КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Заняття № 10 - 11 2 страница
|
|
|
|
Міжнародна система SI вважається найбільш досконалою й універсальною у порівнянні з попередніми до неї.
Після прийняття Міжнародної системи одиниць ГКМВ практично всі найбільші міжнародні організації включили її у свої рекомендації з метрології і призвали всіх членів цих організацій прийняти її. У нашій країні система SI офіційно була прийнята шляхом введення в 1963 р. відповідного державного стандарту. Слід врахувати, що в той час усі державні стандарти мали силу закону і були суворо обов'язкові для виконання.
В Україні одиниці фізичних величин Міжнародної системи одиниць встановлені в ДСТУ 3651.0-97, ГОСТ 3651.1.-97, ГОСТ 3651.2-97
На сьогоднішній день система SI дійсно стала міжнародною, але поруч з тим, застосовуються і позасистемні одиниці, наприклад, тонна, доба, літр, гектар тощо.
Основні метрологічні характеристики вимірювальних засобів
і похибки методів вимірювань
Ціна поділки шкали приладу - значення вимірюваної величини, що відповідає одній поділці шкали (наприклад, величини 0,002 мм на рисунку 1).
Інтервал поділки шкали (або поділка шкали) - відстань між осями двох штрихів, що лежать поряд (рисунок 1).
Точність відліку - точність, досягнута при отриманні відліку на даному приладі. Точність відліку виражається в дробових частинах ціни поділки шкали.
Межі вимірювання за шкалою приладу (або межі показання) визначають область застосування інструмента або приладу. Так, наприклад, мініметр з ціною поділки 0,001 мм, що має межі вимірювань ± 60 мк, не може застосовуватись для контролю партії виробів, що мають допуск 120 мк. Межі вимірювання за шкалою приладу визначаються ціною похибки шкали і числом поділок.
Межі вимірювання приладу в цілому складаються з меж вимірювань за шкалою приладу і з меж вимірювань, зумовлених габаритами стійки, в якій закріплений прилад (рисунок 1).
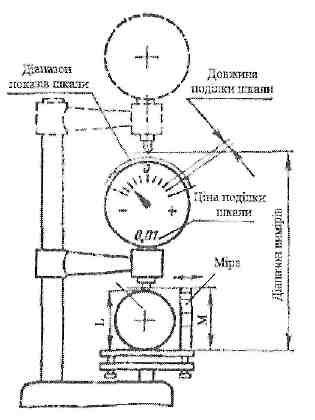
Рисунок 1 - Основні метрологічні характеристики вимірювального засобу
Похибка показів - різниця між показами приладу і дійсним значенням вимірюваної величини.
Допустима похибка - найбільша за абсолютною величиною похибка міри або показів приладу, допустима діючими нормами.
Варіація (нестабільність) показів - найбільша, отримана експериментально різниця між окремими повторними результатами вимірювань однієї і тієї ж величини при незмінних зовнішніх умовах.
Вимірювальне зусилля - зусилля, що виникає в процесі вимірювання при контакті вимірювальних поверхонь приладу з вимірюваним об'єктом.
Передаткове відношення — відношення лінійного або кутового переміщення покажчика (або шкали при нерухомому покажчику) до зміни вимірюваної величини, яка викликала це переміщення.
Похибка методу вимірювань визначається сукупністю впливу, головним чином, наступних факторів:
- похибки показів вимірювального засобу;
- похибки кінцевих мір (або зразків), за якими встановлюється прилад;
- похибки, що викликана при вимірюванні відхиленням
температури від нормальної (20°);
- похибки, що викликана вимірювальним зусиллям приладу;
- похибки, пов'язаної зі станом поверхні об'єкта вимірювання.
Таким чином, похибка показів вимірювальних приладів є тільки однією зі складових похибки методу вимірювань, і при виборі універсальних вимірювальних засобів потрібно враховувати значення похибки метода вимірювань.
Похибка показів власне вимірювального засобу і його вимірювальне зусилля обмежуються відповідними стандартами і наводяться в паспортах приладів.
Похибки кінцевих мір та допустимі відхилення від нормальної температури (20°) нормуються ГОСТ.
5 Еталони, їх класифікація і види
Еталон - це високоточна міра, призначена для відтворення і збереження одиниці величини з метою передачі її розміру іншим засобам вимірів. Від еталона одиниця величини передається розрядним еталонам, а від них - робочим засобам вимірів.
Еталони класифікують на первинні, вторинні і робочі.
