КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Очистка, правка, раскрой и разметка металла
|
|
|
|
Металлопрокат перед подачей на заготовительный участок (отделение) подлежит правке, очистке и нанесению антикоррозионных покрытий. Качество вырезаемых заготовок, а также производительность разметчиков и резчиков во многом зависят от подготовки проката перед запуском его в производство.
Для очистки поверхностей стального листового и профильного проката находят применение дробеметные и дробеструйные камеры, автоматизированные линии для очистки от ржавчины и окалины, а также его грунтовки. В линию могут входить мощные листоправильные вальцы с приводными подающими и отводящими рольгангами, с механизированным стеллажом-накопителем, имеющим устройство по штучной выдачи листов, две эстакады, стеллажи для пакета листов и траверсы.
При подготовке металла перед запуском в производство используются вальцы для правки листов толщиной 4-32 мм. Правка осуществляется на 5, 7, 9, 11 и 13-валковых вальцах.
Для подачи листов во время правки около вальцов установлены приводные реверсивные рольганги.
Укладка листов на рольганг и снятие их с укладкой на складские площадки осуществляется двумя перегрузочными мостами с траверсами. Мосты перемещаются по рельсовым путям, расположенным на специальных эстакадах. Грузоподъемность моста - 4 т, скорость передвижения - 21 м/мин. Подъем листов осуществляется при помощи траверсы грузоподъемностью 4 т с магнитными захватами. Металл, подготовленный для правки, подается пакетом цеховым мостовым краном на стеллажи, с которых уже перегрузочные мосты подают листы на рольганги. Общая длина рольгангов у вальцев составляет 46,7 м. Рабочая скорость рольгангов равна скорости правки листа на вальцах и составляет 0,138 м/с, маршевая скорость рольганга 0,422 м/с.
|
|
|
Очистка металла от окалины, ржавчины, жировых и других загрязнений является весьма трудоемкой операцией. Находят применение такие способы очистки проката: гидропескоструйный, дробеметный, дробеструйный, проволочными стальными щетками (пневматическими и ручными), абразивными кругами, иглофрезой, химическим путем и т.д. Химическая очистка может осуществляться ванным и струйным методами. При химической подготовке ванным способом (рис. 2.2) стеллажи 1 предназначены для хранения деталей, стеллаж 2 - для предварительной очистки деталей, 3 и 4 - ванны обезжиривания и промывки горячей водой, 5 - ванна промывки холодной водой, 6 - ванна травления в азотной кислоте, 7 - ванна травления в щелочи, 8 - ванны пассивирования,9- сушильная камера, 10 - установка для электрического контроля сопротивления деталей, II - монорельс.
При очистке струйным методом (рис. 2.3) детали со стеллажа 1проходят через правильную машину 2 и с рольганга 3 укладчиком устанавливаются в вертикальном положении на рольганг 4, после чего подаются в камеры подогрева 5, травления 6, промывки, нейтрализации и пассивирования 7. С рольганга 8 обработанные детали снимаются укладчиком и устанавливаются на специальный стеллаж 9.
В некоторых производственных объединениях созданы автоматизированные линии очистки, грунтовки и сушки металлопроката производительностью 27-64 тыс. тонн в год.
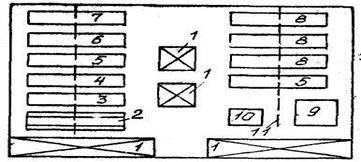
Рис. 2.2. План участка химической подготовки ванным способом
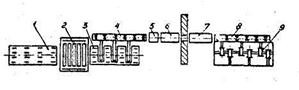
Рис. 2.3. Схема механизированной линии химической подготовки струйным методом
На загрузочном столе листы укладывают на шесть подающих направляющих и непрерывно подают на входной рольганг (рис. 2.4).
В зависимости от ширины на загрузочные направляющие укладывают несколько листов (ширина всех направляющих около 14 м, скорость загрузки и разгрузки V = 10 м/мин).
|
|
|
После загрузки подъемное устройство отпускает все загрузочные направляющие ниже уровня транспортировочных роликов рольганга, с помощью которого и осуществляется непрерывная загрузка линии очистки и грунтовки.
Для удаления с поверхности проката влаги и жировых загрязнений предусмотрен подогрев в камере предварительной сушки (форсунки камеры работают на газе и жидком топливе). В камере дробеметной очистки затем очищается от окалины поверхность проката дробью диаметром не более 0,8 мм. Время очистки 1,5-2 мин. Удаляют дробь, окалину с горизонтальной поверхности с помощью щеток и системы продувки.
