КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Заняття № 10 - 11 3 страница
|
|
|
|
- обережно обертаючи барабан від себе, повільно опускати правий кінець нутроміра до тих пір, поки не почне слабнути контакт нутроміра з гільзою; одночасно ледь повертати нутромір в горизонтальній площині, здійснюючи його неперервний контакт з гільзою в найвіддаленішій точці радіусу;
- закріпивши мікрометричний гвинт нутроміра, провести відлік;
- вивільнити мікрометричний гвинт і вивести нутромір з контакту з гільзою, обертаючи барабан мікрометричної головки від себе.

1 - кінцевих; 2 - мікрометрична головка; 3 - подовжувачі; 4 - установча міра
Рисунок 9 - Мікрометричний нутромір:
Інструментальні та універсальні мікроскопи призначаються для вимірювання кутів і лінійних розмірів деталей та інструментів, а також для перевірки калібрів. Інструментальні мікроскопи випускають двох видів: малий мікроскоп інструментальний ММІ і великий мікроскоп інструментальний ВМІ.
Крім інструментальних мікроскопів, застосовуються універсальні мікроскопи, у яких замість мікрометричних вимірників - міліметрові шкали з відліковими спіральними мікроскопами.
Принципова схема вимірювання на всіх мікроскопах спільна. Універсальні мікроскопи мають більший діапазон і підвищену точність лінійних вимірювань. Найбільш поширені універсальні мікроскопи.
Для контролю деталей із складними фасонними поверхнями застосовують проектори, тобто прилади, які дають на екрані збільшене зображення деталі, яку контролюють. Проектори можуть працювати або в прохідних, або у відбитих променях.
Принцип дії проекторів полягає у тому, що контрольований об'єкт у збільшеному вигляді проектується на екран і на його світловому фоні виходить тіньове зображення деталі. Деталь вважається придатною, якщо контур зображення розміщується між граничними контурами креслення деталі, яке покладено на екран. Розмір деталі визначається безпосереднім вимірюванням збільшеного зображення деталі на екран, або за показниками спеціальних відлікових пристроїв.
У нас випускаються такі види проекторів: великий проектор ВП, годинний проектор ГП, проектори пасового контролю ПМК, середні і настільні проектори.
Великий проектор ВП є найбільш розповсюдженим.
Прилади для відносних вимірювань
Прилади для відносних вимірювань використовуються для визначення малих лінійних розмірів, які не виходять за межі показань шкали вимірювальної головки. Ці прилади побудовано на перетворенні малих переміщень вимірювального стержня у великі переміщення показника. Залежно від будови механізму ці прилади діляться на важільні, із зубчастою передачею, з важільно-зубчастою передачею, з важільно-гвинтовою передачею, з важільно-пружинною передачею.
Щоб визначити дійсний розмір деталі до відомого розміру міри додають або віднімають від нього – залежно від напряму зміщення стрілки від нульового штриха – відхилення.
Прилади із зубчастою передачею - це індикатори годинникового типу, які застосовуються в практиці технічних вимірювань. На рисунку 10 зображено індикатор із зубчастою передачею.
Зубчаста рейка, нарізана на вимірювальному стержні З входить у зачеплення з шестернею Z 3 = 16, на осі якої жорстко закріплено шестірню Z 1 =100.
Під час вимірювання лінійним переміщенням стержня 3 повертають шестерні Z 1 і Z 3, які, в свою чергу, повертають шестерню Z 4 = 10. На осі шестерні Z 4 закріплено стрілку індикатора 7. На осі шестерні Z 2 = 100 нерухомо насаджено втулку з пружинним волоском 9 і малу стрілку 16, ця шестерня зчіплюється з шестернею Z 4 = 10. Пружинний волосок запобігає появі мертвого ходу, який негативно впливав би на стійкість показань стрілки 7 при обернено-поступальних рухах вимірювального стержня. Вимірюване зусилля, створюване пружиною 10, перебуває в межах в 80...200 Н. Переміщенню стержня 3 на 1 мм відповідає повний оберт стрілки індикатора 7. Цілі міліметри відраховуються за шкалою 17 малою стрілкою 16. Похибки індикаторів годинного типу знаходяться в межах від ± 4,5 до ± 26 мкм.
Для розширення сфери застосування індикаторів застосовують різні підставки, стояки, штативи. Індикатори застосовують у таких приладах: індикаторні нутроміри, глибиноміри, різні вимірювальні прилади.
На рисунку 11 зображено схему вимірювання зовнішнього розміру деталі за допомогою індикатора годинного типу.
Щоб виміряти радіальне биття деталі (рисунок 12), її встановлюють у центрах або на призмі. Вимірювальний наконечник індикатора упирається у поверхню деталі у верхній її точці. Індикатору дають натяг в 1-2 оберти для того, щоб мати змогу фіксувати як позитивні, так і негативні (від'ємні) його показання. Встановлюють індикатор на нуль і повільно прокручуючи деталь на 360°, записують крайнє праве і крайнє ліве відхилення стрілки. Биття деталі дорівнюватиме різниці значень відхилень, взятих із своїми знаками.

Рисунок 10 – Індикатор годинникового типу: а – загальний вид;
б – зубчаста передача
Прилади з важільно-зубчастою передачею - це індикаторні скоби, індикаторні нутроміри, важільні мікрометри, у конструкції яких поєднуються важільні і зубчасті передачі. Найпростішу схему таких приладів зображено на рисунку 13. При переміщенні точки а важеля 1 зубчастий сектор повертає шестерню 2 і стрілку, яку прикріплено жорстко на її осі. Пружина 4 притискає шестерню 2 до зубчастого сектору 5 і усуває мертвий хід.

Ціна поділки колової шкали важільно-зубчастих приладів 1, 2 і 10 мкм
Рисунок 11 –Вимірювання зовнішнього розміру: а – встановлення на «нуль»; б – вимірювання діаметра вала
а – валу; б – отвору
Рисунок 12 - Вимірювання радіального биття:
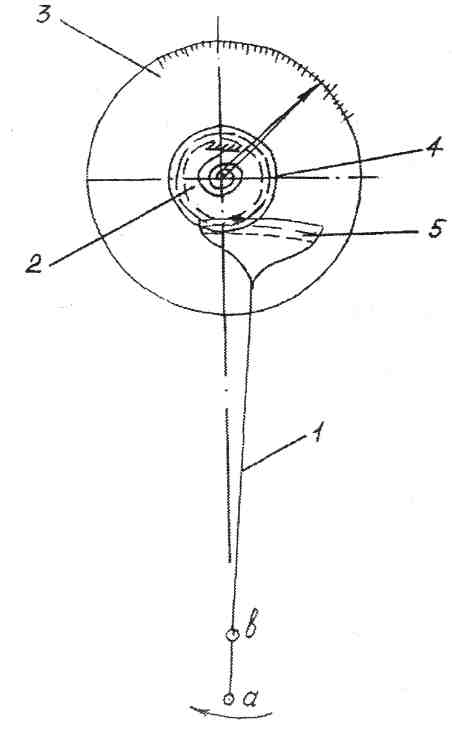
Рисунок 13 – Принципова схема важільно – зубчатих приладів
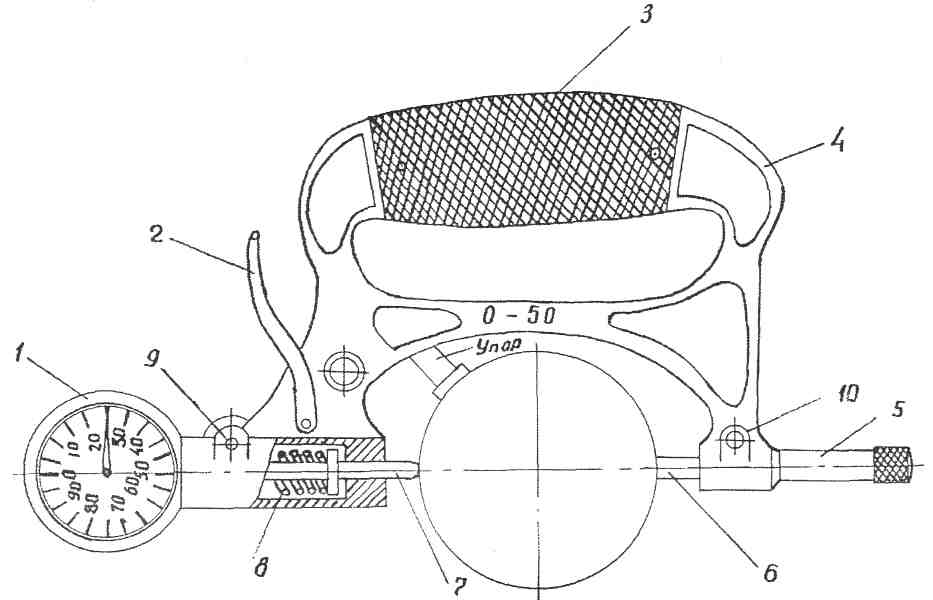
Індикаторний нутромір (рисунок 14) призначається для вимірювання внутрішніх розмірів деталей відносним методом.