Первинний еталон - це еталон, що відтворює одиницю фізичної величини з найвищою точністю, можливою в даній області вимірів на сучасному рівні науково-технічних досягнень. Первинний еталон може бути національним (державним) і міжнародним.
Національний еталон затверджується як вихідний засіб вимірювання для країни національним органом з метрології. В Україні національні (державні) еталони затверджує Держстандарт Україні.
Міжнародні еталони зберігає і підтримує Міжнародне бюро мір і ваг (МБМВ). Найважливіша задача діяльності МБМВ складається в систематичних міжнародних звіреннях національних еталонів найбільших метрологічних лабораторій різних країн з міжнародними еталонами, а також між собою, що необхідно для забезпечення вірогідності, точності і єдності вимірів як однієї з умов міжнародних економічних зв'язків. Звіренню підлягають як еталони основних величин системи SI, так і похідних. Порядок розроблення, затвердження, реєстрації та зберігання еталонів в Україні встановлює ДСТУ 3231-95.
Для еталонів встановлені визначені періоди звірення. Наприклад, еталони метра і кілограма звіряють кожні 25 років, а електричні і світлові еталони - один раз у 3 роки.
Первинному еталону супідрядні вторинні і робочі (розрядні) еталони. Розмір відтвореної одиниці вторинним еталоном звіряється з державним еталоном. Вторинні еталони (їх іноді називають "еталони-копії") можуть затверджуватись або Держстандартом України, або державними науковими метрологічними центрами, що зв'язано з особливостями їх використання. Робочі еталони сприймають розмір одиниці від вторинних еталонів і в свою чергу слугують для передачі розміру менш точному робочому еталону (чи еталону більш низького розряду) і робочим засобам вимірів.
Найпершими офіційно затвердженими еталонами минулого були прототипи метра і кілограма. Вони були виготовлені у Франції і в 1799 р. були передані на збереження в Національний архів цієї країни. Тому їх стали називати "метр Архіву" і "кілограм Архіву". З 1872 р. кілограм став визначатися як той, що дорівнює масі "кілограма Архіву". Кожен еталон основної чи похідної одиниці Міжнародної системи SI має свою цікаву історію і зв'язаний з тонкими науковими дослідженнями й експериментами.
Принцип єдності баз
Одна з головних задач метрології — забезпечення єдності вимірів - може бути вирішена при дотриманні двох умов, які можна назвати основними:
- вираження результатів вимірів у єдиних узаконених одиницях;
- установлення припустимих помилок (похибок) результатів вимірів і меж, за які вони не повинні виходити при заданій імовірності.
Похибкою називають відхилення результату вимірів від дійсного значення вимірюваної величини. При цьому слід мати на увазі, що істинне значення фізичної величини вважається невідомим і застосовується в теоретичних дослідженнях; дійсне значення фізичної величини встановлюється експериментальним шляхом у припущенні, що результат експерименту (виміру) у максимальному степені наближається до істинного значення. Похибки вимірів приводяться в технічній документації на засоби вимірів чи у нормативних документах. Якщо врахувати, що похибка залежить ще і від умов, у яких проводиться сам вимір, від експериментальної помилки методики і суб'єктивних факторів людини у випадках, де вона безпосередньо бере участь у вимірах, то можна говорити про декілька складових похибок вимірів або про сумарну похибку.
Єдність вимірів, однак, не може бути забезпечена лише збігом похибок. Потрібно ще і вірогідність вимірів. Це говорить про те, що похибка не виходить за межі відхилень, заданих у відповідності з поставленою метою вимірів. Є ще і поняття точності вимірів, що характеризує степінь наближення похибки вимірів до нуля, тобто до істинного значення вимірюваної величини.
Узагальнює всі ці положення сучасне визначення поняття єдність вимірів - стан вимірів, при якому їхні результати виражені в узаконених одиницях, а похибки відомі з заданою імовірністю і не виходять за встановлені межі.
Як вище відзначалося, заходи щодо реального забезпечення єдності вимірів у більшості країн світу встановлені законами і входять у функції законодавчої метрології.
Контрольні питання
1 Що таке метрологія?
2 Перші види вимірювання
3 Роль міжнародної метричної конвенції в світовому розвитку метрологічної науки
4 Практична, фундаментальна та законодавча метрологія
5 Види вимірювання, шкали
6 Фізичні величини як об’єкти вимірювань
7 Основні метрологічні характеристики вимірювальних засобів
8 Похибки методів вимірювань
9 Еталони, їх класифікація і види
10 Принцип єдності баз.
