КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лента 4П – 500 – 2 – БКНЛ-65 – 2 – 1 – П ГОСТ 20-85. 2 страница
|
|
|
|
 . (3,2)
. (3,2)
Если материал перемещается на грузонесущем элементе желобчатой формы площадью поперечного сечения F0 (м) сплошным потоком, то при коэффициенте заполнения желоба материалом ψ площадь поперечного сечения груза будет равна (м):
F = F0 ψ.
В этом случае количество материала на 1 м длины конвейера
 , (3.3)
, (3.3)
 . (3.4)
. (3.4)
Подставив значения погонной нагрузки (3.3) (3.4) в соответствующие выражения (3.1) и (3.2), получим
 , (3.5)
, (3.5)
 . (3.6)
. (3.6)
При транспортировании груза отдельными порциями, например, в ковшах объемом i0 (л) с коэффициентом их заполнения ψ, объем i таких порций равен i =i0 ψ.
Тогда погонная нагрузка при шаге ковшей tк (м) в соответствующих единицах (л/м и кг/м) равна
 , (3.7)
, (3.7)
 , (3.8)
, (3.8)
и часовая производительность составляет
 , (3.9)
, (3.9)
 . (3.10)
. (3.10)
Таким образом, производительность машин непрерывного действия является функцией скорости транспортирования и геометрических размеров грузонесушего органа: площади поперечного сечения ленты F0 для ленточного конвейера или линейного объема ковшей i0/tк для ковшевого элеватора.
Обычно при проектировании машин непрерывного действия возникает задача – подобрать геометрические параметры конвейера заданной производительности для транспортирования определенного вида материала. В этом случае в зависимости от типа машины и физико-механических свойств груза выбирают рабочую скорость транспортирования, формулы (3.5), (3.6) или (3.9), (3.10) преобразуют и определяют геометрические параметры грузонесущего органа конвейера.
4. КОНВЕЙЕРЫ С ГИБКИМ ТЯГОВЫМ ОРГАНОМ
4.1. Ленточные конвейеры
Наибольшее распространение на заводах по переработке торфа получили ленточные конвейеры (ГОСТ 22644-77 - ГОСТ 22647-77).
В торфяных машинах ленточные конвейеры используются для перемещения фрезерного и кускового торфа (машины МТФ-62, МТФ-37) [9].
Это объясняется в первую очередь тем, что ленточные конвейеры из-за значительной скорости движения имеют производительность, во много раз превышающую производительность других конвейеров. Они бесшумны в работе, могут иметь сложную трассу с горизонтальными и наклонными участками, благодаря простоте конструкции и эксплуатации имеют высокую надежность.
К недостаткам ленточных конвейеров можно отнести высокую стоимость ленты (до 50% общей стоимости конвейера), сложность использования при транспортировании липких, горячих и тяжелых штучных грузов, малый угол наклона конвейеров, что значительно увеличивает длину конвейера и используемых для них наклонных галерей.
4.1.1. Устройство конвейера
Ленточный конвейер [2, 3] состоит из бесконечной ленты (рис. 18), которая огибает концевые приводной и натяжной барабаны. Лента опирается на поддерживающие ролики: верхние и нижние, которые закреплены на станине. Грузонесущей является верхняя ветвь ленты, она загружается материалом из загрузочной воронки, разгружается либо с помощью промежуточных разгрузочных устройств или через концевой барабан в разгрузочную воронку.
Очистка ленты от прилипшего материала производится очистным устройством.
 Для устойчивого неподвижного положения груза на ленте угол наклона ленточных конвейеров не должен превышать на 10÷15° меньшего угла трения груза о ленту в покое. Для фрезерного торфа угол наклона конвейера с гладкой лентой желобчатой формы (при подъеме материала) принимают равным 22°, для торфяных брикетов 15°.
Для устойчивого неподвижного положения груза на ленте угол наклона ленточных конвейеров не должен превышать на 10÷15° меньшего угла трения груза о ленту в покое. Для фрезерного торфа угол наклона конвейера с гладкой лентой желобчатой формы (при подъеме материала) принимают равным 22°, для торфяных брикетов 15°.
Конвейерная лента. В ленточных конвейерах лента является одновременно тяговым элементом и грузонесущим органом. Отсюда требования к конвейерным лентам: высокая прочность и износостойкость на истирание о транспортируемый груз и опорные устройства, малая масса и небольшое относительное удлинение, высокая эластичность как в продольном, так и в поперечном направлениях, стойкость к воздействию груза и окружающей среды. Этими требованиями и определяется конструкция конвейерной ленты.
На торфоперерабатывающих предприятиях применяют резинотканевые ленты как наиболее распространенные.
Срок службы конвейерных лент зависит от условий эксплуатации, но при трехсменной работе не должен быть меньше регламентированных значений (приложение 2) без учета вторичного их использования.
Для определения категорий условий эксплуатации конвейерных лент пользуются суммарной оценкой отдельных факторов (приложение 3).
Конвейерные ленты рассчитывают по максимальному статическому натяжению Smax, определяемому методом последовательного обхода по контуру. Расчетом определяют необходимое число in прокладок с учетом запаса n прочности (табл. 16) [1, 2] ленты на разрыв:
 , (4.1)
, (4.1)
где B – ширина ленты, м; σ p – предел прочности одного мм одной прокладки на разрыв, Н/мм (табл. 8).