С целью защиты поверхности на период изготовления сварных узлов в камере производят безвоздушное напыление грунта ВЛ-023 на поверхность прокат. Толщина покрытия 15-25 микрон, время - 1 мин. Затем производят сушку проката на колосниковой решетке и его разгрузку. При очистке внутренней поверхности труб находят применение пескоструйные и дробеструйные аппараты. Так, на одном из заводов Украины внедрена дробеструйная очистка труб диаметром 50 мм.
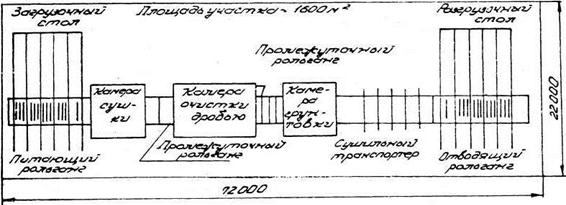
Рис. 2.4. Схема участка очистки и грунтовки листового и профильного проката
В трубу, установленную наклонно, вставляют резиновый шланг от дробеструйного аппарата. По мере очистки резиновый шланг с втулкой перемещается внутрь трубы, а отработанная дробь скатывается в ящик или приемный бункер.
Очищенный прокат поступает на разметку. Разметка металлоконструкций является ответственной и весьма трудоемкой операцией. От успешной работы размотчика зависит успешность всего цикла изготовления сварной конструкции. Разметку можно производить с помощью чертежно-графического автомата "Иткан-2", оптических проекторов и вручную.
Автоматом "Иткан-2" разметку и раскрой металла выполняют с помощью записанных всех координат карт раскроя на перфоленту или магнитную ленту.
Информацию на них записывают в виде координат опорных точек и указаний о типе линий между ними. Затем перфоленту вводят в газокислородную машину с программным управлением и вырезают заготовки. При раскрое металла на ЭВМ без предварительного вычерчивания карт раскроя значительно сокращается трудоемкость этой операции. Кроме того, выбор оптимального варианта раскроя материала с помощью ЭВМ дает большую экономию металла.
|
|
|
Перспективными являются эвристические методы раскроя материалов. С помощью ЭВМ решаются задачи группирования и размещения заготовок выдачи карты раскроя на экран дисплея. На некоторых предприятиях уже находят применение машины для лазерной резки металлов типа "Кардамон" и "Алмаз-5", в том числе с программным управлением.
С помощью оптического проецирования можно точно и безошибочно перенести чертеж на изделие. Основные операции оптической разметки: лист подают на разметочный стол; проецируют на лист изображение с копира-негатива чертежа; прижимают лист к столу и закрепляют его; устанавливают с помощью масштабной сетки точный размер изображения, сдвигают в нужную сторону изображение; делают полную разметку листа и снимают его с разметочного стола.
Метод оптической разметки, применяющийся в судостроении, сокращает время разметки, подготовительных операций, уменьшает рабочие площади и расход материалов, повышает точность, экономит рабочую силу. Для снижения трудоемкости разметочных работ и увеличения точности размеров заготовок применяют станки, для автоматической разметки деталей прямоугольной формы, приспособления для разметки контуров на криволинейных поверхностях и др.
При ручной разметке основными инструментами размётчика являются стальная рулетка, стальная линейка с миллиметровыми делениями, угольник, штангенциркуль, кернер, молоток, чертилка, циркули, центроискатели, призмы и шаблоны. Разметку производят на хорошо выверенных разметочных плитах, стеллажах или столах, обеспечивающих укладку размечаемого листа без прогибания.
При разметке партии одинаковых деталей, а также при их сложной конфигурации следует рационально использовать шаблоны. Шаблоны изготавливают из листового проката толщиной 1-1,5 мм в соответствии с размерами рабочих чертежей и с припуском на требуемую обработку.
При разметке такие шаблоны плотно прижимают струбцинами, клямерамм и др. Для маркировки используют механический, химический, электрохимический, электроискровой способы, а также краску, пигментную пленку, радиоактивные изотопы и др. При механическом способе используют пневматические и электрические кернеры. В судостроении находят применение шариковые или механические авторучки для безударной маркировки заготовок пастой или красками. Трудоемкость безударного способа маркировки в 5-8 раз меньше, чем при маркировке клеймами. Маркировка, нанесенная алюминиево-полистироловой пастой, хорошо сохраняется более года.
|
|
|
На линиях резки проката применяют маркировочные машины и резальные машины типа "Кристалл" с цифровым программным управлением. На разметочно-маркировочных машинах разметку осуществляют пневмокернером по заданной на перфоленте рабочей программе.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 2590; Нарушение авторских прав?; Мы поможем в написании вашей работы!