6 Універсальні та спеціальні засоби вимірювань
Універсальні інструменти і прилади абсолютних вимірювань
Інструменти і прилади використовують для безпосереднього визначення вимірюваної величини. Найпоширенішими вимірювальними інструментами є штангенінструменти і мікрометричні вимірювальні інструменти. До штангенінструментів належать: штангенциркулі для вимірювання зовнішніх і внутрішніх розмірів; штангенглибиноміри для вимірювання глибини отворів, пазів; штангенрейсмуси для розмічання і вимірювання висоти виробів.
Усі види штангенінструменту мають штангу і відліковий пристрій з ноніусом, який дає змогу проводити відлік дробових часток поділок основної шкали. Ноніуси виготовляють з величиною відліку 0,1; 0,05 і 0,02 мм. В основі відліку за ноніусом лежить здатність людського ока точніше визначити ступінь співпадання штрихів двох зімкнутих шкал.
Види штангенінструментів
Основними видами штангенінструментів є: штангенциркуль, штангенглибиномір та штангенрейсмус (рисунок 2). Bci вони мають однаковий відліковий пристрій, що складається із штанги з основною шкалою та ноніуса з додатковою шкалою.
Штангенглибиномір (рисунок 2в) відрізняється від штангенциркуля тим, що в нього відсутня губка штанги, а губка рамки виконана у вигляді площини. ГОСТ 162 передбачає виготовлення трьох типорозмірів штангенглибиномірів:
- з межами вимірювань 0...200 мм та 0...300 мм i точністю відліку за ноніусом 0,05 мм;
- з межами вимірювань 0...500 мм та точністю відліку за ноніусом 0,1 мм.
Штангенрейсмус (рисунок 2а) відрізняється від штангенциркуля тим, що замість губки штанги він має масивну основу з точно обробленою площиною. ГОСТ 164 передбачає виготовлення штангенрейсмасів з ціною поділки 0,4 мм i 0,05 мм та межами вимірювання 0—250... 1500-2500 мм.
Штангенциркулі та штангенглибиноміри використовуються
основному для вимірювань;
штангенрейсмаси - для розмітки, також ними можна вимірювати зовнішні та внутрішні розміри деталей;
штангенциркуль ШЦ-2 можна використовувати для розмітки.
Серед штангенінструменів найбільш розповсюджені штангенциркулі, що зумовлене універсальністю останніх.
ГОСТ 166 передбачає виготовлення трьох типів штангенциркулів (рисунок 2):
ШЦ-1 - з двобічним розташуванням губок й ніжкою глибиноміру, ціною поділки 0,1 мм та межами вимірювання 0...125 мм. Він є найуніверсальнішим, але має невисоку точність (рисунок 2б).
ШЦ-2 - має двобічне розташування губок i вузол мікроподачі ноніуса, ціну поділки 0,05 та 0,02 мм i межі вимірювання 0...200 та 0...320 мм (рисунок 2д).
ШЦ-3 - застосовують для вимірювання великих розмірів, він має однобічні губки, ціну поділки 0,1 та 0,05 мм i межі вимірювання 0...500; 250...710; 320...1000; 500...1400; 800...2000 мм (рисунок 2г).
На рисунку 2е, представлений штангенциркуль з індикаторним відліком.
На рисунку 2ж - представлений штангенциркуль з електронним цифровим відліком.
Деякі параметри штангенінструментів представлені в таблиці 1.