Нутромір складається із корпуса 1 з дерев'яною накладкою, 2-х
вимірювальних стержнів 3 і 4, передаточного механізму 5 і 6 та індикатора годинникового типу 7, який знаходиться у кожусі 13. З лівого боку корпуса встановлюється рухомий вимірювальний стержень 3, закріплений контргайкою 9. Переміщення рухомого вимірювального стержня 4 за допомогою кутового важеля 5 з віссю обертання 10 передається через кульку 12 на стержень і далі на індикатор 7. Стержень 6 перебуває під дією пружини 11, яка забезпечує вимірювальне зусилля 0,8...2 Н.
До нутроміру додається комплект змінних вимірювальних стержнів, що забезпечує його використання в межах різних розмірів.
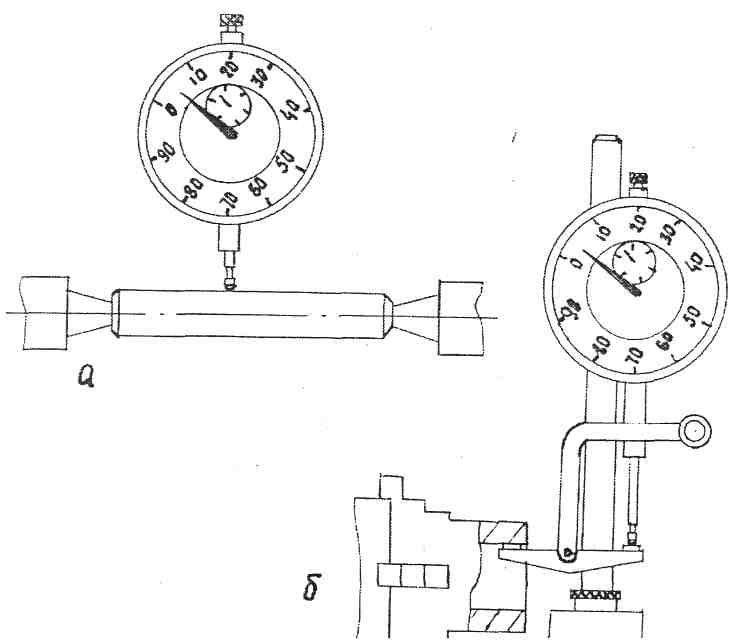
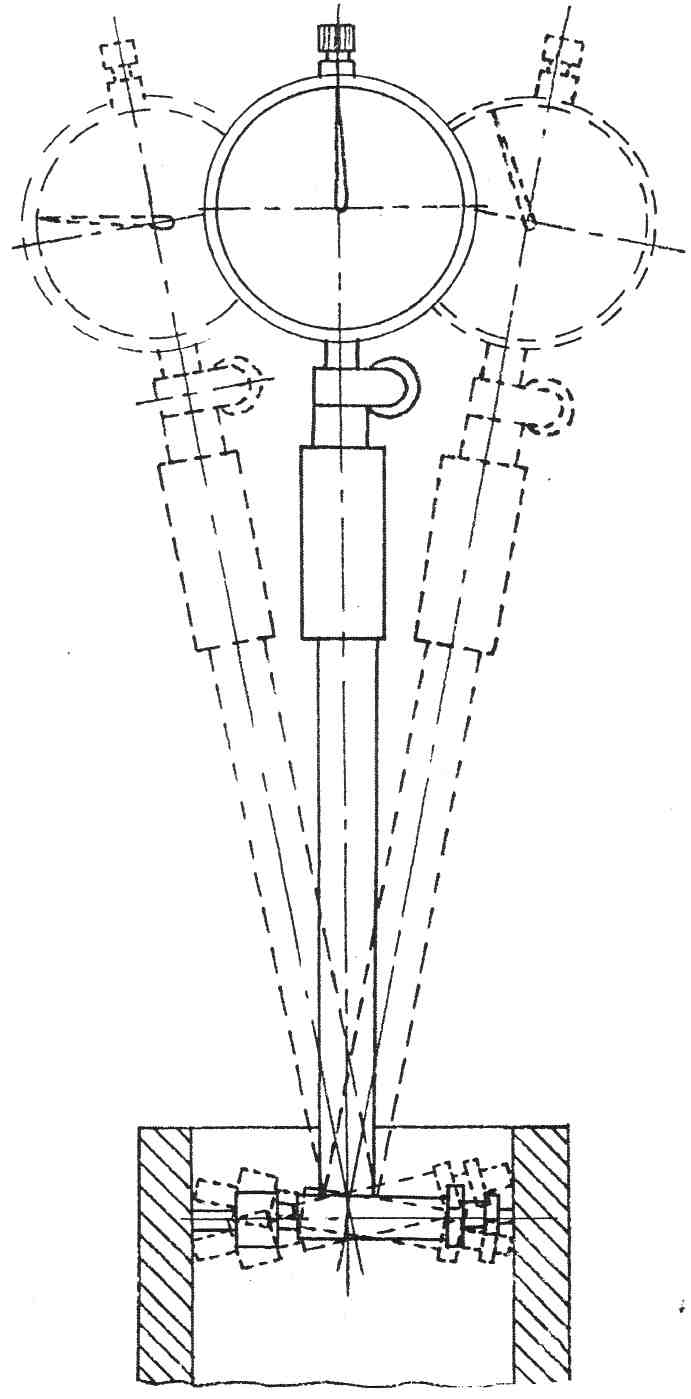
Індикаторний нутромір, як правило, встановлюють за допомогою мікрометра з похибкою до ±0,004 мм, який настроюють на розмір, що дорівнює розміру отвору. Обертаючи змінний стержень З, доводять вимірювальні стержні 3 і 4 до контакту з вимірювальними поверхнями мікрометру, продовжуючи обертання, створюють натяг в один оберт стрілки індикатора, необхідний для вимірювання розмірів спрацьованих отворів (гільз). У цьому положенні стержень 3 закріплюють контргайкою 9, а індикатор встановлюють на нуль. Після цього нутромір переносять на вимірювальну деталь. При вимірюванні деталі прилад по діаметру встановлюють за допомогою центруючого містка: встановлюючи прилад в осьовій площині, його погойдують, як показано на рисунку 15.
