КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Средства укупорки, этикетки, клей и краска для штемпелевания
|
|
|
|
ХРАНЕНИЕ СТЕКЛЯННОЙ ПОСУДЫ
До поступления в производство как новые, так и оборотные бутылки хранят в закрытых складах и в посудном цехе. Разрешается хранить стеклянную посуду и под навесами, и на открытых площадках на специально отведенной для этой цели огороженной территории завода.
При хранении стеклянной посуды на открытых площадках ящики с бутылками укладывают в штабеля на деревянных настилах или на поддонах. Для предохранения бутылок от атмосферных осадков их покрывают брезентом или деревянными щитами.
Новую и оборотную посуду в ящиках, рассортированную по емкости, форме и времени поступления, хранят в штабелях высотой в 6 рядов ящиков с бутылками вместимостью 0,5 л и 7 рядов ящиков с бутылками вместимостью 0,25 л. При хранении бутылок., извлеченных из ящиков, их укладывают рядами в штабеля в прямом или шахматном порядке. Для учета каждый штабель снабжают трафаретом, на котором должны быть указаны число бутылок и их вместимость, тип, а при хранении новой стеклянной посуды, кроме того, также наименование завода-изготовителя и дата поступления.
К средствам укупорки в ликерно-водочной промышленности предъявляются следующие требования: они должны обеспечивать герметичность укупорки бутылок, быть устойчивыми к коррозии, не сообщать изделиям постороннего привкуса или запаха, быть механически прочными, не деформироваться при транспортировке и хранении продукции, удобно сниматься с горла бутылок без применения вспомогательных средств, обеспечивать возможность нанесения штампом оттиска марки, надписей и индексов завода-изготовителя.
Алюминиевые колпачки. В настоящее время бутылки с водками и ликеро-водочными изделиями укупоривают преимущественно алюминиевыми колпачками двух видов. Колпачок первого вида, неглубокий с гладкими стенками и выступающим отростком-язычком (или без язычка), используют для укупорки бутылок, не имеющих винтовой резьбы на горле. Колпачок второго вида, навинчивающийся, состоит из двух деталей: верхней — глубокой цилиндрической части — и нижней — в виде узкого кольца, соединенных между собой в нескольких местах тонкими нитевидными металлическими перепонками, легко разрываемыми, когда для снятия с горла бутылки колпачок вращают против часовой стрелки.
При укупорке на цилиндрической части колпачка образуется винтовой выступ, соответствующий винтовой резьбе горла бутылки, а кольцо колпачка обжимается патроном укупорочного автомата вокруг нижней части венчика бутылки, что обеспечивает достаточное уплотнение и герметичность укупорки. Целостность перфорации колпачка на горле укупоренной бутылки является гарантией того, что колпачок на бутылке с момента ее укупорки не нарушался.
Навинчивающиеся колпачки поставляются с уложенными в них картонными, пластмассовыми или корковыми прокладками. Укупорка бутылок таким колпачком является наиболее прогрессивным способом, который обеспечивает надежную герметичность, сохранность, и хороший внешний вид. Кроме того, колпачок легко открывается и позволяет потребителю укупоривать бутылку с остатками изделия.
Для изготовления алюминиевых колпачков применяют алюминиевую фольгу марки ФГ толщиной от 0,18 до 0,20 мм и шириной от 42 до 44 мм. Чтобы отличить по цвету колпачка одну группу изделий от другой, бутылки с изделиями укупоривают часто цветными колпачками. Для их изготовления применяют алюминиевую ленту, одна сторона которой окрашена в золотистый, вишневый, зеленый или другой цвет. Каждый цвет присваивается определенной группе изделий. Алюминиевыми колпачками без винтовой резьбы укупоривают бутылки, на горлышках которых имеется один или два венчика. В колпачки до укупорки ими бутылок вкладывают картонную прокладку, покрытую с двух сторон целлофаном или полиэтиленовой пленкой. Прокладка должна быть эластичной, легко деформироваться (сжиматься) при укупорке и надежно уплотнять горло бутылки.
Стеклянные, фарфоровые и керамические графины укупоривают корковой пробкой с прокладкой из пергамента. Поверх корковой пробки наклеивают товарный знак завода-изготовителя, а стеклянные, фарфоровые или керамические пробки прикрепляют к горлу графина шелковой лентой.