Таблиця 1
| Тип інструменту | Границі вимірювань, мм | Відлік за ноніусом, мм |
| ШЦ-1, ШЦТ-1 | 0...125 | 0,1 |
| ШЦ-2, ШЦ-3 | 0...160;0...200;0...250 | 0,05 та 0,1 |
| 0...400; 250...630 | 0,1 | |
| 320...1000; 500...1600 | 0,1 | |
| 800...2000; 1800...3000 | 0,1 | |
| 2000...4000 | 0,1 | |
| Штангенглибиноміри | 0...160;0...200;0...250 | 0,05 |
| 0...315; 0...400 | 0,1 | |
| 0...400;0...500 | 0,1 | |
| Штангенрейсмаси | 0...250; 40...400; 60...630 | 0,05 |
| 60...630; 100...1000 | 0,1 | |
| 600...1600; 1500...2500 | 0,1 |
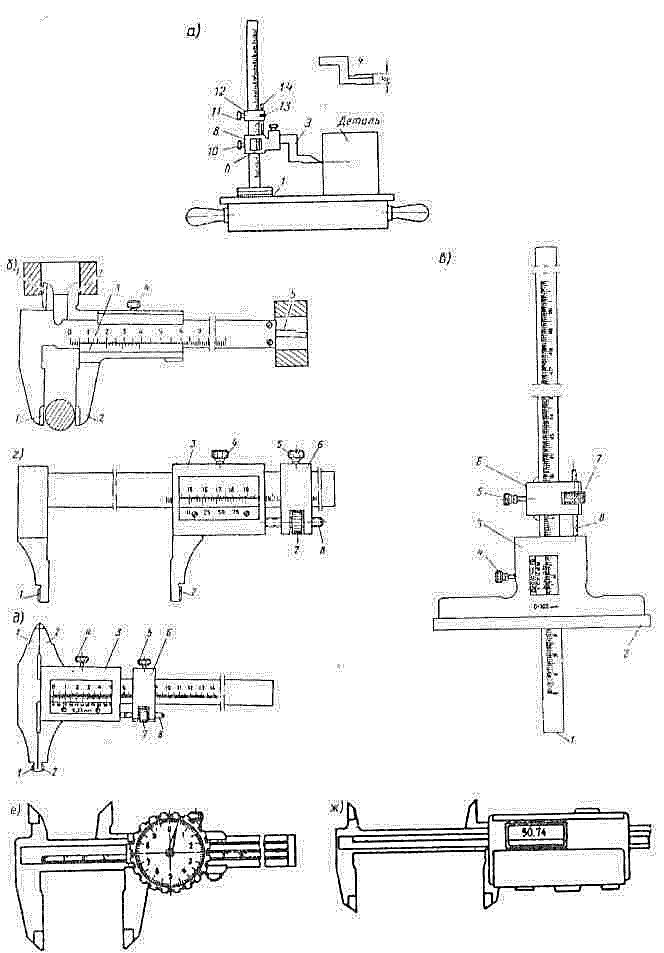
Рисунок 2 - Види штангенінструментів
Основна шкала у штангенінструментів нанесена на штанзі з інтервалом поділки 1 мм i призначена для відліку цілих міліметрів.
Шкала ноніуса використовується для відліку долей міліметра.
Точність, з якою можна проводити відлік за шкалою штангенінструмента, залежить від того, на скільки інтервал поділки шкали ноніyca менший за інтервал поділки основної шкали. У відповідності з цим точність відліку за шкалою штангенінструмента може бути 0,1; 0,05 або 0,02 мм.
При вимірюванні деталі ноніус займає відносно основної шкали положения, в якому нульовий штрих ноніyca вказує на основній шкалі величину розміру, що вимірюється (рисунок 3б).
Якщо нульовий та останній штрихи ноніуса точно співпадають з поділками основної шкали, то розмір або дорівнює нулю, або складається тільки з цілих міліметрів, які належить відліковувати за основною шкалою від нульового штриха ноніуса (рисунок 3а).
Якщо нульовий штрих ноніyca не співпадає з поділкою основної шкали, poзміp буде дробовим, дoлі міліметра належить відрахувати по тій поділці ноніуса, яка співпадає з однією з поділок основної шкали (рисунок 3б, в, г).
Таким чином, відлік poзміpy проводиться згідно до виразу:
L = І + к • iH,
де L - вимірюваний poзміp;
І – показник основної шкали;
к - порядковий номер штриха, що співпадає з будь-яким штрихом ocновнoї шкали;
iH — ціна поділки ноніуса, мм.
Правило відрахування показань за шкалою з ноніусом
- ціле число міліметрів, з якого складається розмір, тобто І, визначається цілим числом інтервалів шкали між нульовою поділкою штанги i нульовою поділкою ноніуса;
- дробова доля міліметра, що входить в розмір, дорівнює порядковому номеру штриха к шкали ноніуса, помноженому на величину ціни поділки ноніyca.
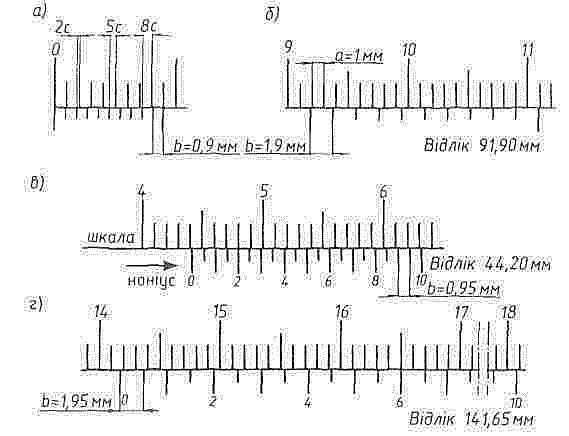
а) с = 0,1 мм, j = 1, n = 10;
б) с = 0,1 мм, j = 2, n = 10;
в) с = 0,05 мм, j = 1, n= 20;
г) с = 0,05 мм, j = 2,n= 10.
