КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Заняття № 8-9
|
|
|
|
0,63 0,032 0,32 70
Кресленнях (ГОСТ 2.309)
Позначення шорсткості поверхні на кресленнях
Шорсткість поверхонь позначається на кресленні для всіх поверхонь виробу, крім тієї, шорсткість якої не зумовлена вимогами конструкції.
У залежності від обраного виду обробки встановлено 3 знаки позначення шорсткості поверхні:
- переважний знак, коли вид механічної обробки не встановлений;
- знак утворення поверхні засобами видалення шару матеріалу, наприклад, точінням, фрезеруванням, шліфуванням тощо;
- знак поверхні, отриманої без видалення шару матеріалу (литтям, куванням, прокатом, штампуванням тощо), а також поверхні, до обробки яких вимоги не встановлені.
Значення параметра шорсткості вказують над знаком позначення шорсткості трьома способами:
- вказують найбільші допустимі значення параметра після
відповідного символу, наприклад:
Rmax 6,3; Sm 0,63; Rz 32.
Параметр Ra вказують без символу, наприклад, 0,5;
- числові значення параметрів вказують в діапазоні їхніх
Значень, розміщуючи межі значень параметрів у двох рядках,
наприклад:
1,00 Rz 0,080 Rmax 0,80 t5050
- вказують номінальне значення параметра з граничними
відхиленнями за ГОСТ 2789, наприклад: 1±20%; Rz80_10о/о;
Sm0,63+20%;t5070±40%.
При вказуванні двох чи більше параметрів шорсткості поверхні в позначенні шорсткості значення параметрів записують зверху донизу в наступному порядку:
- параметр висоти нерівності Ra (Rz);
- параметр кроку Sm;
- відносну опорну довжину профілю tp.
На поличці знаку шорсткості вказують вид обробки поверхні тільки в тих випадках, коли він є єдиним, що застосовується для одержання необхідної якості поверхні.
Під поличкою вказують базову довжину l тільки тоді, коли висотні параметри Ra і Rz визначаються в межах базової довжини, що відрізняється від рекомендованої, зазначеної в таблиці вище.
Умовні позначки напрямку нерівностей наступні:






Ці позначки приводять на кресленні тільки в разі потреби за схемою
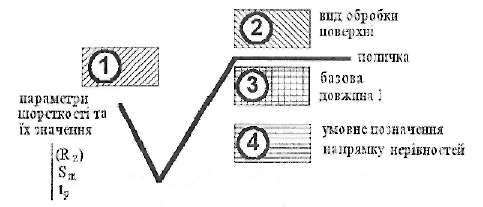
Рисунок 2 - Схема позначення шорсткості поверхні
Шорсткість залежить від інструменту, яким оброблена поверхня, а також від технологічного процесу та режимів виконання тих чи інших операцій (рисунок 3).
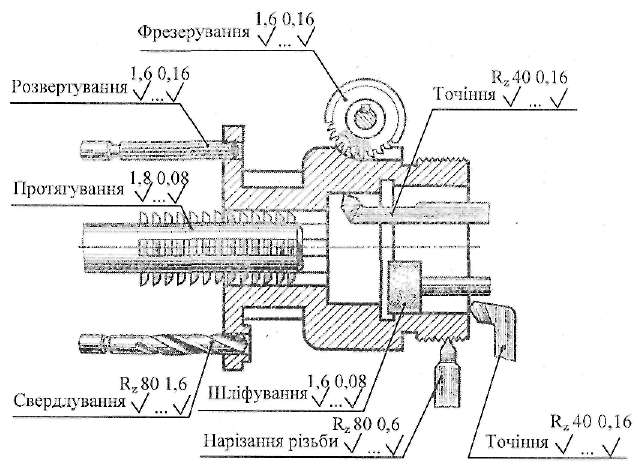
Рисунок 3 - Числові значення параметрів шорсткості поверхонь,
що отримані деякими способами обробки
Знак (знаки шорсткості) наносять на кресленнях одним із способів, вказаних на рисунку.
Шорсткість поверхонь визначають за формулою:
Ra =0,05 Т,
де Т - допуск розміру, мкм.
