КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация и технология сборки и разборки рельсовых звеньев и стелочных переводов
|
|
|
|
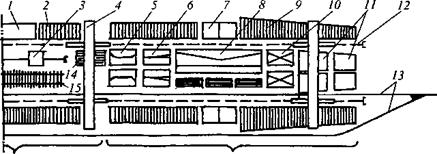
Механизированная сборка стрелочных переводов и блочная их транспортировка и укладка обеспечиваются благодаря специализации части производственной базы ПМС и оснащением ее двухсторонним трехниточным стендом (рисунок 4.6). Для этого участок сборки рельсошпальной решетки на базе делится на две секции: сборки звеньев и сборки стрелочных переводов.
Секция сборки Секция сборки переводов
звеньев
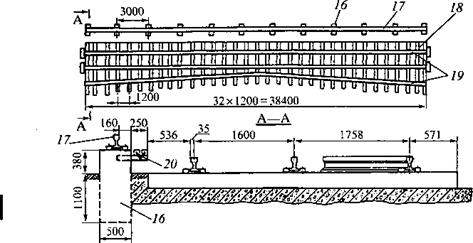
Рисунок 4.6 – Схема секций базы и стенд для сборки стрелочных переводов
Все погрузочные операции в пределах обеих секций выполняются общими козловыми кранами 4, перемещающимися по подкрановым путям 12 вдоль базовых путей 13. Под консолями кранов размещаются штабели шпал 2 и брусьев 9, а также бункеры скреплений для звеньев 1 и переводов 7. Внутри пролета складируются контррельсы 5, рамные рельсы 6, крестовины 10, рельсы 14, звенья рельсо-шпальной решетки 15 и блоки переводов 11. Звеносборочная линия 3 и стенд сборки переводов 8 располагаются в пределах соответствующих секций. Стенд для сборки переводов состоит из опор 16, направляющего рельса 17, на головку которого наносятся деления разметки ординат переводной кривой, опорных брусьев 18, рельсовых нитей 19 и шаблона разметки брусьев собираемого перевода по эпюре 20.
При сборке перевода на рельсовые нити стенда с помощью крана раскладываются сначала по эпюре брусья, а затем последовательно подкладки, башмаки, наружные рельсы прямого пути и другие элементы. Положение наружного рельса фиксируется шаблоном, один конец которого ограничивающими упорами надевается на головку направляющего рельса, а второй – на головку наружного рельса. Сборочные операции на стенде выполняются с использованием механизированного инструмента.
|
|
|
Системный охват всего состава и последовательности технологических операций и нормативных затрат труда и машинного времени на их выполнение в зависимости от выбранного варианта механизации обеспечивает обоснованную разработку графика производственного процесса.
Для варианта механизации сборки рельсовых звеньев с железобетонными шпалами и скреплениями типа КБ на пути шаблоне при помощи только козловых кранов и комплекта механизированного инструмента производственный процесс реализуется по графику, приведенному на рисунке 4.7.
|
| 1-я смена 2-я смена |
Рисунок 4.7 График сборки звеньев с железобетонными шпалами
В данном технологическом процессе кран подает к месту сборки шпалы и скрепления в емкостях (1), загруженных в пункте комплектации (2). Далее последовательно производятся операции: раздвижка шпал по эпюре (3); раскладка на шпалы прокладок, подкладок, клеммных и закладных сборок (4); Установка в гнезда шпал закладных болтов (5); раскладка краном рельсов (6); установка клеммных сборок и завинчивание всех гаек электрическими ключами (7). После обеденного перерыва в такой же последовательности собирают звенья второго яруса. В конце смены краны начинают уборку собранных звеньев на склад или на платформы укладочного поезда (8). Во вторую смену продолжается перегрузка звеньев на склад, шпал (9), рельсов и скреплений (10) на путь-шаблон.
На сборку 1 км звеньев затрачивается 95 чел. дней. Применение ЗЛХ-500 снижает затраты труда примерно в 2 раза.
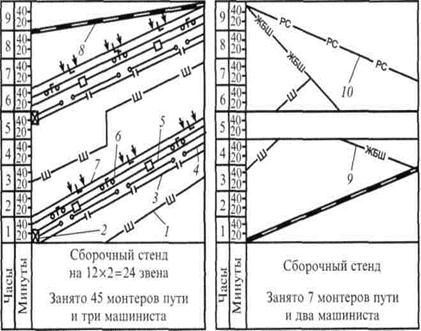
График сборки стрелочного перевода на стенде с использовании ем того же козлового крана, комплекта механизированного инструмента и бригады монтеров пути из 6 человек характеризуется рисунком 4.8.
При комплектовании группы работающих для i-й операции необходимо учитывать взаимосвязь численности группы Ζi, чел. с продолжительностью операции ti, ч:
|
|
|
Ζi = k Hi Vi / ti,
где: k = 1,08 – коэффициент, учитывающий время на отдых и переходы в рабочей зоне;
Hi - нормы затрат труда на i-ю операцию, чел. ч / измеритель;
Vi - объем работ поi-й операции в единицах измерителя.
Так, например, на операцию по завинчиванию гаек клеммных болтов с использованием электрогаечных ключей согласно Типовым технически обоснованным нормам времени на работы по ремонту верхнего строения пути при H = 0,303 чел.ч на 100 болтов и объеме работ V = 4416…4800 болтов (1840…2000 x 4 x 0,6) за смену t = 8,2 ч необходимо иметь группу работающих в составе 1,08 х 0,303 (44,16…48) / 8,2 = 1,77…1,92, или 2 чел. Здесь 1840 и 2000 – эпюра шпал, т.е. их количество в шт/км, и фронт работ 24 х 0,025 = 0,6 км.
Приложение приведенной зависимости ко всем технологическим операциям позволяет обосновать численный состав работающих для любого производственного процесса при различных вариантах механизации.

Рисунок 4.8 - График сборки стрелочного перевода с деревянными шпалами
|
|
|
|
|
Дата добавления: 2014-10-23; Просмотров: 3420; Нарушение авторских прав?; Мы поможем в написании вашей работы!