Рисунок 3 - Відлік за ноніусами штангенінструментів
Порядок вимірювання
Перевірити "нульове" положення штангенциркуля, щільно зсунувши його губки. Якщо інструмент справний, то:
- пересувна рамка разом із рамкою мікрометричної подачі
пересувається легко без заїдання;
- світлова щілина між губками у початковому положені відсутня;
- "мертвий" хід мікрогвинта не перевищує 1/4 оберту;
- співпадають нульові штрихи ноніуса та штанги; обов'язкова наявність пружини та кріпильних гвинтів.
Для визначення розміру деталі поверхня щільно затискається між вимірювальними поверхнями губок (дивись рисунок 2б) При цьому штангенциркуль належить тримати правою рукою за штангу, а рамку пересувати великим пальцем руки за виступ. Затискати губку належить так, щоб інструмент мir вільно ковзати по деталі i в той же час не мав можливості хитатися на ній. Губки штангенциркуля повинні прилягати до вимірюваної поверхні по всій довжині i не перекошуватись. Після встановлення інструмента слід застопорити рамку затискачем i провести вдлік. При відліку розміру слід дивитися на шкалу під прямим кутом. В іншому paзi виникають неминучі помилки від паралаксу.
Види та призначення мікрометричних інструментів
Найбільше розповсюдження одержали мікрометри гладкі, мікрометричні нутроміри та мікрометричні глибиноміри. Загальним для них є наявність мікрометричної головки з гвинтовою парою та відліковим пристроєм у вигляді двох шкал (рисунок 4в).
Зовнішні розміри виробів слід вимірювати мікрометрами з плоскими вимірювальними поверхнями.
ГОСТ 6507 встановлює границі (межі) вимірювань для таких мікрометрів 0...25; 25...50; 50...75;...; 475...500 мм.
Мікрометри гладкі використовують для перевірки плоских та циліндричних деталей. Вони також можуть бути використані для вимірювання будь-якого охоплюваного poзміpy, наприклад, poзміpy "M" при вимірюванні середнього діаметру різьби методом трьох дротиків.
При використанні мікрометра його слід тримати в руках або встановити в стійці.
В мікрометрах для зовнішніх вимірів (рисунок 4) порожнисте стебло 1 жорстко пов'язане зі скобою 3. Однією з поверхонь вимірювання є торець мікрометричного гвинта 4, який є рухливим з виходом iз стебла на 25 мм. Іншою поверхнею вимірювання є торець п'ятки 5, запресованої в скобі.
Збільшення границь вимірювань досягається не за рахунок розмірів вимірювального механізму, а за рахунок pозмірів скоби 3 (дивись рисунок 4а та 4б).
Вимірювану деталь затискають між торцями мікрогвинта i п'ятки за рахунок обертання мікрогвинта, торець якого при цьому отримує поступальний рух. Вимірюване зусилля не повинне виходити за межі 900г.
При контролюванні великої партії деталей мікрометр може бути жорстко встановлений на відповідний розмір стопорним пристосуванням 7.
При різних інших вимірюваннях пристрій 7 повинен бути відстопореним.
Внутрішні розміри деталі слід вимірювати за допомогою мікрометричних нутромірів. В них відсутні скоба та трещітка, а вимірювальні кіцевики виконані сферичними.
Слід звернути увагу, що в них розширені границі вимірювань (більше 25 мм). Вони виготовляються з границями вимірювань 50...75; 75...175; 75...600;...; 4000...10000 мм. Це розширення меж вимірювань досягається за рахунок набору поздовжувачів, що додається до кожного інструменту.