Хвилястість поверхні - це періодично повторювані нерівності, в яких відстань між вершинами виступів чи поглибленнями западин більша базової довжини 1 (див. рисунок 4).
Хвилястість займає проміжне значення між відхиленнями форми і шорсткістю поверхні, впливає на надійність роботи виробів і тому нормована.
Рекомендацією по стандартизації РС 3951-73 встановлено З параметри хвилястості:
1 Wz - висота хвилястості - середнє арифметичне з 5-ти
висот хвилястості (W1, W2, W3, W4, W5), виміряних на 5-ти однакових ділянках виміру хвилястості(l w19, l w29, l w39, l w49, l w59):
Wz = 1/5 · (W1 + W2 + W3 + W4 + W5)
2 Wmax - найбільша висота хвилястості - відстань між найвищою і найнижчою точками вимірюваного профілю в межах
ділянки виміру lw, визначеного на одній повній хвилі.
При цьому межі значення хвилястості слід вибирати з ряду: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200мкм.
3 Sw- середній крок хвилястості - середнє арифметичне значення довжин хвиль Swі, вимірюваних від середньої лінії:

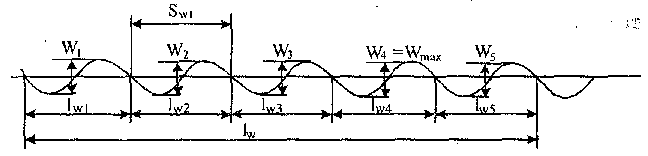
Рисунок 4 - До визначення хвилястості поверхні
Залежність величини шорсткості і хвилястості від
способу обробки поверхні
Вибір параметрів для нормування шорсткості поверхні повинен виконуватись з урахуванням призначення та експлуатаційних властивостей поверхні. В усіх випадках основним є нормування висотних параметрів.
Відхилення форми і взаємного положення, шорсткість і хвилястість поверхонь деталей значно впливають на експлуатаційні показники роботи машин. Відхилення геометричних параметрів деталей призводять до посиленого спрацювання, знижують надійність і довговічність машин.
Хвилястість і шорсткість у рухомих з'єднаннях призводять до нерівномірності зазору і до зменшення площі контакту, а отже, збільшують питомий тиск, "схоплюють" окремі нерівності і виривають частинки металу, які, потрапляючи до мастила активно діють і збільшують спрацювання у початковий період роботи. Чим більше початкова шорсткість відрізняється від оптимальної, тим більш буде спрацювання у період припрацювання
Хвилястість і шорсткість у рухомих з'єднаннях призводять до нерівномірності зазору і до зменшення площі контакту, а отже, збільшують питомий тиск, "схоплюють" окремі нерівності і виривають частинки металу, які, потрапляючи до мастила активно діють і збільшують спрацювання у початковий період роботи. Чим більше початкова шорсткість відрізняється від оптимальної, тим більш буде спрацювання у період припрацювання
Шорсткість поверхні впливає також на втомлювану міцність деталей і на герметичність з'єднання. Вигладжування поверхонь (після точіння або шліфування) алмазними кінцевиками з радіусом сфери або циліндра 2...З мм на 25...40% підвищує втомлювану міцність і на 15...50% стійкість до спрацювання деталей з легованих сталей (за рахунок створення залишкових напруг стиску і кращих параметрів шорсткості).
У нерухомих з'єднаннях шорсткість поверхонь деталей впливає па їх міцність. При запресовуванні вала в отвір відбувається часткове зрізання поверхонь, внаслідок чого зменшується дійсний натяг порівняно з розрахунковим.
Мікронерівності сприяють розвитку корозії металу. На грубо оброблених поверхнях корозія виникає і розповсюджується швидше.
Із сказаного випливає, що обґрунтоване призначення точності є важливим фактором підвищення надійності і довговічності робити машин, їх строку служби.
Контрольні запитання
1 Що таке хвилястість, шорсткість? їх визначення
2 Розходження між хвилястістю та шорсткістю поверхні
3 Що таке середня лінія профілю поверхні та як вона проводиться?
4 Які параметри кількісної оцінки шорсткості та як вони
визначаються?
5 Позначення шорсткості поверхні на кресленнях. Приклади
6 Типи та умовні позначення на кресленнях напрямків не
рівностей поверхні.
