КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пресування (видавлювання)
|
|
|
|
Спеціальні види витягування.
Спеціальні види витяжки призначені для штучного збільшення h/d. Для цього знижують міцність периферійної частини відносно донної.
До спеціальних видів витяжки відносять:
1. Витягування з підігрівом. Підігрівають фланцеву частину заготівки, тобто між матрицею та притиском. Пуансон охолоджується проточною холодною водою. При цьому h/d до 1. Це єдиний метод витяжки магнієвих сплавів.
2. Витягування з охолодженням пуансона (рідким азотом). Обмеження: не можна використовувати сплави з порогом холодноламкості. Його немає в ГЦК структур (аустенітні сталі, латуні, мідь).
3. Витягування з стоншення. При цьому h/d до 1,5.
4. Витягування гумою (поліуретаном). Один з елементів (матриця або пуансон) із пружного деформовуваного матеріалу. Для нього створюють закритий об’єм, і він, обжимаючи заготівку, надає їй потрібну форму.

де
1 - деталь;
2 - гнучкий пуансон;
3 - матриця (роз'ємна).
5. Витягування вибухом.
6. Витягування імпульсним магнітним полем.
Пресування – процес формоутворення тонкостінних порожніх деталей шляхом витікання сплаву в зазор між матрицею та пуансоном.
Розрізняють:
- зворотне пресування;
- пряме пресування;
- комбіноване пресування.
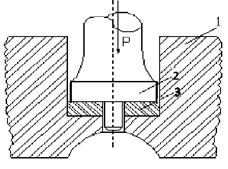
1. Зворотне пресування.
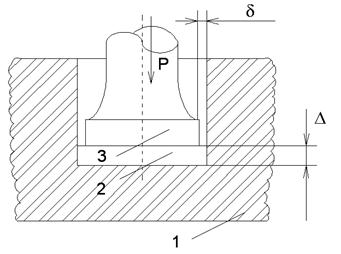
де
1 - матриця;
2 - заготівка;
3 - пуансон.

Зусилля Р вибирається таким чином, щоб забезпечити тиск від 1200 до 3000 МПа. Заготівка знаходиться в замкнутому об'ємі, тобто має місце схема всебічного стиску. При високому тиску (крім заліковування дислокацій) метал переходить у квазірідкий стан. Відбувається пластичне витікання сплаву заготівки в зазор між матрицею та пуансоном. При цьому одержують деталь виду:
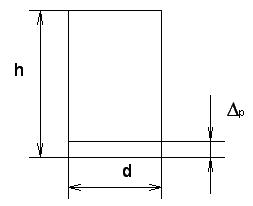
В отриманій деталі h/d становить десятки, тому це відношення не може бути критерієм технологічних можливостей методу. Ступінь деформації зручно оцінювати відносним зменшенням  :
:
 - показник ступеня пластичної деформації, може досягати 90%.
- показник ступеня пластичної деформації, може досягати 90%.
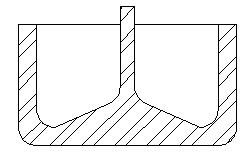
2. Пряме пресування.
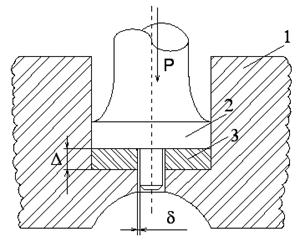
де
1 - матриця;
2 - пуансон;
3 - заготівка.
Назва визначається напрямком витікання матеріалу. При прямому пресуванні воно збігається з напрямком руху пуансона, при зворотному – протилежно.
Одержимо трубу з фланцем.
3.Комбіноване пресування.
де
1 - матриця;
2 - пуансон;
3 - заготівка.
Для одержання коробкоподібних деталей, пуансон та матриця має прямокутну форму.
Якщо потрібна коробка з перегородкою:
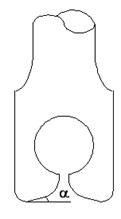
Змінюючи  змінюємо висоту перегородки.
змінюємо висоту перегородки.
Лекція №25
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 534; Нарушение авторских прав?; Мы поможем в написании вашей работы!