КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Требования к точности заготовок
|
|
|
|
Механическая резка проката и труб
Комплексная механизация и автоматизация заготовительных операций в условиях различной серийности
Для механической резки проката используют гильотинные, вибрационные, дисковые ножницы и пресс-ножницы, а также пилы.
Гильотинные ножницы выпускают в основном с параллельным движением ножевой балки. Выпускают также ножницы с наклонным, колебательным или качающимся движением ножевой балки и совмещенными технологическими операциями, т.е. на одних комбинированных ножницах можно выполнять резку листа, скос кромок под определенным углом и гибку кромок.
На гильотинных ножницах производят резку металла толщиной 2, 5, 10, 16, 20, редко - до 40 мм с длиной ножей, обеспечивающей резку металла шириной от 1500 до 4000 мм.
В зависимости от толщины металла в месте реза распространяется область наклепа величиной 4-6 мм. Для ответственных сварных конструкций область наклепа в заготовках после порезки удаляется строганием.
Гильотинные ножницы дают чистый рез, более производительны, а заготовки меньше деформируются, чем при резке на пресс-ножницах. На гильотинных ножницах имеется устройство для измерения длины хода балки с помощью регулировочного клапана. Задние упоры регулируют в зависимости от типоразмера ножниц на различную длину отрезки полос. Зазор резания устанавливают в зависимости от толщины листа путем вращения эксцентриковых цапф.
Величина допусков при гильотинной резке зависит от толщин разрезаемого металла и размера заготовки (табл. 2.1).
Для получения точной длины отрезаемых заготовок на гильотинных ножницах рационально применять устройство для поддержки поданного до заднего упора свисающего конца листа.
В этом устройстве (рис. 2.5) длина отрезаемого листа регулируется смещением ползунов 8 с последующей их фиксацией на колоннах 7, на которых закреплены штанги 9 и задний упор.
Таблица 2.1
Допуски на резку гильотинными ножницами
| Длина или ширина заготовок, мм. | Допуск при толщине заготовки, мм. | |||||
| 1-2 | 3-5 | 6-8 | 10-12 | 14-16 | 18-20 | |
| До 250 | 0,75 | 1,0 | 1,2 | 1,5 | 1,75 | 2,2 |
| 250-650 | 1,0 | 1.3 | 1,5 | 1,75 | 2,0 | 2,8 |
| 650-1000 | 1.3 | 1.5 | 1,75 | 2,0 | 2,5 | 3,0 |
| 1000-1500 | 1.5 | 1,75 | 2,0 | 2,2 | 3,0 | 3,2 |
| 1500-2500 | 2,0 | 2,2 | 2,5 | 2,8 | 3,2 | 3,5 |
| 2500-4000 | 2,5 | 2,8 | 3,0 | 3,5 | - | - |
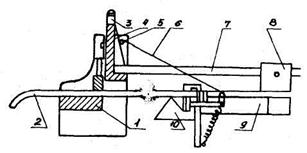
Рис. 2.5. Схема устройства для резки заготовок "до упора" на гильотинных ножницах
На упоре с шарнирным рычагом или на общем валу установлены треугольные планки 10, к рычагам которых крепятся тросы 6, перекинутые через закрепленную между стойками 5 станины штангу 4. Оператор продвигает лист 2 по столу 1, при этом свисающий конец листа опускается на левый скос планки 10 и, поднимаясь по нему, ложится на вершину планок, доходя до упора. При включении ножниц ножевая балка 3 опускается, упругий упор прижимает лист 2 к столу, и нож отрезает заготовку. Тросы поворачивают планку 10 против часовой стрелки, и заготовка свободно падает. При обратном ходе ножевой балки планка 10 возвращается в исходное положение пружинами. Погрешность размера заготовок при резке по упору составляет ± (1,5-2,5) мм.
Листы металла, подлежащие резке на гильотинных ножницах 4 (рис. 2.6), мостовым краном укладывают на стеллажи 9, 11, находящиеся в зоне действия манипуляторов.