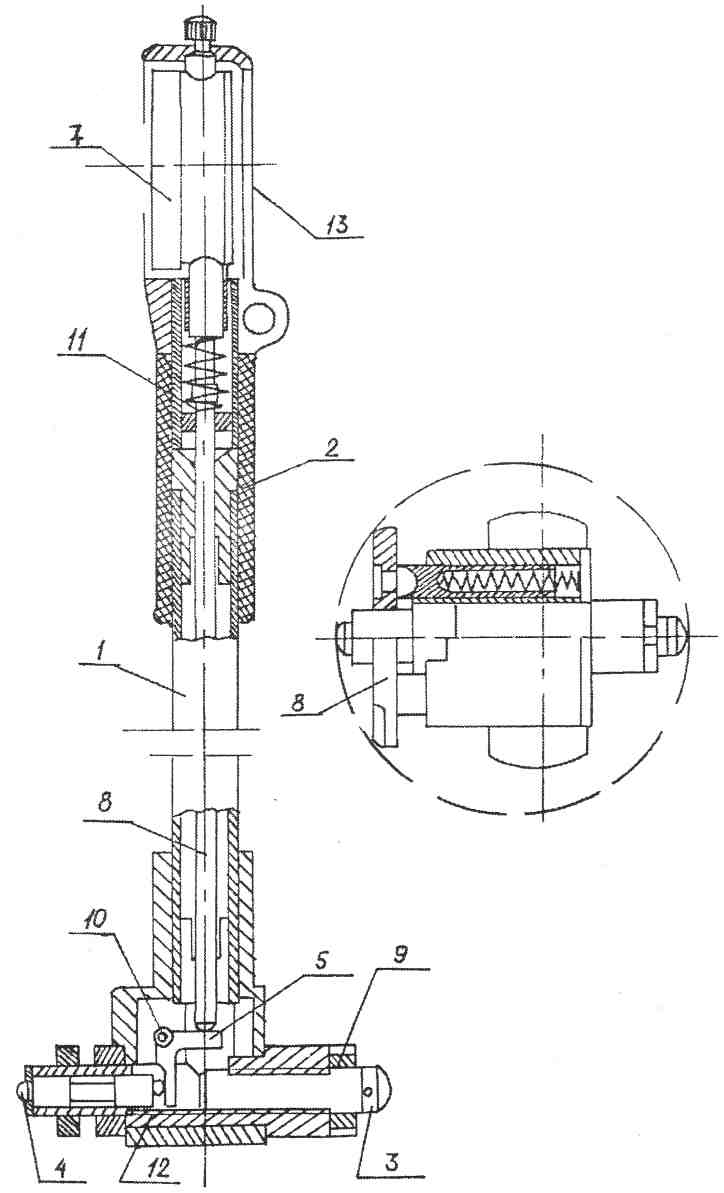
Рисунок 14 – Індикаторний нутромір
|
Рисунок 15 – Вимірювання діаметра гільзи індикаторним нутроміром
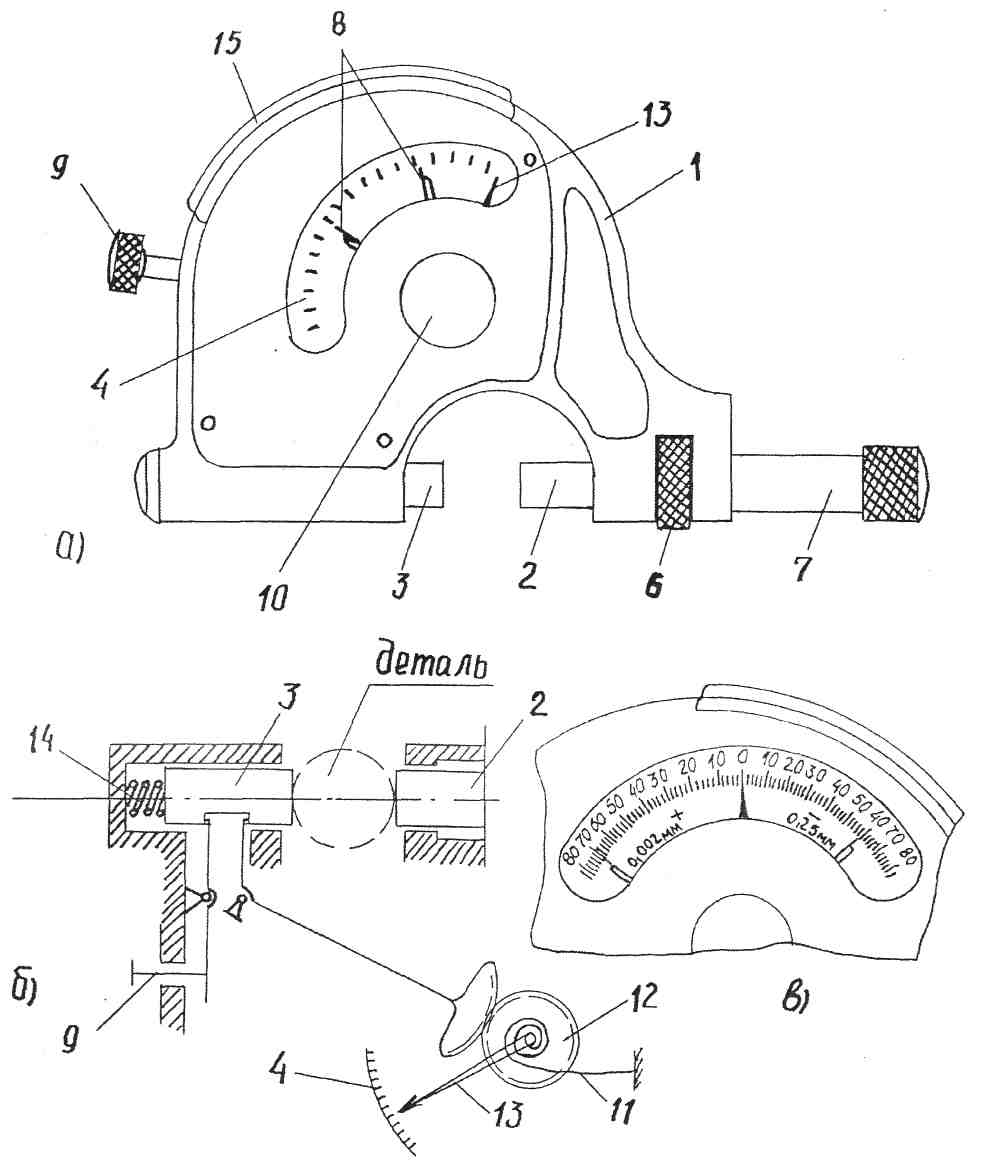
Для вимірювання зовнішніх розмірів деталей застосовуються індикаторні скоби (рисунок 16). Індикаторну скобу настроюють за блоком плоскопаралельних кінцевих мір потрібного розміру. Якщо розмір, що контролюється, виявляється близьким до верхнього діапазону вимірювання індикаторної скоби, то попередньо відгвинчують ковпачок 5, відпускають затискач 10. Переставляють п'ятку 6 і встановлюють її на розмір менше контрольованого.
1 - індикатор; 2 - відводка; З - теплоізоляційна накладка; 4 - корпус; 5 - ковпачок; 6 - переставна п'ятка; 7-рухома п 'ятка; 8 - пружина; 9 - гвинт; 10 - затискач
Рисунок 16 - Індикатора скоба
Для зручності відліку при контакті переставної 6 і рухомої 7 п'яток з кінцевими мірами повертають ободок індикатора до співпадання великої стрілки з нульовим штрихом циферблату. Потім визначають відхилення і підраховують дійсний розмір деталі.
Для контролю шліфованих і доведених деталей використовують важільні скоби. Важільні скоби застосовуються, наприклад, для сортування перед притиранням плунжерів, при вимірюванні поршневих пальців двигунів внутрішнього згорання. Скоба (рисунок 17) має теплоізоляційну накладку 5 для зменшення впливу тепла рук при вимірюванні.
Для запобігання від ударів вимірювальних п'яток і для зручності використання, скоба має відводку 9 рухомої п'ятки 3.
 .
.
а - загальний вигляд; б - важільно-зубчастий механізм; в - шкала;
1 - корпус; 2 - переставна п 'ятка; 3 -рухома п 'ятка; 4 - шкала; 5 - накладка; 6 – гайка; 7- ковпачок; 8 - покажчики поля допуску; 9 - відводка;
10 - ковпачок з різьбою; 11 - волосина; 12 - шестерня;
13 - стрілка; 14 - пружина
Рисунок 17- Важільна скоба
Скоба має рухомі покажчики 8 поля допуску, які переставляються за
допомогою ключа, що додається до скоби. Для цього необхідно відвернути ковпачок 10. Переставна п'ятка 2 переміщується обертанням гайки 6 і стопориться ковпачком 7.
