КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ливарні властивості сплавів
|
|
|
|
1. Температура ліквідусу
2. Рідкоплинність
3. Кристалізація
4. Усадка
1. Температура ліквідусу обумовлює інтенсивність ерозії форм. Чим вище температура ліквідусу, тим гірше ливарний сплав.
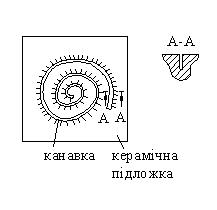
2. Рідкоплинність - здатність матеріалу заповнювати ливарні форми по капілярах і тонких щілинах.
Чим вище рідкоплинність, тим вище складність деталі, яку можна відлити.
Рідкоплинність визначається експериментально методом спіральної канавки. Сплав об'ємом 1  нагрівають на 30-50° вище ліквідусу і заливають у канавку – скільки протече така і рідкоплинність.
нагрівають на 30-50° вище ліквідусу і заливають у канавку – скільки протече така і рідкоплинність.
3. Кристалізація
При литті необхідно застосовувати такі матеріали (та умови кристалізації або їх поєднання) для яких розмір кристалів був би мінімальним.

V - швидкість збільшення розмірів кристалів;
N - число зародків, що утворилися;
 - ступінь переохолодження.
- ступінь переохолодження.
Ціль: домогтися дрібнозернистої структури.
Лиття:
1. у землю;
2. у кокіль;
3. в оболонки;
4. по виплавлюваних моделях;
5. під тиском.
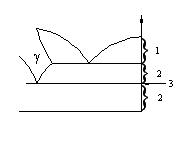
Структура (в залежності від способу лиття):
1 – (форма пориста)  - велике зерно;
- велике зерно;
2 –  - дрібне зерно;
- дрібне зерно;
3 – - велике зерно;
4 – - велике зерно;
5 – (металева форма) - дрібне зерно.
Висновки:
Особливістю лиття 1, 3, 4 є газопроникність форм, при цьому гази йдуть через стінку форми, виливок виходить не пористий
Металева форма газонепроникна, тому при заповненні сплавом такої форми газам нікуди подітися, як результат виливок виходить з раковинами і порами.
Газову пористість і усадку розглядають як брак лиття, тому в металевих формах формують тонкі отвори для виходу газів.
Процеси кристалізації вимагають виконання принципу тонкостінності, через який не можна збільшувати товщину стінок виливків, тому що кожен метал має кінцеву теплопровідність.
Приклад:

Якщо взяти чавунний виливок товщиною 1 см, і він руйнується при зусиллі  , то стінка товщиною 10 см буде руйнуватися при зусиллі 4.
, то стінка товщиною 10 см буде руйнуватися при зусиллі 4.

де  - межа міцності;
- межа міцності;
 -площа поперечного перерізу.
-площа поперечного перерізу.


Виливок не слід обробляти різанням:
1. так як різання знімає найякісніший шар;
2. так як різання збільшує трудомісткість та знижує технологічність;
3. так як різання підвищує матеріалоємність (матеріал переходить у стружку).
Для зменшення зерна при литті 1, 3, 4 (з метою підвищення механічних властивостей) варто застосовувати модифікування:
- введення штучних центрів кристалізації;
- введення поверхнево-активних речовин.
Ціль модифікування - створити дрібнодисперсну структуру.
У позначенні ливарних сплавів модифікування відображається наявністю літери «Л» наприкінці позначення сплаву.
При литті 2, 4 можна застосовувати не модифіковані сплави.
4. Усадка
Об'ємна усадка ливарного матеріалу виявляється в зменшенні об'єму виливка в порівнянні з об'ємом форми.
Кількісно об'ємна усадка виражається через лінійну усадку і показником служить коефіцієнт усадки.
де  - коефіцієнт усадки;
- коефіцієнт усадки;
 - будь-який лінійний розмір деталі та відповідний йому розмір форми при нормальних умовах.
- будь-який лінійний розмір деталі та відповідний йому розмір форми при нормальних умовах.
Усадка – ливарна властивість матеріалу. Знання коефіцієнта усадки дозволяє по заданому розміру деталі розрахувати розмір форми. Усадка небажана.
У металевих формах усадка шкідлива тому що форма опирається (перешкоджає) усадці, що призводить до утворення тріщин та концентраторів напруг у виливках через те, що металева форма не деформується.
В усадочних процесах виділяють:
1. первинна усадка – має місце тому, що кристалічна структура компактніше, ніж у рідини;
2. при охолодженні виливка діє коефіцієнт лінійного розширення, в результаті чого зменшується об'єм;
3. вторинна усадка – має місце при вторинній кристалізації при перетинанні ліній граничної розчинності.
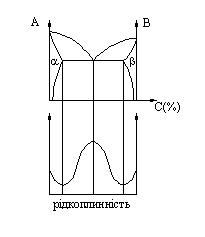
Приклад: ливарний чавун (частина діаграми залізо-вуглець)
Сумарний коефіцієнт усадки має невеликі значення, чавун є гарним ливарним матеріалом.
Коли усадка мінімальна, цілком відтворюється формотворна поверхня форми.
Найбільш поганий матеріал з погляду усадки – керамічні сплави, що зв'язано з вигорянням зв'язки.
Лекція №8
Усадка:
1.чавун – менше 1%;
2.сталі – до 2%;
3.бронза (Cu+Sn) – біля 1%;
4.сплави Al – 2-3%;
5.кераміка – до 20% (тому що потрібна термообробка).
___________________________________________________________________________
Теоретична вставка:
Класифікація пластмас по критерію затвердівання:
1. Термопласти – затвердівання обумовлене охолодженням
2. Реактопласти – затвердівання обумовлене реакцією полімеризації. В залежності від каталізатора полімеризації реактопласти поділяють на:
2.1. Термореактивні полімери (полімеризація викликана температурою);
2.2. Хімреактивні полімери (полімеризація викликана хімреагентом);
2.3. Фотополімери (полімеризація викликана електромагнітним впливом світлового діапазоні та суміжного з ним);
2.4. Ультра звукові;
2.5. Радіаційні;
Та ін..
Класифікація методів формоутворення за критерієм затвердівання:
1.Методи формоутворення в яких затвердівання пов’язане з охолодженням об’єднуються загальною назвою «Лиття»
2.Методи в яких затвердівання не обумовлене охолодженням (при наявності тиску) об’єднуються під загальною назвою «Пресування».
Для пластмас виділяють два види пресування:
2.1. пряме;
2.2. литтєве.
Цей розподіл базується на поняттях завантажувальної та формоутворюючої порожнин. Якщо ці порожнини суміщені у просторі, то має місце пряме пресування. Якщо ж ці порожнини рознесені у просторі, та з’єднуються між собою спеціальними каналами, що називаються литниками, то має місце литтєве пресування.
___________________________________________________________________________
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 461; Нарушение авторских прав?; Мы поможем в написании вашей работы!