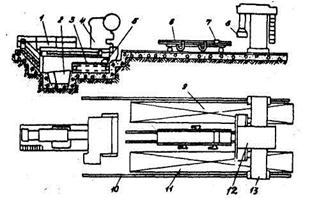
Рис. 2.6. Схема комплексной механизации гильотинных ножниц
Портальным манипулятором 13 листы укладывают на стол тележки-рольганга 6, которая по рельсовому пути 10 передвигается к гильотинным ножницам. На раме портала смонтированы рельсы для самоходной тележки 12, размещены токопривод и подвеска кабеля. На тележке 12 установлена траверса 8, а на тележке-рольганге 6 - механизм подачи 7 листа. Сталкиватель отходов имеет металлический настил 3.
Заготовки после порезки собираются на тележке 1 за ножницами, которая может выкатываться в зону действия мостового крана. Отходы собираются на настиле за ножницами, оттуда ссыпаются сталкивателем 5 в бункер 2.
Некоторые зарубежные фирмы выпускают гильотинные ножницы для резки и скоса кромок под сварку. На таких машинах стационарного и переносного типов применяются четыре различные легко заменяемые режущие кромки. Эти машины используются для подготовки кромок X, К и V-образной формы.
Для механизации вспомогательных работ при резке на гильотинных ножницах используют портальный манипулятор для переноски и укладки листов, тележка-накопитель, тележка для уборки готовых деталей и сталкиватель отходов. При резке на гильотинных ножницах (рис. 2.7, а) разрезаемый лист 2 помещают между нижним 1 и верхним 4 ножами до упора 5 и зажимают прижимом 3. Погрешность размера заготовок при резке по разметке составляет не более ± 3 мм.
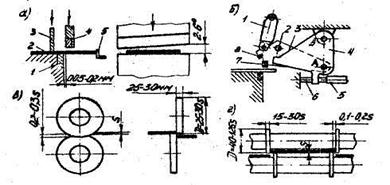
Рис. 2.7. Схема резки металла на ножницах различных типов
При резке на специальных ножницах (рис. 2.7, б) после включения гидроцилиндра 1 качающийся ножедержатель 3 поворачивается сначала вокруг оси А, производя прямой рез с помощью ножа 7. Когда упор 2 ножедержателя дойдет до выступа детали 4, они поворачиваются совместно вокруг оси Б, отводя прижим 5 от регулируемого упора 6. При этом нож 8 совершает рез на скос.
Дисковые ножницы (рис. 2.7, в) применяют для криволинейной и фигурной резки металла толщиной до 5 мм. Дисковые ножницы с подвижным верхним и неподвижным нижним дисковым ножом предназначены для прямолинейной и криволинейной резки листов. Скорость резки от 0,05 до 0,2 м/с при длине реза на одну настройку до 15 м. После резки детали подлежат правке. Возможна также вырезка заготовок двумя попарно расположенными дисковыми ножами (рис.2.7, г).
Вибрационные ножницы предназначены для резки деталей толщиной до 3 мм с криволинейными и фигурными очертаниями. Скорость резки этими ножницами 50-67 м/с. Они находят применение в индивидуальном производстве, когда изготавливать штампы нерационально. Ручные вибрационные ножницы применяют также в монтажных условиях для вырезки отверстий и деталей.
Пресс-ножницы, дисковые пилы используют для резки профильного проката по разметке или по упору. Имеются комбинированные ножницы для пробивки отверстий, резки прутков, Т-образного профиля, швеллера, двутавра, снятия фасок на уголках и Т-образных профилях, вырезки пазов.
Для механизации основных и вспомогательных работ при резке на пресс-ножницах и отрезных станках применяют механизированные поточные линии. Механизированная поточная полуавтоматическая линия мерной резки уголкового проката состоит из стеллажа-склиза, перегружателя-накопителя, приводного подающего рольганга, направляющего устройства для подачи уголка в окно пресс-ножниц, сбрасывателя и стеллажа накопителя обрези и отрезанных заготовок, механизма мерной резки и приводного приемного рольганга с конечным упором.
Резка труб осуществляется трубоотрезными станками 9Д157С, 9AI5I, 9152 и отрезными станками с вулканитовым кругом. В зависимости от модели эти станки рассчитаны на порезку труб диаметром от 10 до 426 мм. Для резки труб можно использовать также автоматы, универсально-револьверные станки, специальные отрезные станки и др. Для мерной резки труб на заготовки имеется полуавтоматическая линия, укомплектованная подающим рольгангом, стеллажом с дозатором, отводящим рольгангом, толкателем и механизированным упором.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 4324; Нарушение авторских прав?; Мы поможем в написании вашей работы!