КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Нормирование технологических процессов
|
|
|
|
Выбор значения периода стойкости
Периодом стойкости (стойкостью) режущего инструмента называется время его непрерывной работы между двумя смежными переточками.
Выбор значения периода стойкости режущего инструмента рекомендуется сделать из следующего ряда:
15;30;45;60;90;120 мин.
Меньшие значения периода стойкости следует назначать для мелких инструментов.
Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций.
Технически обоснованной нормой времени называют время выполнения технологической операции в определённых организационно - технических условиях, наиболее благоприятных для данного типа производства.
На основе технически обоснованных норм времени устанавливают расценки, определяют производительность труда, осуществляют планирование производства и т. п.
Различают следующие нормы времени:
To - основное (машинное) технологическое время, мин, — время затраченное резание
 , (39), где:
, (39), где:
L - длина обработки, мм;
S - подача, мм/об;
n - частота вращения шпинделя, мин-1;
i - число рабочих ходов (проходов).
L = l0 + l1 + l2, мм (40),где:
l0 - длина обрабатываемой поверхности в направлении обработки, мм;
l1 - длина врезания, мм;
l2 - перебег режущего инструмента, мм.
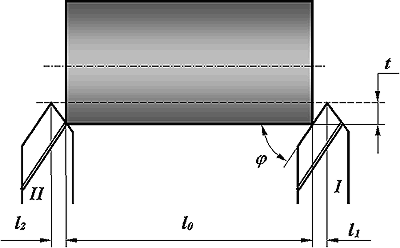
Рисунок 8. Схема к определению длины врезания при точении и обработке осевым режущим инструментом
При точении и обработке осевым режущим инструментом длина врезания определяется по формуле, мм
 , (41), где:
, (41), где:
t - глубина резания, мм;
j - главный угол в плане.
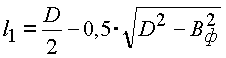
При фрезеровании цилиндрическими, дисковыми и фасонными фрезами длина врезания, мм
 (42)
(42)
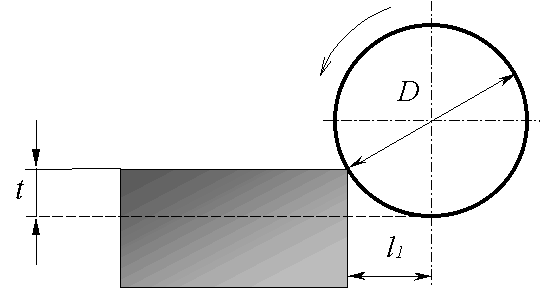
Рисунок 9. Схема к определению длины врезания при
симметричном резании торцовыми фрезами
Для торцовых фрез при симметричном резании длина врезания, мм
 (43)
(43)
Перебег инструмента при обработке глухих отверстий равен нулю, в остальных случаях перебег, мм
 (44)
(44)
Твсп — вспомогательное время, затраченное на управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали, мин.
Торм — время на организацию рабочего места, затраченное на смазывание станка, удаление стружки, уборку рабочего места, установку и снятие режущего инструмента, мин.
Тотд — время на отдых, мин.

Тшт — штучное время - продолжительность выполнения технологической операции, не учитывающее время на подготовку исполнителя (рабочего) к выполнению данной операции.
Тп.з. — подготовительно-заключительное время, необходимое на ознакомление исполнителя с чертежом, получение консультаций у мастера, настройку станка и приспособлений. Это время распределяется не на одну деталь, а на всю партию деталей (n), подлежащих изготовлению.
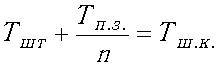
Тш. к. — штучно-калькуляционное время, это и есть технически обоснованная норма времени на выполнение операции.
Все эти нормы времени приводятся в нормативно - справочной литературе.
Все нормы времени связаны между собой следующими приблизительными соотношениями:


Сокращение времени на обработку детали — Тшт. повышает производительность труда. Это сокращение возможно только за счёт уменьшения To (уменьшение припусков на обработку, применение многоинструментной обработки, применение режущего инструмента повышенной стойкости и соответствующей интенсификацией режимов обработки) и Твсп. (применение станочных быстродействующих приспособлений, фасонного и комбинированного режущего инструмента, и т. п.).
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 793; Нарушение авторских прав?; Мы поможем в написании вашей работы!