Налагодження скоби на розмір проводиться за кінцевими мірами.
Важільна скоба має діапазон вимірювання від 0 до 150мм, ціну поділки 0,002 і 0,005 мм, діапазон вимірювання по шкалі ±0,08 мм. Випускаються також важільні скоби з цифровим відліковим пристроєм. Промисловість випускає важільно-зубчасті головки (однообертові ІГ і багатообертові БІГ). Однообертові головки (рисунок 19) мають ціну поділки 1 і 2мкм і діапазон вимірювань по шкалі від ±50 до ±100 мкм, а багатообертові головки відповідно 1 і 2 мкм і 1...2 мм.
Прилади з пружиною та важільно-пружинною передачею
Вони побудовані за принципом використання у передаточних механізмах пружних властивостей плоских і кручених (витих) пружин. Ці прилади характеризуються високою стабільністю роботи, малою ціною поділки, забезпечують високу точність через відсутність у них похибок від тертя і мертвих ходів. Основна деталь цих приладів - скручена плоска пружина, виготовлена із фосфористої або берилієвої бронзи шириною 0,06...0,15 мм і товщиною 0,005...0,012 мм. Одну половину пружини закручено вліво, а другу - вправа. Один із прикладів такого типу - мікрокатор; у нього ціна поділки становить 0,002; 0,001; 0,0002 і 0,0001 мм, а діапазони вимірювання відповідно дорівнюють ±0,06; ±0,03; ±0,015; ±0,006; ±0,003 мм.
Принцип дії мікрокатора такий: переміщуючись відносно установочної скоб 2, вимірювальний стержень 1 діє через плоску пружину 3 на закручену пружину 4, яку одним кінцем прикріплено до скоби 2, а другим - до пружини 3. Коли стержень 1 переміщується вверх, пружина 4 розтягується і прикріплена в середній її частині стрілка 6 переміщується відносно шкали 5 (рисунок 20). Похибка показань мікрокаторів становить 0,1...0,5 мкм.
Мікрокатор настроюють за блоком кінцевих мір потрібного розміру. Встановлення вимірюваних виробів, визначення відхилень і підрахунок результатів вимірювань виконують аналогічно цим діям при застосуванні важільних скоб. Лише на відміну від скоб на мікрокаторі не встановлюють поле допуску покажчиками, а кожний покажчик границь поля допуску переміщується самостійно.
Прилади з важільно-оптичною передачею використовують для вимірювання відносним методом деталей високої точності. Один із таких приладів - оптиметр; його оптичну схему зображено на рисунку 20.
Промінь світла відбитий від дзеркала, падає в щілину трубки і, переломившись в тригранній призмі, яка знаходиться у корпусі трубки оптиметра, проходить через шкалу, нанесену на прозорій пластинці, яка є у фокальній площині об'єктиву. Головна оптична вісь об'єктиву проходить через центр пластинки і похилого дзеркала, розміщеного під об'єктивом.

а - багатообертова головка МІГ; б - однообертова головка ІГ;
1 - кінцевик; 2 - гільза; 3 - відводка; 4 - гвинт; 5 - показник кількості обертів; 6 - стрілка основна; 7 - показники меж поля допуску
Рисунок 18 - Важільно-зубчасті головки
1 - вимірювальний стержень;
2 - установча скоба;
3 - пружина плоска;
4 - пружина скручена;
5 - шкала; 6 - стрілка
Рисунок 19 - Принципова схема мікрокатора
Шкалу зміщено у горизонтальному напрямі по відношенню до головної оптичної вісі. Пучок світла, проходячи через призму, відбивається від неї під кутом 90° і потрапляє в об'єктив. Вийшовши з об'єктиву, світловий пучок потрапляє на похиле дзеркало, зв'язане з вимірювальним штифтом, і відбивається від дзеркала у зворотному напрямі.
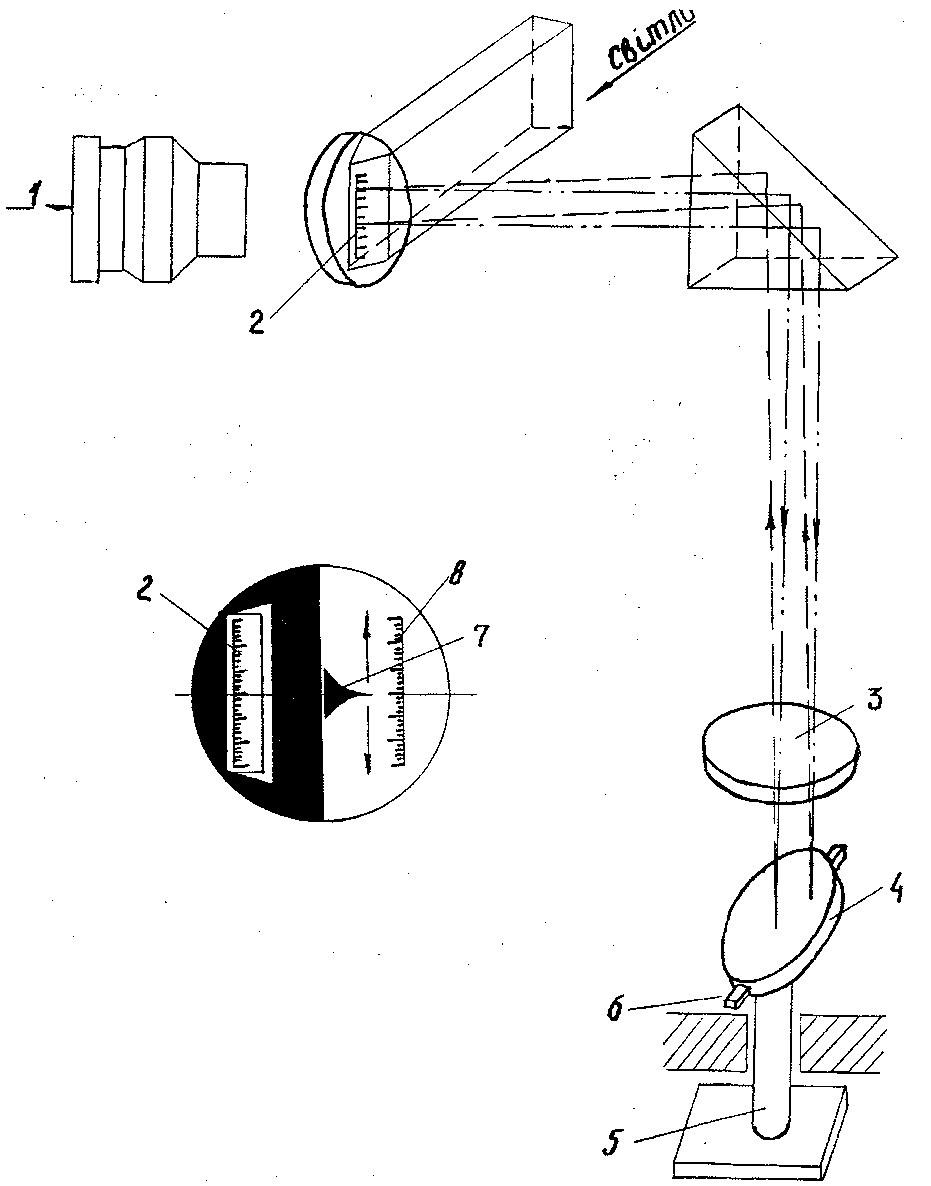
1- окуляр; 2 - шкала; З - об'єктив;
4 - дзеркало; 5 - вимірювальний штифт;6 - опора;
7 - показник; 8 - відбита шкала
Рисунок 20 Оптична схема оптиметра:
Відбитий промінь світла знову попадає в об'єктив, і пройшовши через призму, збирається у фокальній площині об'єктиву, даючи зображення шкали. Зображення шкали зміститься відносно дійсної шкали. Величина цього зміщення залежить від кута нахилу дзеркала, який визначається величиною переміщення вимірювального штифта.
Оптиметри бувають вертикальні - для зовнішніх вимірювань (рисунок 21а) і горизонтальні - для зовнішніх і внутрішніх вимірювань (рисунок 21б).