Для вимірювання глибини пазів, отворів та висоти уступів слід використовувати міккрометричні глибиноміри. Діапазони вимірювань 0...100 та 0...150 мм також розширені за рахунок використання змінних вимірювальних стержнів
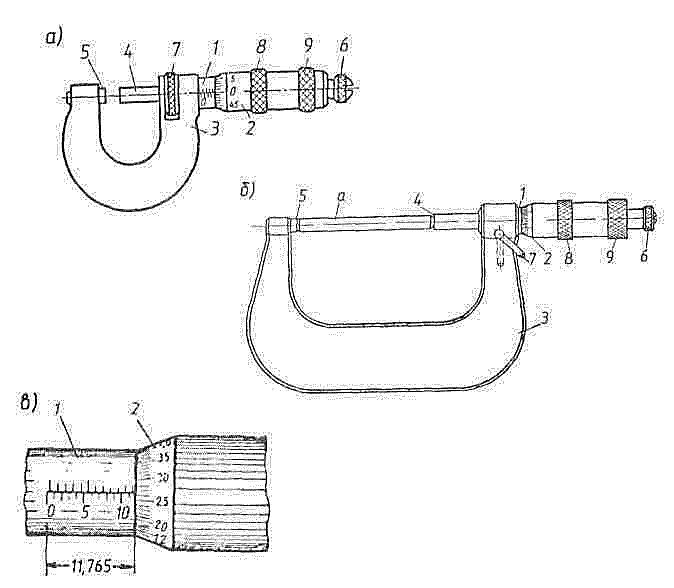
Рисунок 4 - Будова мікрометричних інструментів
Методика відліку розміру
За шкалою барабана відраховують coті долі міліметра. Ціна поділки шкали барабана вcix мікрометричних інструментів 0,01 мм. Шкала нанесена на конусний торець барабана i мае 50 штрихів, тобто один повний оберт барабана дає 0,5 мм (рисунок 4в).
Барабан зв'язаний із шпинделем (мікрометричним гвинтом), що має різьбу з кроком 0,5 мм. Число поділок барабана - 50.
При повному оберті барабана шпиндель переміщується вздовж oci на 0,5 мм, при оберті на 1 поділку -на 1/50 кроку:
0,5:50 = 0,01 (мм).
Отже, ціна поділки барабана дорівнює 0,01 мм (рисунок 5)
Вимірюваний розмір можна визначити за кутом оберту барабана, тобто за числом повних обертів та неповного оберту. Для зручності відліку повних обертів служить поздовжня шкала, яка нанесена на стеблі.
За шкалою стебла відраховують міліметри та напівміліметри. Шкала має два поздовжніх ряди міліметрових поділок, розташованих по обидва боки від горизонтальної лінії. Верхні штрихи поділок зсунуті відносно нижніх на 0,5 мм вправо. Обидва ряди штрихів створюють одну поздовжню шкалу з ціною поділки 0,5 мм. Вказівником для відліку цілого числа поздовжньої шкали служить скошений край барабана, вказівником для кругової шкали барабана - поздовжня лінія стебла.
Розмір, що перевіряється, з точністю до 0,5 мм відсікається по шкалі стебла 1 зрізом барабанчика 2. Biн відповідає цілому числу обертів барабанчика. Долі обертів, тобто coтi долі міліметра, відраховують на зpiзі барабанчика. Число сотих долей відповідає поділці кругової шкали, яка розташована напроти довгої осьової лінії (горизонтальної),що поділяє шкалу стебла на верхню і нижню частину.
Правило:
- якщо з-під зрізу барабанчика видно верхній штрих шкали, розмір буде складатись:
В = b + 0,5 + n · iм;
- якщо видно нижній штрих, то розмір дорівнює:
В = b + n · iм;
Де В - вимірюваний розмір, мм;
b - кількість поділок шкали стебла, що відсікається барабаном;
n - кількість поділок на cкoci барабана, що вказується
поздовжньою лінією стебла;
iм - ціна поділки мікрометричної головки, ім = 0,01 мм.
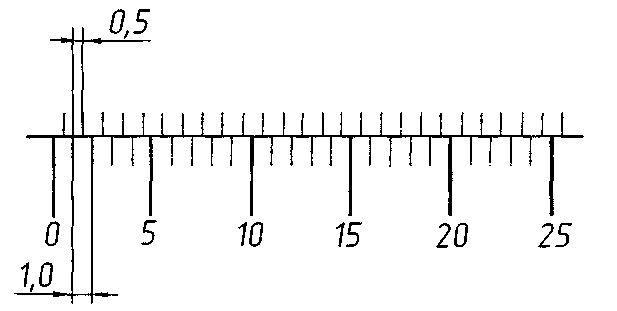
Рисунок 5 - Схема відліку розміру
Довжина шкали на стеблі складає 25 мм, що зумовлене складністю виготовлення гвинтів більшої довжини з необхідною точністю.
Порядок вимірювання
1 Встановити мікрометр в стійку. Протерти виірювальні
поверхні мікрометра та перевірити його установлення на нуль.
В цьому положенні нульовий штрих барабана повинен спвпадати з поздовжшнім штрихом стебла, а зріз барабана — відкривати нульовий штрих стебла.
В мікрометрах з границями вимірювань 0...25 мм нульове положення повинно бути при контакті вимірювальних поверхонь (мікрометричного гвинта та п'ятки); в мікрометрах з границями вимірювань 25...50 мм (50...75 мм) нульове положения повинно бути при контакті вимірювальних поверхонь з установчою мірою.
