КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекція .Багатоцільові верстати з ЧПУ
|
|
|
|
Завдяки оснащенню багатоцільових верстатів (МС) пристроями ЧПУ і автоматичної зміни інструменту істотно скорочується допоміжний час при обробці і підвищується мобільність переналагодження. Скорочення допоміжного часу досягається завдяки автоматичним установці інструменту (заготовки) за координатами, виконанню всіх елементів циклу, зміні інструментів, кантування і зміні заготовки, зміни режимів різання, виконання контрольних операцій, а також великим швидкостям допоміжних переміщень.
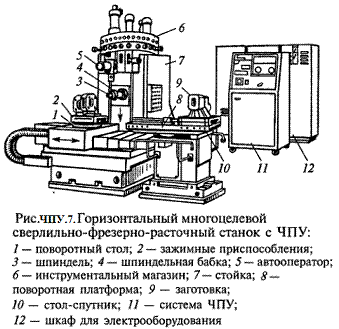
| Рис.2. Горизонтальний багатоцільовий свердлильно-фрезерно-розточний верстат з ЧПУ: 1-поворотний стіл; 2-затискні пристосування; 3-шпиндель; 4-шпиндельная бабка; 5-автооператор; 6-інструментальний магазин; 7-стійка; 8-поворотна платформа; 9-заготовка; 10-стіл-супутник; 11-система ЧПУ; 12-шафа для електрообладнання |
За призначенням МС діляться на дві групи: для обробки заготовок корпусних і плоских деталей і для обробки заготовок деталей типу тіл обертання. У першому випадку для обробки використовують МС свердлильно-фрезерно-розточний групи, а в другому-токарної і шліфувальної груп. Розглянемо МС першої групи, як найбільш часто використовувані.
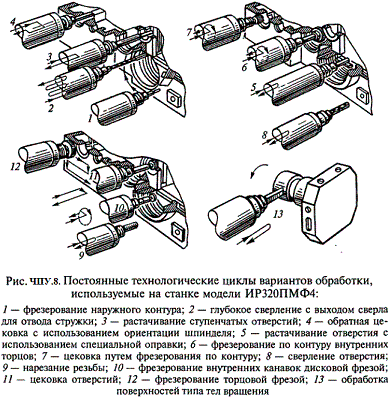
| Рис.3. Постійні технологічні цикли варіантів обробки, використовувані на верстаті моделі ІП320ПМФ4: 1-Фрезерування зовнішнього контуру; 2-глибоке свердління з виходом свердла для відводу стружки; 3 - розточування східчастих отворів; 4 - зворотна цековка з використанням орієнтації шпинделя; 5 - розточування отвору з використанням спеціальної оправлення; 6 - фрезерування по контуру внутрішніх торців; 7 - цековка шляхом фрезерування по контуру; 8 - свердління отвору; 9 - нарізання різьби; 10 - фрезерування внутрішніх канавок дискової фрезою; 11 - цековка отворів; 12 - фрезерування торцевої фрезою; 13 - обробка поверхонь типу тіл обертання |
МС мають такі характерні особливості: наявність інструментального магазину, що забезпечує оснащеність великим числом ріжучих інструментів для високої концентрації операцій (чорнових, получістових і чистових), в тому числі точіння, розточування. фрезерування, свердління, зенкерування, розгортання, нарізування різьблення, контролю якості обробки та ін; висока точність виконання чистових операцій (6... 7-й квалітети).
Для систем управління МС характерні сигналізація, цифрова індикація положення вузлів верстата, різні форми адаптивного управління. МС-це в основному одне шпиндельні верстати з револьверними і шпиндельними голівками.
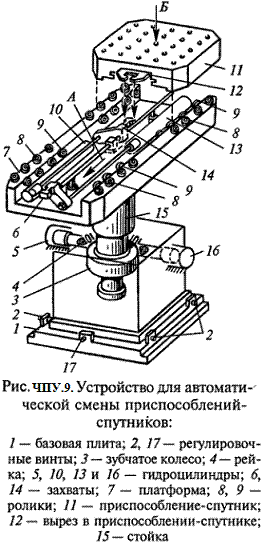
| Рис.4. Пристрій ЧПУ для автоматичної зміни пристосувань-супутників: 1-базова плита; 2,17-регулювальні гвинти; 3-зубчасте колесо; 4-рейка; 5,10,13, і 16-гідроциліндри; 6,14-захвати; 7-платформа; 8,9-ролики; 11 - пристосування-супутник; 12-виріз у пристосуванні-супутнику; 15-стійка |
Багатоцільові верстати (оброблювальні центри) для обробки заготовок корпусних деталей. МС для обробки заготовок корпусних деталей підрозділяють на горизонтальні (рис.2) і вертикальні (ріс.58).