Основні частини вертикального оптиметра - трубка 15 (або автоколімаційна трубка) з освітлювальним дзеркалом 16 і окуляром 17, кронштейн 12, гвинт 10 для закріплення трубки у кронштейні; колонка 11; гайка 14, яка використовується для грубої установки кронштейна і одночасно є його опорою; стопор кронштейна 13; вимірювальний наконечник 7, відводка (аретир) 8 вимірювального наконечника; предметний столик 6; регулювальні гвинти 4 столика; гайка 2 точної (мікрометричної) подачі столика; стопор З столика і основа приладу 1.
Перед початком роботи потрібно перевірити, чи столик оптиметра паралельний площині вимірювального наконечника. Для цього кінцеву міру 15...20 мм послідовно встановляють у чотири положення, застосовуючи плоскі наконечники (рисунок 22). Якщо при зміні положення міри відбуватиметься переміщення шкали оптиметра, то, значить, столик встановлено неправильно. Положення столика регулюється гвинтами 4 (рисунок 22а).
Діапазон вимірювань вертикальних оптиметрів становить 0...180 мм, похибка показань не повинна перевищувати ±0,0003 мм.
Горизонтальний оптиметр (рисунок 22б) має основу 1, до якої кріпиться направляюча 2 з рухомими кронштейнами 3. На лівому кронштейні закріплено піноль 5 з мікрометричним гвинтом 4, який переміщує стержень зі змінним наконечником 6. На правому кронштейні закріплено вимірювальну головку оптиметра з трубкою 8. Оптичний пристрій 9 встановлюють під кутом, який забезпечує підсвічування шкали. При вимірюванні зовнішніх розмірів блок кінцевих мір встановлюють на предметний столик і встановивши на нуль, встановлюють на столик вимірювану деталь.
Для вимірювання внутрішніх розмірів до горизонтального оптиметра додаються спеціальні важільні пристрої - вимірювальні дуги (рисунок 23).
Для горизонтальних оптиметрів при вимірюванні зовнішніх розмірів діапазон вимірювань дорівнює 0...350 мм, а для внутрішніх вимірювань - 13,5... 150 мм. Похибка показань при зовнішніх вимірюваннях дорівнює ±0,0003, а при внутрішніх - ± 0,0001 мм.
Промисловість випускає вертикальні оптиметри типу ОВО-1, ІКВ і горизонтальні оптиметри типу ОГО-1 і ІКГ.
 
|

Рисунок 22 - Перевірка паралельності столика оптиметра

1 – ліва державка; 2 - гвинт кріплення дуги пінолі;
3, 4 — вимірювання дуги; 5 - гвинт кріплення дуги; трубки оптиметра;
6 – перша державка; 7 - аретир; 8 - деталь (виріб).
Рисунок 23 - Пристосування для внутрішніх вимірювань
Для вимірювання кутів і конусів застосовуються кутові міри, транспортирні та універсальні кутоміри, синусні лінійки універсальні ділильні головки.
Кутові міри використовують для зберігання і передачі одиниці плоского кута, перевірки і градуювання кутових приладів, для контролю кутових виробів. Їх звичайно виготовляють із сталі у вигляді три - і чотиригранних плиток (рисунок 24а), а також шести-восьмигранних призм (рисунок 24б) із сталі, оптичного скла і плавленого кварцу. Вимірювальні поверхні плиток шліфують, що дає змогу складати блоки із декількох мір
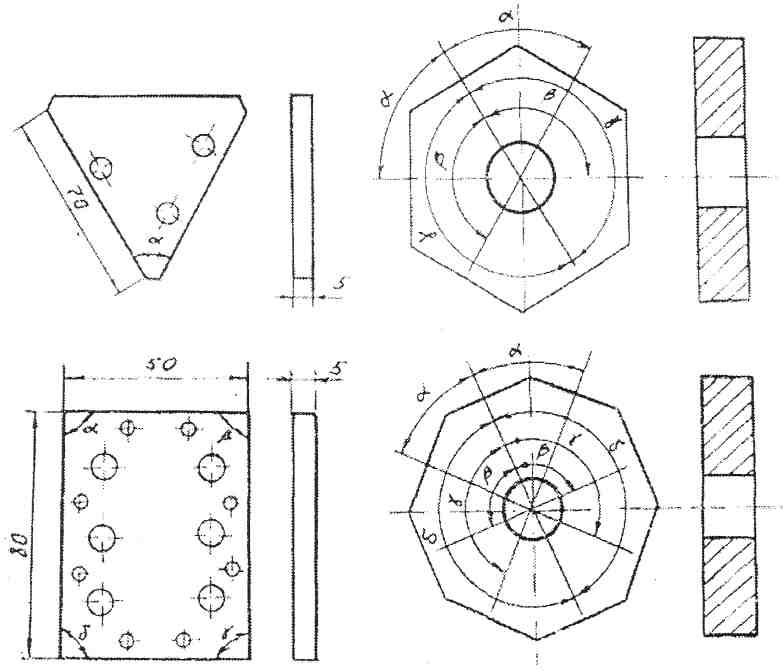
Рисунок 24 – Кутові міри
Згідно із стандартом кутові міри випускаються у вигляді декількох наборів із 93, 33, 24, 8 і 7 мір. Залежно від допустимих відхилень робочих кутів, кутові міри випускають 0-го, 1-го і 2-го класів точності. Так, для 0-го класу відхилення робочих кутів перебувають у межах ± 3...5, для першого ±10, для другого ±30.
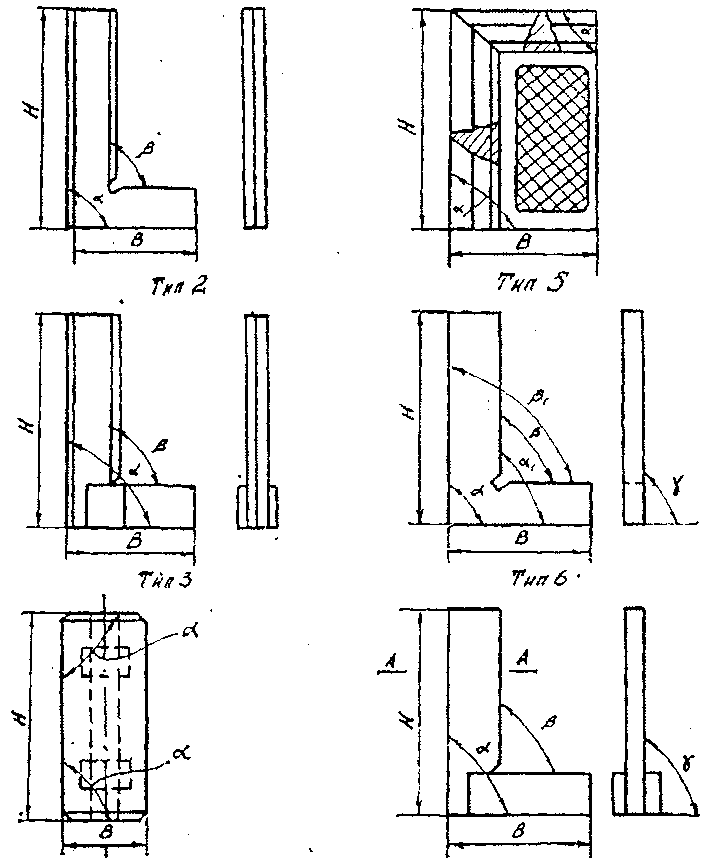
Рисунок 25 – Кутники
Для контролю взаємної перпендикулярності застосовується косинець з робочим кутом 90°. Косинцями перевіряють взаємну перпендикулярність площин виробів, перпендикулярність відносних переміщень деталей машин. Косинці виготовляються шести типів (рисунок 25) і чотирьох класів точності (0, 1, 2 і 3).
