КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Допуски метричних різьб при посадках з зазором
|
|
|
|
Поля допусків і посадки метричних різьб
Можливість контакту по вершинах і западинам різьб виключається відповідним розташуванням полів допусків по d (D) і d1 (D1). Отже, основним параметром, що визначає точність різьбових деталей є допуск на середній діаметр. Для різьбових деталей однакової точності можуть бути обрані поля допусків для гвинтів і гайок, які визначають характер з'єднання і посадку для цих деталей.
Для різьб застосовують три типи посадок: посадки із зазором, посадки з натягом і перехідні посадки.
Посадку, визначають не тільки дійсні значення середніх діаметрів, але і відхилення кроку і половини кута профілю різьб деталей, що з'єднуються. Тому характер посадки нарізного сполучення залежить від зазору (натягу), що чисельно являють собою різницю дійсних значень приведених середніх діаметрів різьб болта і гайки.
Основні принципи системи допусків і посадок метричних різьб наступні:
1) Різьбові зєднання забезпечуються посадками лише по боковим поверхням профілю, а по поверхням виступів та западин забезпечується гарантований зазор.
2) Допуски задаються на середні діаметри і діаметри виступів болта і гайки. Не задаються допуски на діаметри западин.
3) Допуски відкладаються усередину матеріалу болта і гайки.
4) Допуски відкладаються в напрямку перпендикулярному осі різьби. При цьому й основне і не основне відхилення середнього діаметра різьби (d2 і D2) відраховуються від точки перетинання бічної поверхні профілю із середнім діаметром, а верхню і нижню границі поля допуску зображують паралельно бічної поверхні профілю різьби.
Різьбові зєднання переважно виконуються з зазором, для виключення самовідкручування при динамічних навантаженнях застосовують перехідні посадки з переважаючим натягом.
Державні стандарти на всі кріпильні різьби були приведені у відповідність з міжнародними стандартами ІСО. На допуски метричних різьб із зазорами з діаметрами 0,25-0,9 мм діє ГОСТ 9000-81. На допуски метричних різьб із зазорами з діаметрами 1-600 мм розповсюджується дія ГОСТ 16093-81 (СТ СЭВ 640–77).
Стандартом встановлено основні відхилення (верхні для болтів (es) і нижні для гайок (ЕІ)), що позначаються буквами (рис.43):
| Для діаметрів зовнішніх різьб d1, d2, d (гвинтів)…………………………... | h, g, f, e, d |
| Для діаметрів внутрішніх різьб D1, D2, D (гайок)…………………………… | H,G,E,F |
Основні відхилення E і F установлені тільки для спеціального застосування при значних товщинах шару захисного покриття.
Точність виготовлення, значення допусків на діаметри d2, d, D2, D1, а також неосновних відхилень визначає ступінь точності різьбової деталі, але на відміну від гладких деталей у таблицях стандарту для різьбових деталей наведені значення не тільки основних, але і неосновних відхилень.
Згідно з ГОСТ 16093-81 для різних діаметрів передбачені різні ступені точності (табл.2).
Таблиця 2
Ступені точності різьбових деталей
| Діаметри деталі | Ступені точності | |
| Гвинти | Зовнішній d | 4, 6, 8 |
| Середній d2 | 3,4,5,6,7,8,9 | |
| Внутрішній D1 | 4,5,6,7,8 | |
| Середній D2 | 4,5,6,7,8,9* |
*Тільки для різьб на деталях із пластмас
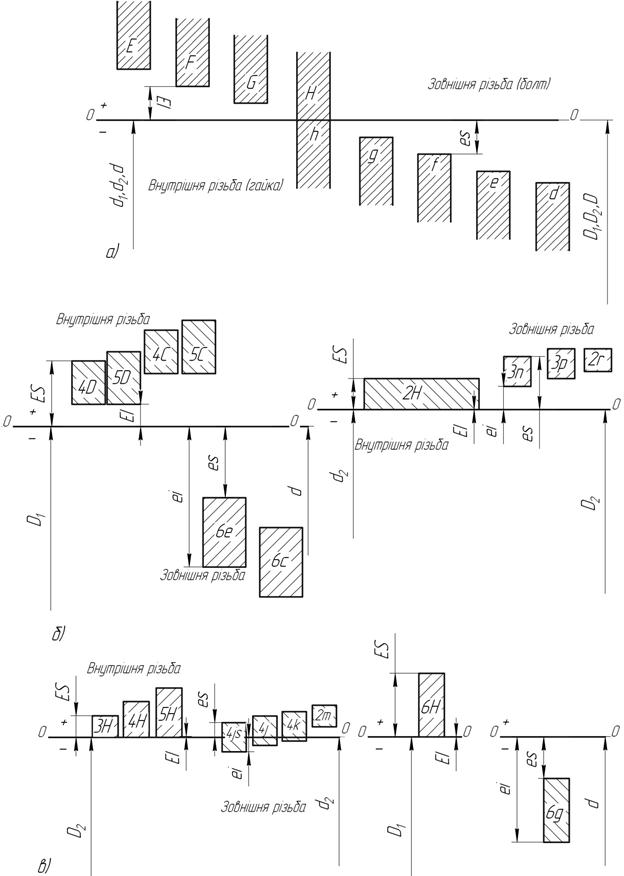 |
Рис. 43 Поля допусків метричних різьб:
а - із зазором за ГОСТ 16093-81; б - з натягом за ГОСТ 4608-81; в - перехідних за ГОСТ 24834-81
Таким чином, для утворення поля допуску треба обрати основне відхилення і певний ступінь точності (квалітет), який позначають перед основним відхиленням, наприклад, 6Н або 4g, 8g ін. Поле допуску нарізного сполучення утворюють сполученням на першому місці полів допусків середніх діаметрів болта і гайки, а на другому місці – полів допусків діаметрів виступів (у гайки – D1, у болта – d).
