КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гранулятор-сушилка BOHLE
|
|
|
|
Описание конструкции. Гранулятор состоит из емкости, крышки на которой установлены импеллер и чоппер.
Техническая характеристика.
| Тип | Загрузка, кг |
| BMG | 0,05 - 1 |
| VMA10 | 1 - 4 |
| VMA 20 | 3 - 9 |
| VMA 70 | 10 - 30 |
| VMA 300 | 40 - 130 |
| VMA 600 | 80 - 260 |
| VMA 1200 | 250 - 500 |
Принцип действия. Загрузка при помощи вакуума. Полностью автоматически управляемые процессы смешивания, гранулирования, сушки и очистки. Вакуумная и микроволновая сушка, а также сушка подводом воздуха или инертного газа. Расход газа для сушки увеличивается пропорционально емкости гранулятора. Возможна комбинированная сушка. Благодаря мягкому процессу грануляции и сушки образуется малое количество мелкой фракции.


Грануматор GMA 300 Загрузка вагуматора VMA 600 из передвижного контейнера при помощи вакуума
 |

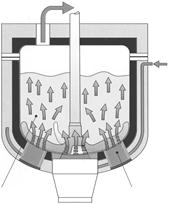
Импеллер и чоппер гранулятора-сушилки BOHLE Схема газового потока в грануляторе-сушилке
Соответствует требованиям GMP.
Производитель: фирма "L.B. Bohle", Германия.
РТМ-41М2В, у которой 41 пара пресс-инструмента, максимальная глубина заполнения матрицы - 18 мм диаметр таблеток 5-15 и 20 мм.
РТМ-3028 - 57 пар пресс-инструмента, глубина заполнения матрицы до 18 мм; диаметр таблеток 16-18 мм. Машина предназначена для прямого прессования.
РТМ43 - 43 пары пресс-инструмента, глубина заполнения матрицы 17 мм; диаметр таблеток 13-20 мм.
РТМ-300М - применяется для изготовления таблеток цилиндрической формы небольших диаметров с плоскими и сферическими торцами. Максимальная глубина заполнения матриц до 12 мм.
Производительность некоторых типов таблеточных машин может достигать 495 тыс. таблеток в час. На предприятиях эксплуатируют таблеточные машины известных западных производителей: Fette, Kilian (Германия); Manesty (Англия) и др.
Контроль массы таблеток производится устройством, производительность которого не менее 2000 операций/час при массе контролируемой таблетки 0,15-0,75 г. Установка состоит из узла отбора таблеток, блоков контроля и сигнализации. В случае отклонения массы таблеток от заданного значения включается сигнальная лампа. Конструкция современных зарубежных машин предусматривает их включение и остановку в случае отклонения массы таблеток от нормы.
Автоматический контроль на металлические включения производится при помощи устройства, которое обнаруживает и извлекает из потока таблетки с металлическими включениями. Они обеспечивают обнаружение включений размером до 0,5 мм при скорости потока 100 тыс. таблеток в час. По окончании прессования таблетки помещают в установку для обеспыливания, которая снабжена пылесосом. Производительность установки до 150 кг таблеток в час. В современных зарубежных таблеточных машинах обеспыливание таблеток производится сразу в машинах. На качество таблеток влияет величина давления, скорость прессования, состояние и износостойкость пресс-инструмента, а именно: твёрдость, качество, форма пуансонов и матриц. Более всего изнашивается пресс-инструмент, так как он испытывает большие нагрузки: частота циклов более 4 тыс./мин, усилия прессования до 100 кН. Стойкость матриц в 2-3 раза ниже, чем у пуансонов. Поэтому в Украине и за рубежом большое внимание уделяется выбору материалов повышенной износостойкости для изготовления пресс-инструмента. Это материалы на основе карбидов хрома и никеля, кобальтохромовольфрамовые и азотированные стали, бронзовые сплавы.
Для формирования таблеток методом тритурации на некоторых наших предприятиях используют довольно сложные по конструкции машины фирмы "Fette" (Германия).
Упаковка таблеток. Упаковочные линии с точки зрения принципов упаковки и технологического оборудования делят на:
- линии для контурной ячейковой (блистерной) упаковки и контурной безъячейковой упаковки;
- линии для упаковки в стеклянную тару;
- остальные упаковочные устройства.
Широкое распространение получили линии для блистерной (или контурной ячейковой) упаковки. Они состоят из таких элементов:
1) автомат упаковки в блистеры;
2) картонажный автомат;
3) контрольные весы;
4) автомат групповой упаковки.
В этих линиях материалом для получения термоформуемой плёнки является слабопластифицированный поливинилхлорид (ПВХ). Эта плёнка хорошо формуется и термосклеивается с разными материалами: алюминиевой фольгой; бумагой, картоном покрытым слоем термолака. Такая упаковка широко используется для негигроскопичных таблеток, драже, капсул. На производстве применяют машины зарубежных фирм-изготовителей: ФАРКОН, Uhlmann и др., а также производства НПО «Прогресс» (С-Петербург). Они формуют в термопластичной плёнке ячейки, в которые помещают таблетки, драже, капсулы, затем термосклеивают плёнку с фольгой, наносят методом тиснения серию и срок годности лекарственного препарата и вырубают готовые упаковки. Машины отличаются по способу формирования плёнки: непрерывный и циклический. В первом случае плёнка в автомате непрерывно поступает на вращающийся барабан, где идёт её разогрев до пластичного состояния при помощи электронагревателя или инфракрасного излучателя. Размягчённая плёнка при помощи вакуума присасывается к ячейкам барабана и принимает необходимую форму. Образовавшиеся ячейки заполняются таблетками, капсулами, после чего сверху покрываются алюминиевой фольгой. При помощи горячего и холодного барабанов термосклеивающей установки склеиваются полосы плёнки и фольги. Полученная лента с таблетками или капсулами вырубается на штампе.
Контурная безъячейковая или «стриповая»упаковка состоит из термически склееной в виде решётки двойной ленты, в непроклеенные места, которой помещаются таблетки. Материалом для упаковки служит целлофан, покрытый термосклеивающимся лаком, ламинированная бумага или фольга. Для упаковки используют автоматы. с производительностью 615-1000 табл./мин при ширине ленты 50-60 мм, диаметре таблеток не более 12 мм. Автоматы работают по такому принципу: таблетки из вибропитателя подают на дистанционное устройство, которое укладывает их на нижнюю целлофановую ленту в два ряда с определённым шагом. Сверху накладывается вторая лента. Проходя между нагретыми барабанами, ленты свариваются, а затем отрезаются с необходимым количеством таблеток в упаковке.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1441; Нарушение авторских прав?; Мы поможем в написании вашей работы!