Кутові міри застосовують для вимірювання кутів порівняльним методом. Для відліку різниці кутів використовують світловий просвіт між сторонами кута, який вимірюють, і кутовою мірою (рисунок 26). Відхилення кута виробу від кута косинця визначається за відношенням просвіту ∆до довжини сторони Н. Якщо величина просвіту до З0 мкм, то використовують зразки просвіту, якщо понад З0 мкм спеціальні щупи. Їх випускають наборами 1-го, 2-го, 3-го і 4-го номерів довжиною 50, 100 і 200 мм і товщиною від 0,02 до 1 мм.
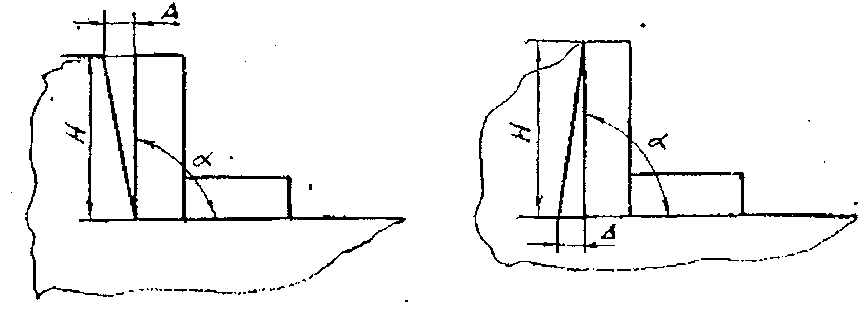
Рисунок 26 – Вимірювання кутів кутником
Для вимірювання кутів і конусів застосовуються транспортирні та універсальні кутоміри, синусні лінійки універсальні ділильні головки.
Транспортирним кутоміром (рисунок) вимірюють зовнішні кути від 0° до 180°. Основні частини кутоміра - напівдиск 1 з двома лінійками 2 і 3. Лінійку 2 жорстко з'єднано з напівдиском 1, а лінійка 3 може обертатися навколо вісі 4 разом із сектором 5, на якому закріплено ноніус 6. Точне встановлення за ноніусом виконується мікрометричним гвинтом 7. Лінійка 3 закріплюється гвинтом 8. Застосовуючи додатковий косинець 9, можна виміряти зовнішні кути від 0 до 90°.
Ціна поділки транспортирного кутоміра становить 2' і 5'. Похибка показань кутоміра не повинна перевищувати ±2' і ±5'.
Вимірювання кутів транспортирним кутоміром (рисунок 27) виконується таким чином. Поверхні вимірювальної деталі розміщують між вимірювальними поверхнями лінійок. Одну поверхню (грань) щільно притискують до рухомої лінійки за допомогою мікрометричного гвинта. Потім закріплюють рухому лінійку і проводять відлік за шкалою і ноніусом.
При вимірюванні кутів до 90° (рисунок 28) відлік проводиться безпосередньо за шкалою і ноніусом. Якщо вимірюється кутів понад 90°, то до відліку за кутоміром потрібно додати 90°.
Відліки за шкалою і ноніусом кутоміра виконуються у такий самий спосіб, як і при вимірюваннях штангенінструментами.
При вимірюванні кутів застосовують такі методи: порівняльний, тригонометричний, гоніометричний, або метод безпосереднього вимірювання, і інтерференційний метод.
При порівняльному методі визначають значення відхилення вимірюваного кута від кутової міри.
 При тригонометричному методі визначають кути непрямо, а через вимірювання лінійних величин і використання тригонометричних функцій. Похибка вимірюв а ння становить від ±3" до ±52".
При тригонометричному методі визначають кути непрямо, а через вимірювання лінійних величин і використання тригонометричних функцій. Похибка вимірюв а ння становить від ±3" до ±52".
Рисунок 27 – Транспортний кутомір
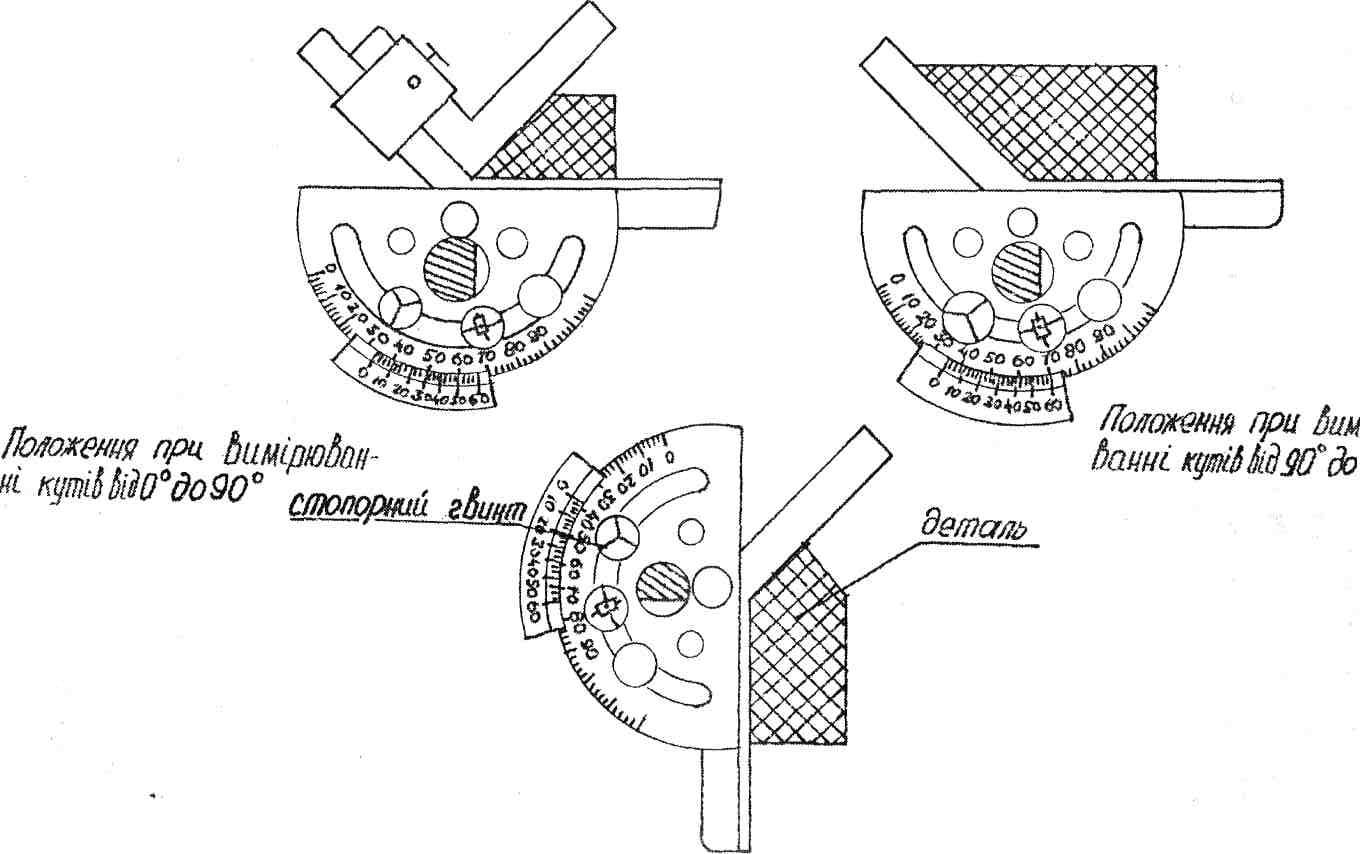
Рисунок 28 – Вимірювання кутів шаблону транспортним кутоміром
При гоніометричному методі визначають кути приладами, які мають кутомірну шкалу (універсальні та інструментальні мікроскопи, гоніометри та ін.).
Інтерференційний метод застосовують при високоточних вимірюваннях. Гранична похибка результату вимірювання кута становить ±0,2"
Універсальний кутомір (рисунок 29) використовується для вимірювання зовнішніх кутів від 0 до 180° і внутрішніх від 40° до 180°

Рисунок 29 – Універсальний кутомір
Кутомір складається: з основи 1 зі шкалою, лінійки 2, косинця З, сектора 4, стопора 5, ноніуса 6, знімної лінійки 7, державки 8.