Этикетки. На бутылки с изделиями для придания им товарного вида и ознакомления потребителя с названием изделия и основными показателями, характеризующими его состав, наклеивают красочные этикетки, представляющие собой рисунок, воспроизведенный на бумаге способом офсетной печати.
На этикетках указывают название изделия, вместимость бутылки, завод-изготовитель, ГОСТ или технические условия и цену изделия. На обратной стороне этикетки во время наклейки на бутылку штемпельной краской наносят дату выпуска, номер бригады и браковщицы.
Этикетки поставляют в пачках (по 1000 шт. в каждой), упакованных в пакеты до 16 пачек. Качество поступивших этикеток проверяют выборочным путем в лаборатории завода, после чего направляют в производство.

Этикетки изготовляют из белой мягкой бумаги плотностью 70—80 г/м2 с повышенной способностью впитывать влагу. Применение более тонкой и полупрозрачной бумаги не допускается, так как это может вызвать проникновение клея и штемпельной краски на наружную сторону этикетки. Непригодна также и слишком плотная бумага, поскольку ее использование вызывает повышенный расход клея и затрудняет смыв этикеток с поверхности бутылок. Лицевая сторона этике-* ток должна быть гладкой, а оборотная, на которую наносится клей, шероховатой.
Размер и форма этикеток регламентируются техническими условиями. Этикетки, предназначенные для массового оформления изделий, наклеиваются на бутылки автоматом.
Этикетки должны быть прямоугольными, края обрезаны с максимальной точностью, так как наличие ступенчатости в пачках этикеток приводит к одновременному захвату из пачки нескольких этикеток и неправильной наклейке их автоматом на бутылки. На них не рекомендуется наносить тисненые рисунки и покрывать лаком. Лаком допускается покрывать только те этикетки, которые предназначены для наклейки на бутылки ручным способом. Обычно это бутылки с изделиями для сувенирных коробок. Качество их должно удовлетворять действующим техническим условиям.
Большое значение для качества этикетирования имеет правильное направление волокон бумаги этикетки. При правильном раскрое волокна бумаги располагаются параллельно основанию этикетки.
Правильность расположения волокон легко определить, смочив этикетку водой. Увлажненная этикетка начинает закручиваться. Деформация бумажной этикетки показана на рис. 49.
Плотность наклейки этикеток на бутылки зависит от качества бумаги, из которой они изготовлены, состава клея, ритмичности работы и правильной регулировки автомата. При использовании для наклейки на бутылки автоматом этикеток из плотной бумаги их следует предварительно увлажнить. Для этого пачку этикеток крепко зажимают в руке и поочередно с четырех сторон увлажняют края пачки водой. Затем пачку завертывают во влажное полотенце, сверху накладывают небольшой груз и оставляют в таком положении на 1 ч. После этого пачку увлажненных этикеток закладывают в магазин этикетировочного автомата. Увлажнять следует только этикетки из плотной и лощеной бумаги, которые труд-
но поддаются наклейке на стеклянную поверхность. Хранят этикетки в закрытых складах, защищенных от влаги.
Клей. На большинстве заводов для наклейки этикеток на бутылки применяют декстриновый клей, приготовляемый горячим способом. Важными свойствами, характеризующими качество клея, являются его начальная клейкость, продолжительность затвердевания и степень влияния воды на эти два фактора. Клей должен быть достаточно липким и хорошо растворяться в воде для того, чтобы при мойке оборотных бутылок этикетки легко отмокали в воде и могли быть смыты с поверхности бутылок. Клей должен быть нейтральным, так как кислая среда вызывает изменение окраски этикеток, а щелочная — пожелтение бумаги. Клей не должен иметь запаха, не должен разлагаться и прокисать.
Хорошо приготовленный декстриновый клей быстро схватывается со стеклом, легко и без остатка смывается с бутылки теплой водой. В зависимости от используемого для приготовления клея сырья и способа наклейки этикеток на бутылки его приготовляют по различным рецептурам.
Ниже приводятся рецептуры и описание способов приготовления разных видов клея, применяемого на Московском ликерно-водочном заводе.
