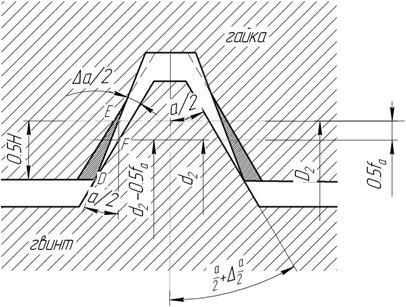
Якщо умовно накласти профіль різьби гвинта, у якого є похибка кроку, на профіль різьби гайки, яка не має похибок кроку, то побачимо (рис. 41), що заштриховані частини профілю різьби гвинта не дадуть можливості з'єднати такі деталі. З трикутника ВСД можна визначити половину діаметральної компенсації і саму діаметральну компенсацію похибки кроку різьби. Величина необхідної зміни середнього діаметра (зменшення d2 у болта чи збільшення D2 у гайки), необхідна для компенсації погрішностей кроку ΔР, називається діаметральною компенсацією погрішностей кроку різьби  (рис.41):
(рис.41):
– для різьб з несиметричним профілем (b¹g¹a/2),  , мкм
, мкм
– для різьб із симетричним профілем (b + g = a),  , мкм
, мкм
Тут ΔРп – абсолютне значення найбільшого відхилення (накопиченої чи місцевої погрішності) кроку, мкм, що може бути як позитивним, так і негативним.
При аналізі погрішностей кута профілю різьб звичайно вимірюють не кут a, а половину кута профілю a/2, що для метричної різьби дорівнює 30°. Вимірюючи a/2, можна установити не тільки величину a, але і перекіс різьби.
Похибка(відхилення) половини кута профілю різьби гвинта або гайки (рис.42) Δa/2 визначається різницею між дійсним і номінальним значеннями половини кута профілю  .
.
Якщо при виготовленні метричної різьби одержано несиметричний профіль, тобто похибки половини кута профілю правої і лівої сторін профілю різьби різні, то визначають їхнє середнє арифметичне значення, яке приймають за похибку половини кута профілю 
Ця погрішність може бути викликана погрішністю повного кута профілю (при рівності половин кута), перекосом профілю щодо осі деталі (тоді бісектриса кута симетричного профілю не перпендикулярного осі різьби) і сполученням обох факторів. Погрішність половини кута профілю може бути викликана погрішностями профілю нарізного інструменту і неточністю установки його, перекосом осі деталі і т.п.
 Припустимо, що гайка має теоретично правильні профіль і крок різьби, тобто виготовлена без похибок, а гвинт - тільки правильний крок, а кут профілю більший за теоретичний, тобто має похибку
Припустимо, що гайка має теоретично правильні профіль і крок різьби, тобто виготовлена без похибок, а гвинт - тільки правильний крок, а кут профілю більший за теоретичний, тобто має похибку
половини куга профілю  (рис.42).
(рис.42).
Рис. 42. Залежність між похибкою половини кута профілю і діаметральною компенсацією середнього діаметра різьби гвинта  .
.
Хоча середні діаметри цих деталей рівні між собою, гайку і гвинт згвинтити неможливо, бо заважатиме метал заштрихованої на рисунку частини профілю витків різьби гайки (положення 1 і 3 витків гайки і гвинта на рис. 9.5). Щоб забезпечити згвинчування різьбових деталей, що мають погрішність Δa/2, як і деталей, що мають погрішність кроку, можливо тільки при наявності необхідного зазору по середніх діаметрах їхньої різьби, тобто діаметральної компенсації fa цієї погрішності, що може бути отримана в результаті зменшення середнього діаметра різьби болта чи збільшення середнього діаметра різьби гайки.
Величина необхідної зміни середнього діаметра (зменшення d2 у болта чи збільшення D2 у гайки), необхідна для компенсації погрішностей половини кута профілю Δa/2, називається діаметральною компенсацією погрішностей половини кута профілю різьби  . (виток різьби гвинта займе при цьому положення 2 на рис.42). її визначають з трикутника DEFза теоремою синусів і для метричної кріпильної різьби (за ГОСТ 16093-81) одержують формулу:
. (виток різьби гвинта займе при цьому положення 2 на рис.42). її визначають з трикутника DEFза теоремою синусів і для метричної кріпильної різьби (за ГОСТ 16093-81) одержують формулу:
Симетричний профіль  або
або 
Несиметричний профіль 
Р — номінальний крок різьби, мм;
Згвинчуваність можна вважати забезпеченою, якщо різниці діаметрів різьб болта і гайки не менше сум діаметральних компенсацій кроку і половини кута профілю обох деталей. Для спрощення контролю різьб і розрахунку допусків уведене поняття приведеного середнього діаметра різьби, що враховує вплив на згвинчуванність величин d2 (D2), f і fa. Значення середнього діаметра, збільшене для зовнішньої різьби чи зменшене для внутрішньої різьби на сумарну діаметральну компенсацію відхилень кроку і половини кута профілю, називається приведеним середнім діаметром різьби.
Для зовнішньої різьби приведений середній діаметр
де d2д – обмірюваний середній діаметр болта.
Для внутрішньої різьби

де D2д – обмірюваний середній діаметр гайки.
При наявності похибок середнього діаметра зменшуються робоча висота профілю Н1площа прилягання витків гвинта і гайки і водночас - міцність різьбового з'єднання.
Завдяки можливості компенсації похибок кроку різьби і половини кута профілю за рахунок середнього діаметра відхилення цих параметрів, що допускаються, роздільно не нормують (за винятком різьб з натягом, різьб калібрів і інструменту), а встановлюють тільки допуск на середній діаметр болта Td2 і середній діаметр гайки TD2, що включає допуск на власне середній діаметр Т΄d2 (Т΄D2) і діаметральні компенсації погрішностей кроку і кута профілю:
де ,
,  - похибки середнього діаметра різьби гвинта чи гайки.
- похибки середнього діаметра різьби гвинта чи гайки.
Для виготовлених різьбових деталей, що мають відомі нам значення похибок середнього діаметра, кроку і половини кута профілю можна визначити значення зведених середніх діаметрів різьб, які дозволяють вирішити питання: чи може бути згвинченою певна гайка з даним гвинтом.
При роздільній перевірці кроку, половини кута профілю і середнього діаметра приведений середній діаметр повинен бути не більше номінального діаметру болта і не менший номінального діаметру гайки. Обмірюваний середній діаметр повинен бути для болта:
 для гайки:
для гайки: 
При контролі різьбових виробів граничними калібрами немає необхідності в по елементній перевірці, тому що ці елементи (Т΄d2, Т΄D2, f і fa) побічно контролюються прохідними і непрохідними калібрами.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 990; Нарушение авторских прав?; Мы поможем в написании вашей работы!