Для вимірювання внутрішніх кутів від 40° до 130° використовується основа зі шкалою, ноніус, сектор із стопором.
Ціна поділки за ноніусом універсальних кутомірів становить 2' і 5'.
Випускається універсальні кутоміри з точністю до 2'.
На рисунку 30 і 31 показано основні положення універсального кутоміра при вимірюванні зовнішніх і внутрішніх кутів.
Універсальні ділильні та оптичні головки застосовуються для вимірювання центральних кутів і для замірів у полярних координатах. Цими головками можна виміряти кути від 0° до 360°.
Ціна поділки оптичних головок від 2" (ОДГ) до Г (ОДГ-60).
Синусна лінійка використовується для точних вимірювань зовнішніх і внутрішніх кутів деталей непрямим методом (рисунок 32).
Лінійки випускаються трьох типів:
I - без опорної плити і одним нахилом;
II - з опорною плитою і одним нахилом;
III - з двома опорними плитами і подвійним нахилом.
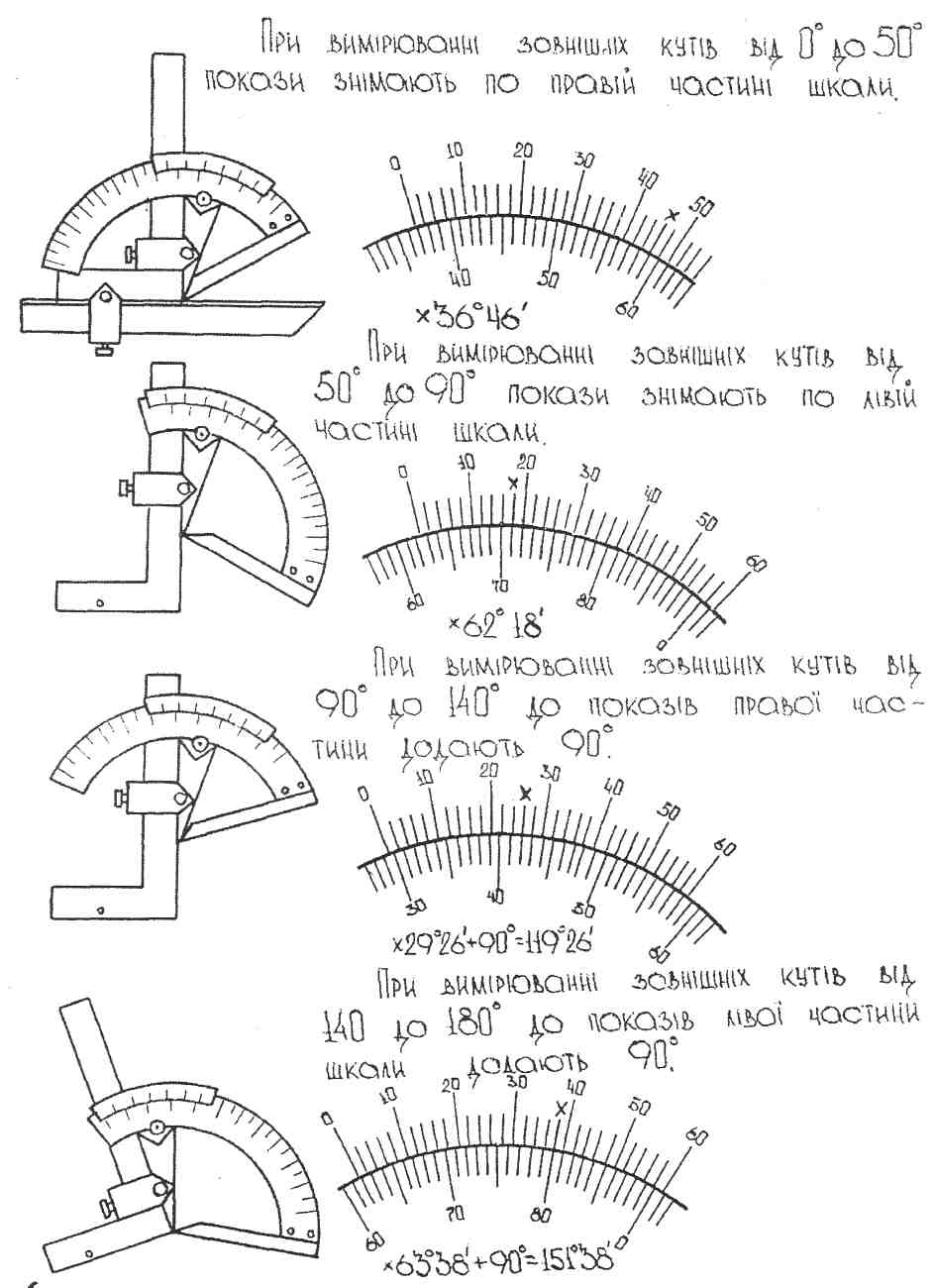
Рисунок 30 - Основні положення кутоміру УН та читання показань при вимірюванні зовнішніх кутів.
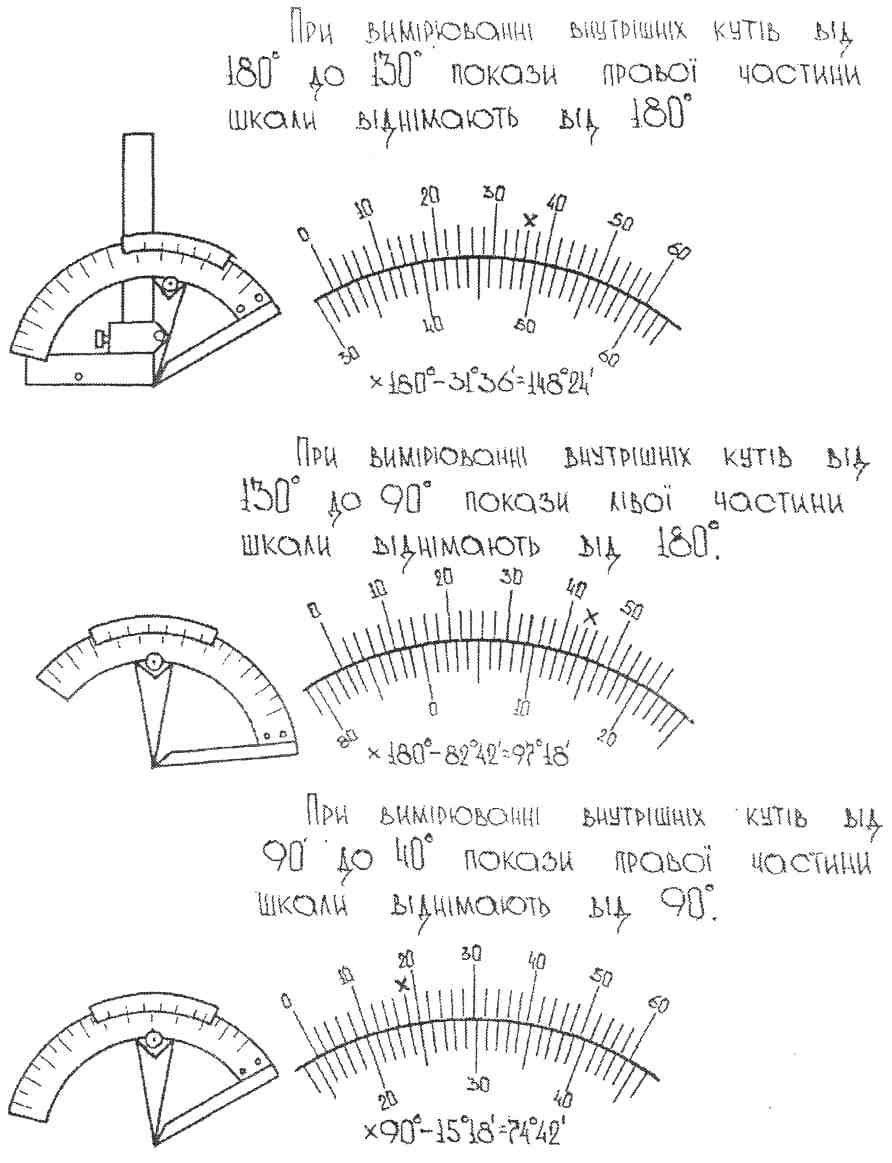
Рисунок 31 - Основні положення кутоміру УН та читання показань при вимірюванні внутрішніх кутів.