7 Основні методи та засоби вимірювань шорсткості поверхні.
8 Залежність величини шорсткості від способу обробки поверхні
Змістовий модуль 4 Точність форми і розташування поверхонь
ПЛАН:
1 Взаємозамінність за формою і розташуванням поверхонь деталей. Відхилення форми циліндричних поверхонь. Відхилення форми плоских поверхонь.
2 Відхилення розташування, залежні та незалежні допуски розташування. Допуски розташування осей отворів для кріпильних деталей.
3 Позначення граничних відхилень форми і розташування поверхонь
Мета заняття: Необхідно вивчити поняття і визначення: реальний профіль і реальна поверхня, пряма, що прилягає, поверхня, площина, що покладені в основу нормування; система відліку відхилень форми і розташування поверхонь; розглянути відхилення форми циліндричних і плоских поверхонь, а також відхилення розташування поверхонь і осей. При цьому слід звернути увагу на сутність залежних і незалежних допусків розташування та їхнє практичне застосування, а також на умовне позначення допусків форми і розташування на кресленнях.
Мета виховна: Неточності форми і розташування поверхонь – це результат не збігання технологічних і конструкторських баз і неточності обробки
Самостійна робота № 4
ТЕМА: Точність форми і розташування поверхні
| ПЛАН: 1Причини появи відхилення форми та розташування поверхонь. 2 Відхилення та допуски. 3 Термінологія, класифікація, умовні позначення. |
Література:1, с.77-86; 2, с.100-120; с. 611-614; заняття № 8-9, с. 56 - 72
1 Взаємозамінність за формою і розташуванням поверхонь деталей (ДСТУ 2498-94)
Відхилення та допуски форми поверхонь
Відхиленням форми поверхні чи профілю називається відхилення реальної поверхні або реального профілю від форми номінальної поверхні чи номінального профілю.
Реальна поверхня - це поверхня, що обмежує деталь та відокремлює її від навколишнього середовища.
Реальний профіль - це профіль, що отримується при перетині реальної поверхні деталі площиною (переважно перпендикулярною до поверхні).
Номінальна поверхня - це ідеальна поверхня, номінальна форма якої задана кресленням чи іншою технічною документацією.
Номінальний профіль - профіль номінальної поверхні (може бути поздовжній, поперечний).
Відлік відхилень форми поверхні здійснюють від прилеглої поверхні, яка:
- має форму номінальної поверхні;
- доторкається до реальної поверхні;
- розміщена поза матеріалом деталі так, щоб відхилення від
найбільш віддаленої точки реальної поверхні в межах нормованої ділянки мало мінімальне значення.
Аналогічно оцінюється відхилення форми від прилеглого профілю.
Параметром для кількісної оцінки відхилення форми згідно з ГОСТ 24642 є найбільша відстань від точок реальної поверхні по нормалі до останньої в межах заданої ділянки l до прилеглої поверхні.
Числові значення відхилень форми та розташування поверхонь встановлює ГОСТ 24643.
До реального профілю можна провести декілька прямих, що дотикатимуться до нього, наприклад, А—А, В—В, С—С (рисунок 1).

Рисунок 1 - Можливі дотичні прямі
Ці прямі будуть мати різні відхилення від реального профілю: Δ, Δ 1 , ДΔ 2. Але найменше відхилення Δ має тільки пряма С-С наслідком чого є те, що вона є прилеглою прямою.
Прилегла пряма - це пряма, що доторкається до реального профілю та розміщена поза матеріалом деталі так, що відхилення її від найбільш віддаленої точки реального профілю в межах нормованої ділянки є мінімальним.
Прилегла площина - це площина, що доторкається до реальної поверхні та розміщена поза матеріалом деталі так, що відхилення від неї до найбільш віддаленої точки реальної поверхні має мінімальне значення.
Прилегле коло вала (отвору) - це коло мінімального (максимального) діаметру (2·r), що описане навколо реального профілю зовнішньої (вписане в реальний профіль внутрішньої) поверхні обертання (рисунок 2).
|
|
|
|
|
Дата добавления: 2014-11-09; Просмотров: 1367; Нарушение авторских прав?; Мы поможем в написании вашей работы!