КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет режимов газовой сварки
|
|
|
|
Качественный сварной шов обеспечивается правильным подбором тепловой мощности сварочного пламени, видом пламени, способом сварки, углом наклона горелки, применением соответствующего при- садочного материала и флюса.
Тепловая мощность сварочного пламени оценивается по расходу ацетилена (л/ч) и определяется по формуле
q =A ⋅ S,
где А – коэффициент тепловой мощности (для малоуглеродистой стали
А = 100…130 л/ч⋅мм);
S– толщина свариваемого металла, мм.
По мощности пламени определяют номер наконечника горелки.
При использовании газовой сварки для изготовления металлических изделий предпочтительным типом соединения является стыковое. Соединение внахлест и тавровое соединения, вследствие возникновения в изделии значительных собственных напряжений, нежелательны, а при сварке изделий большой толщины недопустимы.
Сварка сталей толщиной до 2 мм осуществляется без скоса кромок и без зазора между листами или с отбортовкой кромок без присадочного металла. При толщине листа 2…5 мм соединение встык выполняют без скоса кромок, но с соответствующим зазором. Сталь толщиной более 5 мм сваривают только встык с применением одностороннего или двухстороннего скоса кромок.
При толщине металла более 5 мм применяют правый способ сварки, при
котором горелка движется впереди сварочной проволоки слева направо (рисунок 4 а). Пламя направлено на наплавленный металл, что способствует более качественному формированию шва, увеличивает производительность, уменьшает расход ацетилена, но при малых толщинах может привести к прожогу металла.
При толщине металла до 5 мм применяют левый способ сварки
(рисунок 4 б), при котором горелка движется справа налево. Присадочный пруток находится слева от горелки и передвигается впереди пламени, направленного от наплавленного металла в сторону основного металла, на нагрев которого расходуется значительная часть тепла, в результате чего наплавленный металл быстро охлаждается.
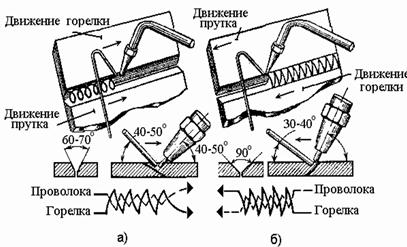
а – правый; б – левый
Рисунок 4 - Способы газовой сварки
Угол наклона горелки к свариваемой поверхности зависит от толщины
металла. При её увеличении нужна большая концентрация тепла и соответственно большой угол наклона горелки (рисунок 5).
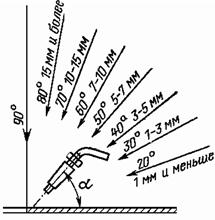
Рисунок 5 - Изменение угла наклона горелки в зависимости от толщины свариваемого металла
Диаметр присадочной проволоки d (мм) определяют в зависимости от выбранного способа сварки и толщины свариваемого металла S (мм) по следующим формулам:
d = S / 2 + 1 – при левом способе;
d = S / 2 – при правом способе.
После расчета выбирается ближайшее значение, из следующего ряда
стандартных диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0;
5,0; 6,0; 8,0; 10 и 12. При сварке изделия толщиной более 15 мм диаметр проволоки принимают не более 6…8 мм.
В качестве присадочного материала следует применять проволоку
или прутки, близкие по химическому составу к металлу свариваемых изделий. Для сварки чугуна применяют специальные литые чугунные стержни; для наплавки износостойких покрытий – литые стержни из твердых сплавов. Для сварки цветных металлов и некоторых специальных сплавов используют флюсы, которые могут быть в виде порошков и паст; для сварки меди и её сплавов – кислые флюсы (буру, буру с борной кислотой); для сварки алюминиевых сплавов – бескислородные флюсы на основе фтористых, хлористых солей лития, калия, натрия и кальция.
Роль флюса состоит в растворении оксидов и образовании шлаков, легко всплывающих на поверхность сварочной ванны, а также предохранении расплавленного металла от дальнейшего окисления в процессе сварки, покрывая его тонкой пленкой. Во флюсы можно вводить элементы, раскисляющие и легирующие наплавленный металл.
Скорость сварки V (м/ч) определяется глубинной проплавления и зависит от свойств металла:
V = C / S,
где С – коэффициент скорости сварки, м ⋅ мм/ч (для углеродистых ста-
лей С = 12…15);
S– толщина металла, мм.
Время сварки t (ч): t = L / V,
где L – длина шва, м.
Полный расход горючего газа Q (л):
Q= q⋅ t,
где q– тепловая мощность сварочного пламени, л/ч.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 6170; Нарушение авторских прав?; Мы поможем в написании вашей работы!