Синусні лінійки (рисунок 32) бувають 1-го і 2-го класу точності.
Синусна лінійка являє собою сталевий столик 1, до якого прикріплено два циліндричних ролика з однакового діаметру. Відстань між роликами звичайно становить 100 або 200 мм.

1 - столик; 2 - упорні планки; З -ролик
Рисунок 32 - Синусна лінійка
Схему вимірювання кута зображено на рисунку 33. Столик встановлюються на перевірній плиті під завданим кутом за допомогою блока кінцевих мір. Висота блока H визначається такою залежністю:
H=L sinα
де α - кут нахилу синусної лінійки.
Індикатор на стояку переміщують вздовж твірної деталі, яку перевіряють, і позначають показання індикаторної головки в крайніх точках. Підраховують кут, що перевіряється, за формулою:
 ;
;
де d - діаметр ролика; l к - довжина вимірюваного конуса; l н - відстань між вимірюваними точками; f - різниця в показаннях індикатора.
Синусну лінійку використовують для замірів кутів до 45°, тому що із збільшенням кута похибка швидко зростає. Похибка вимірювання синусними лінійками становить 3"...52м залежно від величини L і вимірюваних кутів.
1 - блок кінцевих мір; 2 - повірочна плита; З - столик;
4 - індикаторна головка
Рисунок 33 - Вимірювання кута синусною лінійкою
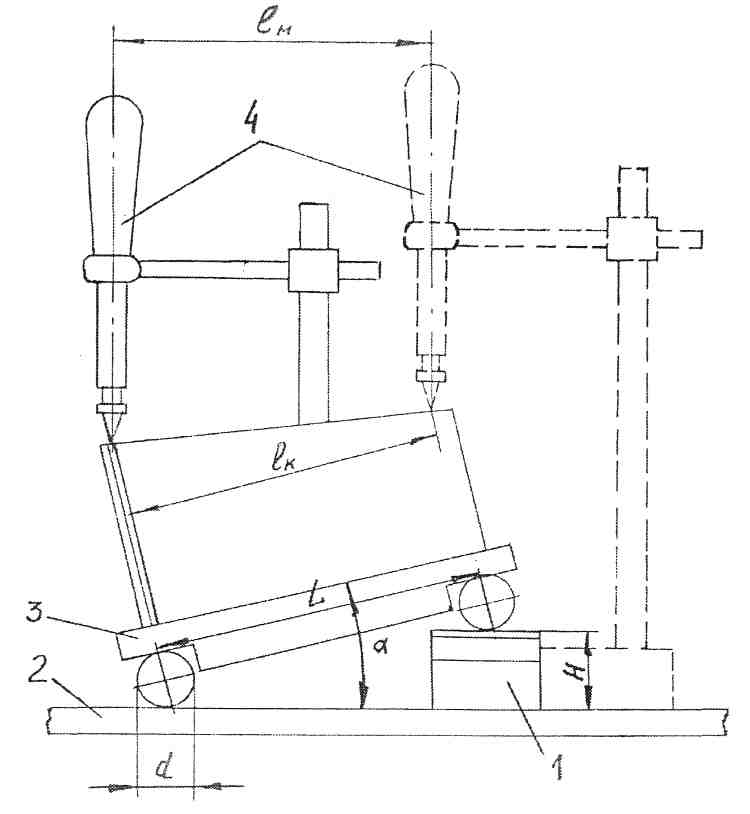
Застосування непрямих методів вимірювання зовнішніх і внутрішніх конусів з використанням роликів і кульок (рисунок 34)
Виріб із зовнішньою конусною поверхнею 1 установлюється на плиту 2, де до її нижньої частини прилягають два ролики однакового розміру 3 (звичайно використовують ролики від роликових підшипників), розмір l 1 між роликами 3 вимірюють гладким чи важеливим мікрометром. Потім на плиту по обидва боки від виробу встановлюють кінцеві міри 4 розміром h, на які ставлять ролики 3, що стикаються з виробом 1, і вимірюють знову відстань l 2 між ними; знаючи розміри h, l 1 і l 2, визначають конусність по формулі:
 ;
;
а значення α знаходять по таблиці тригонометричних функцій.
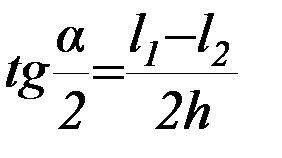
По такому ж принципу вимірюють конусність за допомогою двох каліброваних кілець із заздалегідь відомими діаметрами D і d, товщиною h. Після надягання кілець на конус вимірюють розмір Н і визначають тангенс кута по формулі:
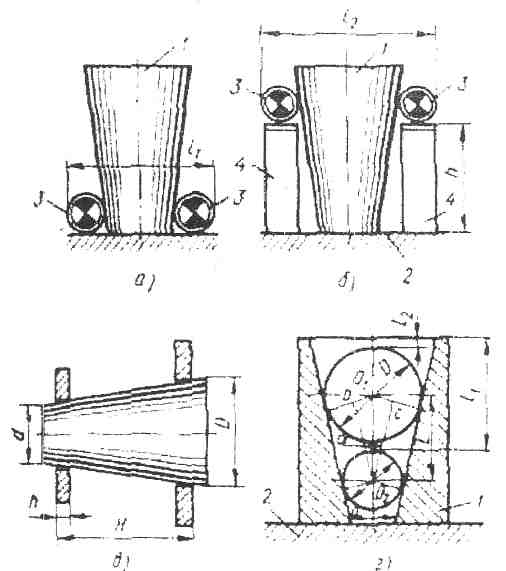
Рисунок 34 - Схема вимірювання кута конуса за допомогою каліброваних роликів (а і б), кілець (в) і кульок (г)
Кут внутрішнього конуса визначають за допомогою двох кульок, діаметри яких заздалегідь відомі, і глибиноміра. Втулку 1 ставлять на плиту 2. закладають усередину кульку малого діаметра d і вимірюють глибиноміром l 1. потім закладають кульку більшого діаметра В івимірюють розмір l 2.
Конусність втулки визначають по формулі:

Методи і засоби вимірювання кутів, засновані на порівнянні з кутовою шкалою приладу
У всіх приладах, заснованих на даному методі, є кутова шкала, яка, в принципі, є багатозначною кутовою мірою. Коли така міра має діапазон вимірювання 360°, її часто називають лімбом.
Найвідомішими приладами цього типу є гоніометри, оптичні ділильні головки, кутоміри і рівні. Зокрема, вимірювання кутів на мікроскопах також відноситься до цього методу вимірювання. Часто цей метод вимірювання називають гоніометричним - по назві одного з приладів даної групи.
Гоніометром (рисунок 35) в машинобудуванні називається оптико-механічний прилад для вимірювання кутів об'єктів, утворених плоскими поверхнями, здатними відображати світлове проміння.
Принцип вимірювання полягає у тому, що здійснюється поворот вимірюваної деталі, і фіксуються значення кута по лімбу гоніометра.
Вимірювання здійснюється одним з двох способів - коллімаційним (рисунок 35б) або автоколлімаційним (рисунок 35в).При коллімаційному способівимірювана деталь 1 встановлюється на столик, співвісно до якого знаходиться лімб 2.Столик разом з деталлю повертається до такого положення, при якому паралельне проміння світла з колліматора 3відобразиться від деталі і потрапить в зорову трубу 4.У цьому положенні знімається відлік по лімбу 2.Після цього столик повертається до моменту віддзеркалення пучка світла від іншої грані кута і здійснюється другий відлік. По різниці відліків визначається кут деталі.
|
|
|
|
|
Дата добавления: 2014-11-09; Просмотров: 2699; Нарушение авторских прав?; Мы поможем в написании вашей работы!