Обробка заготовок на МС в порівнянні з їх обробкою на фрезерних, свердлильних та інших верстатах з ЧПК має ряд особливостей. Установка і кріплення заготовки повинні забезпечувати її обробку з усіх боків за одну установку (вільний доступ інструментів до оброблюваних поверхонь), так як тільки в цьому випадку можлива багатостороння обробка без перевстановлення.
Обробка на МС не вимагає, як правило, спеціального оснащення, так як кріплення заготовки здійснюється за допомогою упорів і прихватів. МС забезпечені магазином інструментів, поміщених на шпиндельної голівці, поруч з верстатом або в іншому місці. Для фрезерування площин використовують фрези невеликого діаметру і обробку виробляють рядками. Консольний інструмент, застосовуваний для обробки неглибоких отворів, має підвищену жорсткість і, отже, забезпечує задану точність обробки. Отвори, що лежать на одній осі, але розташовані в паралельних стінках заготовки, розточують з двох сторін, повертаючи для цього стіл із заготівлею.
Якщо заготовки корпусних деталей мають групи однакових поверхонь і отворів, то для спрощення складання технологічного процесу і програми їх виготовлення, а також підвищення продуктивності обробки (внаслідок скорочення допоміжного часу) в пам'ять УЧПУ верстата вводять постійні цикли найбільш часто повторюваних рухів (при свердлінні, фрезеруванні). У цьому випадку програмується тільки цикл обробки першого отвору (поверхні), а для інших - задаються лише координати (X і Y) їх розташування.
Як приклад на рис.3 показані деякі постійні технологічні цикли, включені в програмне забезпечення і використовувані при обробці на верстаті моделі ІР320ПМФ4.
Пристрій для автоматичної зміни пристосування-супутника (ПС) на верстаті моделі ІР500МФ4 показано на рис.4. ПС 11 встановлюють на платформу 7 (місткістю два ПС), на якій змонтовані гідроциліндри 10 і 13. Штоки гідроциліндрів мають Т-подібні захвати 14 і 6. При установці на платформу (переміщення по стрілці Б) ПС вирізом 12 входить в зачеплення із захопленням 14 штока. На платформі ПС базується на роликах 9 і центрується (по бічних сторонах) роликам 8 (вихідне положення ПС у позиції очікування). Переміщення штока гідроциліндра 10 обумовлює кочення (по роликах) супутника. При русі штока гідроциліндра 13 захоплення 6 переміщається (по направляючої штанзі) і котить ПС по роликах 9 та 8 (в напрямку стрілки А) на поворотний стіл верстата, де супутник автоматично опускається на фіксатори. У результаті захоплення 6 виходить із зачеплення з ПС і стіл верстата (з закріпленим на ньому супутником) на швидкому ходу переміщається в зону обробки.
Заготівлю закріплюють на супутнику під час обробки попередньої заготовки (коли ПС перебуває в позиції очікування) або заздалегідь, поза верстата. Після того як заготівля буде оброблена, стіл верстата автоматично (на швидкому ходу) пересувається вправо до пристрою для зміни супутника і зупиняється в такому положенні, при якому фігурний паз ПС опиняється під захопленням 6. Гідроциліндр поворотного столу расфіксіруется супутник, після чого ПС входить в зачеплення із захопленням 6, а масло надходить у штокову порожнину гідроциліндра 13, шток зміщується в крайнє праве положення і переміщує супутник із заготівлею на платформу 7, де вже знаходиться ПС з новою заготовкою. Щоб поміняти супутник місцями, платформа повертається на 180 ° (на стійці 15) зубчастим колесом 3, зв'язаних з рейкою 4, що приводиться в рух гідроциліндрами 5 і 16. Платформу 7 точно вивіряють щодо поворотного столу верстата за допомогою регулювальних гвинтів 2 і 17, вкручених в виступи базової плити 1, нерухомо закріпленої на фундаменті.
|
|
|
|
|
Дата добавления: 2014-11-09; Просмотров: 2892; Нарушение авторских прав?; Мы поможем в написании вашей работы!