2 Якщо при перевірці мікрометра нульове положення не
встановлюється, слід закріпити рухомий барабан стопорним
гвинтом, відвернути гайку-фіксатор i установити барабан в потрібне положення, після чого закріпити фіксатор i знову перевірити нульову установку.
При установленнях та послідуючих вимірюваннях барабан слід обертати тільки за трещітку 9 (дивись рисунок 5). Невиконання цієї умови призводить до помилок в результатах та псування інструменту.
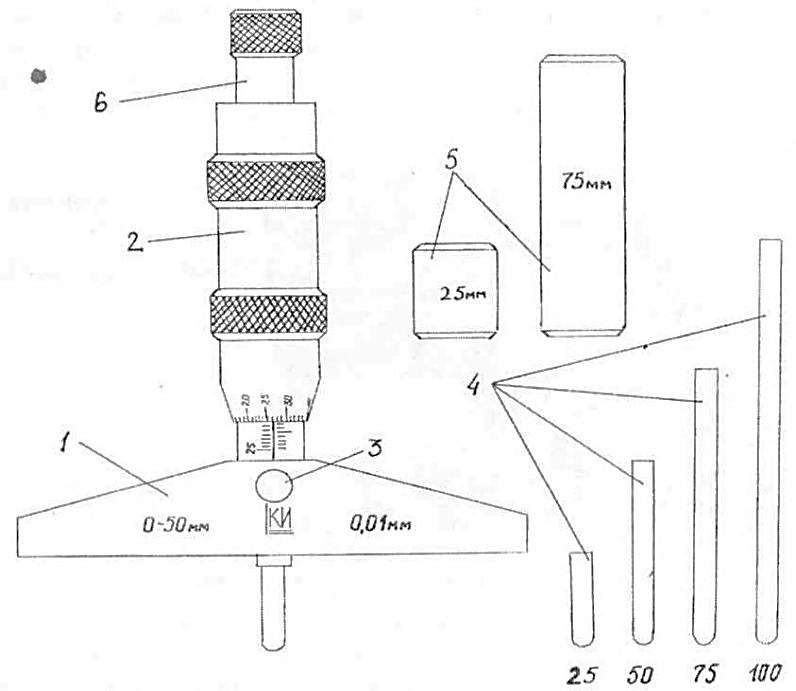
Мікрометричний глибиномір (рисунок 6) складається із основи 1 з плоскою вимірювальною поверхнею і мікрометричною головкою 2. Стопоріння мікрометричного гвинта виконується стопором 3. Мікрометричні глибиноміри випускаються а діапазоном вимірювань 0...100 і 0...150 мм і двох класів точності (1-го і 2-го). Границі допустимої похибки глибиномірів 1 -го класу точності з діапазоном вимірювання 0...100 мм не повинні перевищувати ± 3 мкм, а глибиномірів з діапазоном вимірювання 0...150 мм - ± 4 мкм; для глибиномірів 2-го класу точності відповідно ±5 і ±6 мкм.
Для мікрометричного глибиноміра додаються чотири (25, 50, 75 і ] 00 мм) змінні вимірювальні стержні і дві (25 і 75 мм) установчі міри.
 Працюючи з глибиноміром, насамперед потрібно визначити правильність його нульового відліку (рисунок 7). Щоб перевірити глибиномір для розмірів 25 мм, вимірювальний стержень 25 мм вставляють в отвір мікрометричного гвинта. Поверхню основи глибиноміра прижимають до плити. Обертаючи тріскачку 6, вимірювальну поверхню, стержня доводять до зіткнення в плитою. Якщо при цьому відлік за шкалами глибиноміра дорівнює нулю, то інструмент настроєно правильно; якщо не дорівнює нулю - потрібно відрегулювати, як було описано вище.
Працюючи з глибиноміром, насамперед потрібно визначити правильність його нульового відліку (рисунок 7). Щоб перевірити глибиномір для розмірів 25 мм, вимірювальний стержень 25 мм вставляють в отвір мікрометричного гвинта. Поверхню основи глибиноміра прижимають до плити. Обертаючи тріскачку 6, вимірювальну поверхню, стержня доводять до зіткнення в плитою. Якщо при цьому відлік за шкалами глибиноміра дорівнює нулю, то інструмент настроєно правильно; якщо не дорівнює нулю - потрібно відрегулювати, як було описано вище.