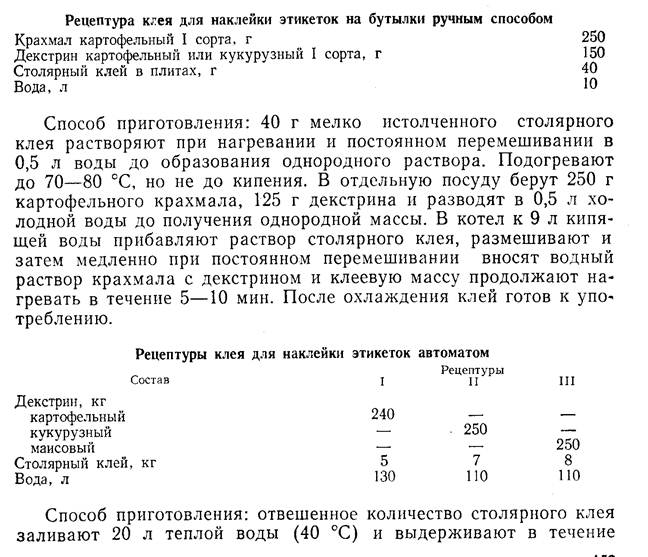
1 сут. В котел наливают 20 л воды, добавляют водный раствор столярного клея. Тщательно перемешивают и добавляют примерно 40—50 кг декстрина. Полученную массу перемешивают механической мешалкой. Затем постепенно добавляют оставшееся количество декстрина, заливают горячей (70 °С) водой и выдерживают при непрерывном перемешивании при температуре 70 °С в течение 2 ч.
Недостатками декстринового клея являются быстрое старение, потеря при этом клеящей способности и образование в местах склеивания темных наплывов, придающих изделиям неопрятный вид. Кроме того, использование ценных декстрина и крахмала на технические цели нерационально.
Московским ликерно-водочным заводом разработана рецептура приготовления синтетического низкомолекулярного полиакриламидного клея. Клей обладает достаточной липкостью, быстро схватывается, не дает скольжения этикетки по стеклу, бесцветен и не оставляет темных следов на бумаге. Полиакриламидный клей легко растворяется в воде, хорошо сохраняется.

Способ приготовления: в 10 л воды растворяют 1,5—2 кг кристаллического акриламида. После полного растворения кристаллов определяют температуру и pH раствора. При pH больше нормы вносят серную кислоту и доводят pH до нормы. Температура раствора должна быть 20—25 °С. К полученному раствору добавляют 90 мл сульфата натрия и затем 180 мл персульфата аммония. Быстро перемешивают и оставляют в покое на 60—90 мин. Происходит экзотермическая реакция полимеризации, раствор нагревается до 60—65 °С. По истечении 2 ч клей приобретает необходимую вязкость, клеящую способность, быструю схватываемость.
Готовый клей должен иметь густую консистенцию, не тянуться, а равномерно стекать с деревянной лопаточки. Вязкость клея проверяют вискозиметром. Расход полиакриламидного клея составляет 1 кг на 1000 дал продукции.
Краска для штемпелевания этикеток. Дату выпуска, номер бригады и браковщицы наносят на оборотную сторону этикеток в момент наклейки ее на бутылку, пользуясь металлическим штемпелем этикетировочного автомата, смазанным черной краской. Этой же краской наносят маркировку на короба с готовой продукцией при отправке на экспорт.
Краска для штемпелевания этикеток должна оставлять четкий оттиск без расплывов и просачивания на лицевую сторону этикетки. Кроме того, краска должна легко отмываться со штемпеля автомата. В ликерно-водочном производстве обычно применяют черную краску следующего состава (в %): литографская черная паста № 70-40, скипидар-40, масло веретенное вареное 20.
Литографскую пасту растирают на краскотерке с маслом и скипидаром до однородной консистенции. Если в процессе наложения штемпеля на этикетке замечают, что краска густа, то ее разбавляют заранее приготовленным раствором скипидара и минерального масла (2:1).
На металлический штемпель этикетировочного автомата краска поступает с фетровой или поролоновой подушки. Подушка для штемпеля этикетировочного автомата ВЭВ из поролона должна быть толщиной не менее 15—20 мм. Ее надевают на металлическую втулку штемпеля так, чтобы ее поверхность оставалась пористой и не сжималась. При этом краска легко впитывается в поролон и подушку не нужно менять. Перед началом работы автомата подушку, не снимая, промывают кисточкой, смоченной скипидаром или керосином.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 1456; Нарушение авторских прав?; Мы поможем в написании вашей работы!