Наприклад: для гайки М20х0,5-6Н 7G де D=20 - номінальний діаметр ; Р = 0,5 шаг різьби; ТD2 = 6Н допуск на середній діаметр; ТD1 = 7G - допуск на діаметр виступів.
для гвинта М20х0,5-6e 7h де d=20 - номінальний діаметр ; Р = 0,5 шаг різьби; Тd2 = 6e допуск на середній діаметр; Тd = 7h - допуск на діаметр виступів.
для зэднання  – d2=D2=24 мм, P=1.5 мм, TD2 – 4H, TD1 – 5G, Td2 – 6f, Td – 6h.
– d2=D2=24 мм, P=1.5 мм, TD2 – 4H, TD1 – 5G, Td2 – 6f, Td – 6h.
Якщо допуски на гайку та гвинт одинакові то можна записати так
 |
 – d2=D2=50 мм, P=2 мм, TD2 – 6H, TD1 –6H, Td2 – 6e, Td – 6e.
– d2=D2=50 мм, P=2 мм, TD2 – 6H, TD1 –6H, Td2 – 6e, Td – 6e.
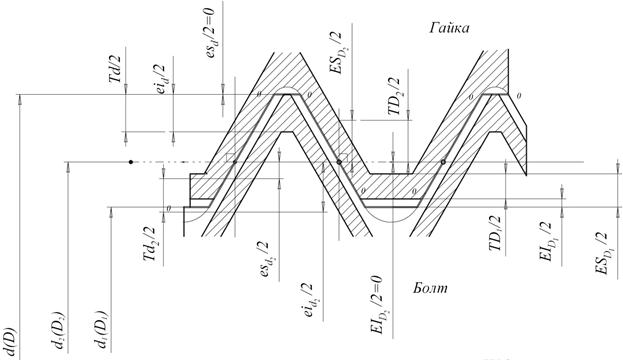
Рис. 44 Схема розташування полів допусків метричної різьб и гвинта та гайки при посадці 
При цьому треба підкреслити, що поля допусків для різних діаметрів різьбових деталей можугь бути обрані не однакові.
Не задаються допуски на діаметри западин: TD і Td1.
Поля допусків гвинтів і гайок умовно згруповані в стандарті в три групи класів точності: точний, середній і грубий (табл.3), які потрібні для орієнтації конструкторів при виборі цих полів. Точний клас рекомендовано для відповідальних статично навантажених нарізних сполучень, а також коли необхідно деякі коливання характеру посадки; середній клас – для різьб загального застосування; грубий клас – для різьб, нарізаних на гарячепрокатних заготовках, у довгих глухих отворах і т.п. У (табл.3) обведені рамкою поля допусків рекомендовані для переважного застосування.
Розрізняють три групи довжин згвинчування різьбових деталей: S- малі, N - нормальні і L великі. До нормальних довжин згвинчування відносяться довжини  (2,24-6,1)Р-сС'2, де Р і d - крок і зовнішній діаметр різьби в міліметрах. При тому самому класі точності допуск середнього діаметра при довжині згвинчування L рекомендується збільшувати, а при довжині S зменшувати на один ступінь точності в порівнянні з допусками, установленими для нормальної довжини згвинчування N.
(2,24-6,1)Р-сС'2, де Р і d - крок і зовнішній діаметр різьби в міліметрах. При тому самому класі точності допуск середнього діаметра при довжині згвинчування L рекомендується збільшувати, а при довжині S зменшувати на один ступінь точності в порівнянні з допусками, установленими для нормальної довжини згвинчування N.
Якщо довжина згвинчування відноситься до групи L чи S (але менше, ніж уся довжина різьби), це обумовлюють у позначеннях різьб чи в технічних вимогах.
Таблиця 3
Рекомендовані поля допусків різьбових деталей
| Деталь | Клас точності | Поле допуску при довжені згвинчування | |||||||||
| S | N | L | |||||||||
| Болт | Точний | - | 4g | 5h | (5h, 6h) | ||||||
| Середній | 5g, 6g | (5h, 6h) | 6d | e6 | 6f | 6g | 6h | (7e, 6e) | (7g, 6g) | (7h, 6h) | |
| Грубий | 8g | (8h) | |||||||||
| Гайка | Точний | 4H | 4H,5H | 6H | |||||||
| Середній | (5G) | 5H | 6G | 6H | 7G | 7H | |||||
| Грубий | 7G | 7H | 8G | 8H |
Застосування різьб із зазорами. Перевага надається полям 6 Н і 6g, які забезпечують посадку 6Н/6g із невеликим зазором.
Більші зазори застосовують для конвеєрного збирання різьбових деталей, коли необхідно забезпечити швидке їхнє з'єднання при наявності корозії, забруднень і навіть невеликих пошкоджень чи задирок поверхні різьби, а також для різьбових деталей, що працюють при високих температурах (більших за 100°С). Для різьбових деталей, на які наносять антикорозійні покриття (хромування, цинкування і т. ін.), застосовують найбільші зазори, які після нанесення покриття дещо зменшуються. Як правило, у машинобудуванні застосовують поля допусків у середньому класі точності.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 2840; Нарушение авторских прав?; Мы поможем в написании вашей работы!