1 - основа (траверса); 2 - мікрометрична головка; З - стопор; 4 - змінні вимірювальні стержні; 5 - установчі міри; 6 - тріскачка
Рисунок 6 - Мікрометричний глибиномір
Глибиноміри з верхньою границею вимірювання понад 25 мм перевіряють набором установочних мір і стержнів, які вставляють в отвір мікрометричного гвинта. Мікрометричний глибиномір разом з вимірювальним стержнем встановлюють на відповідну установочну міру (мірний циліндрик), вимірюють міру і порівнюють її з показаннями глибиноміра. Приклади вимірювання деталей мікрометричним глибиноміром приведені на рисунку8.
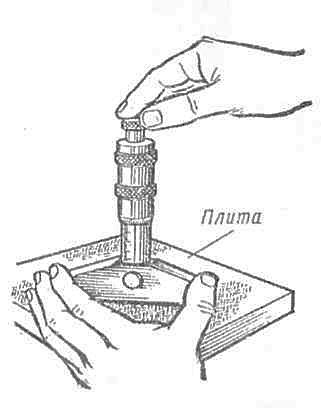
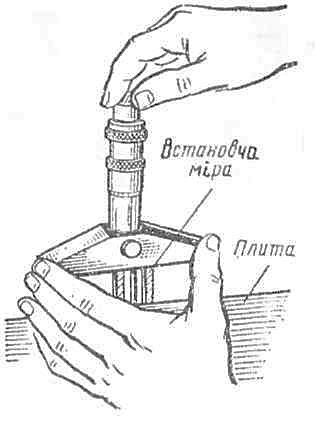
При межах вимірювань 0-25мм; При верхній межі вимірювань понад 25 мм (50, 75 і 100 мм)
Рисунок 7 - Перевірка нульового положення мікрометричного глибиноміру

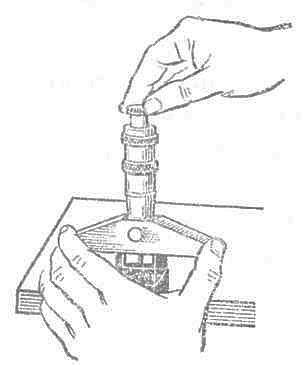
Рисунок 8 - Вимірювання мікрометричним глибиноміром
Мікрометричний нутромір (рисунок 9) призначається для вимірювання внутрішніх розмірів виробів. Мікрометричні нутроміри виготовляють з діапазоном вимірювання 50...75, 75... 175, 75...600, 150... 1250 і до 10000 мм.
Гранично допустимі похибки мікрометричних нутромірів визначаються залежно від вимірюваних розмірів і становлять від ± 6 мкм для вимірюваних розмірів від 50 до 125 мм і до ±180 мкм для вимірюваних розмірів від 9200 до 10 000 мм.
Мікрометричний нутромір складається з мікрометричної головки 2, наконечника 1 зі сферичною головкою і подовжувачів 3. Найменша границя вимірювання мікрометричної головки становить 50 або 75 мм. Цій границі відповідає відстань між вимірювальними поверхнями при нульовому відліку за шкалами. Величина переміщення мікрометричного гвинта становить 13мм. Отже, мікрометрична головка дає змогу вимірювати внутрішні розміри в границях 50...63 мм або 75...88 мм. Для розширення границь на ліву нарізну частину стебла замість наконечника нагвинчуються спеціальні подовжувачі.
Нульовий відлік головки нутроміра перевіряють установчою мірою 4 так, як перевіряється мікрометр.
Перш ніж вимірювати внутрішній діаметр (розмір) потрібно підібрати подовжувачі, які забезпечать вимірювання заданого діаметра. Наприклад: при діаметрі гільзи циліндрів 110 мм потрібен подовжувач 25 мм; для гільзи діаметром 125 мм - подовжувачі 13 і 25 мм, для гільзи діаметром 145 мм - подовжувачі 13 і 50 мм (для мікрометричного нутроміра 75...68 мм).
Методика вимірювання внутрішнього діаметра гільзи рекомендує такі дії:
- встановити мікрометричну головку на нуль;
- підібрати подовжувачі відповідно до вимірюваного розміру;
- встановити нутромір в діаметральній площині так, щоб мікрометрична головка була справа, а її поділки було видно зверху;
- нахилити нутромір так, щоб його права частина була вище лівої на 5... 15 мм;
- обертаючи барабан на себе, довести мікрометричну голівку до зіткнення з гільзою;
|
|
|
|
|
Дата добавления: 2014-11-09; Просмотров: 2458; Нарушение авторских прав?; Мы поможем в написании вашей работы!