Таблица 16
| Тип ленты | Число прокладок | Коэффициент запаса прочности n при угле наклона конвейера | |
| β ≤ 10° | β > I0° | ||
| Резинотканевая, общего назначения и морозостойкая Теплостойкая Повышенной теплостойкости | До 5 Более 5 Любое Любое |
Относительно высокий коэффициент запаса прочности принимают в связи с ослаблением ленты в местах стыков, наличием неучтенных напряжений на изгиб, возникающих при огибании лентой поворотных пунктов, а также неравномерным распределением напряжения между всеми прокладками.
Если в результате расчета полученное число прокладок окажется больше максимального значения (табл. 16), то необходимо применять более прочную ленту или ленту большей ширины, уменьшив соответственно рабочую скорость конвейера.
Опорные устройства. В качестве опорных устройств чаще всего используются роликоопоры, реже настил – при транспортировании штучных грузов в месте их упаковки.
По назначению роликоопоры (рис. 19) делятся на рядовые (верхние и нижние), предназначенные для поддержания ленты между барабанами и придания ей необходимой желобчатой формы сечения, и специальные, выполняющие следующие функции: центрирующие – регулирование положения ленты относительно продольной оси; амортизирующие – смягчение ударов груза о ленту в местах загрузки; очистные – очистка ленты от частиц налипшего груза; переходные – изменение желобчатости ленты перед концевыми барабанами [11].
 Рядовые опоры могут быть прямыми и желобчатыми. Первые состоят из ролика, установленного на кронштейнах, прикрепленных к опорной раме конвейера (рис. 19, а, д); вторые имеют кронштейн, на стойках которого смонтированы ролики (рис. 19, б, ж).
Рядовые опоры могут быть прямыми и желобчатыми. Первые состоят из ролика, установленного на кронштейнах, прикрепленных к опорной раме конвейера (рис. 19, а, д); вторые имеют кронштейн, на стойках которого смонтированы ролики (рис. 19, б, ж).
Роликоопоры верхней грузовой и нижней порожней ветвей отличаются друг от друга. Для увеличения производительности конвейера на грузовой ветви применяют желобчатые роликоопоры, состоящие из двух или чаще трех прямых роликов (ГОСТ 22645-77). Однороликовые прямые опоры используют для порожней ветви и редко для грузовой.
Ось роликоопоры конструктивно выполняется жесткой на цапфах или гибкой из каната. Наибольшее применение получили жесткие роликоопоры.
На рис. 20, а показана универсальная жесткая роликоопора, позволяющая изменять положение среднего и боковых роликов 1 в зависимости от конкретных условий. Боковые ролики этой опоры смонтированы на поворотных кронштейнах 2 с эксцентриками 3, а средний ролик на поворотной раме 4.
 Подвесные роликоопоры (рис. 20, б), прикрепляемые к натянутым вдоль рамы стальным проволочным канатам 5, применяют при транспортировании крупнокусковых грузов. Податливость подвесных опор в продольном направлении снижает динамические нагрузки при наезде на ролики 6 крупных кусков груза. Сопротивление движению на этих опорах выше, чем на опорах с жесткими осями.
Подвесные роликоопоры (рис. 20, б), прикрепляемые к натянутым вдоль рамы стальным проволочным канатам 5, применяют при транспортировании крупнокусковых грузов. Податливость подвесных опор в продольном направлении снижает динамические нагрузки при наезде на ролики 6 крупных кусков груза. Сопротивление движению на этих опорах выше, чем на опорах с жесткими осями.
Центрирующие роликоопоры (рис.20, в) устанавливаются на конвейере для обеспечения устойчивого направленного движения ленты, особенно при повышенных скоростях движения, как на рабочей, так и на обратной ветви ленты. Основными элементами такой опоры являются поворотная траверса 2, дефлекторные ролики 3, опорные катки 5 и упорный подшипник 6.
Принцип действия такой роликоопоры следующий. При смещении ленты в сторону от оси конвейера, которое может возникнуть из-за некачественного монтажа конвейера, неправильной стыковки концов ленты, смещения потока груза от оси ленты и т. д. на дефлекторный ролик 3 начнет давить край ленты, и ролик через рычажную систему повернет роликоопору на некоторый угол. При отклонении ролика от положения, перпендикулярного направлению движения ленты, начинается её проскальзывание по поверхности ролика. Сила трения, направленная к оси конвейера, восстановит нормальное движение конвейерной ленты. В момент прекращения давления ленты на дефлекторный ролик роликоопора снова примет нормальное положение.
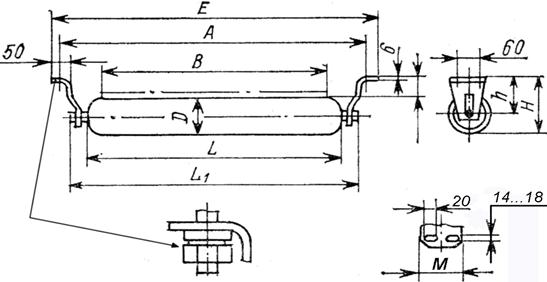
Роликоопоры (ГОСТ 22646-77) представляют собой отрезок трубы, установленной на оси с помощью двух однорядных шарикоподшипников (для тяжелых конвейеров используются роликоподшипники). От загрязнений подшипники защищены лабиринтными уплотнениями.
Основные элементы роликоопор – ролики, изготавливаемые со сквозной осью или с полуосями. Наиболее распространены ролики со сквозной осью (рис. 21, а). Они состоят из оси 4, корпуса – стальной трубы 1 с запрессованными стаканами 2, шариковых подшипников 3 и лабиринтных уплотнений, собранных из кольца 7, втулки 5 и пружинного кольца 6. Для защиты подшипников от проникновения в них пыли, грязи и влаги, удержания смазки от вытекания, кроме лабиринтных уплотнений применяют уплотнения в виде скользящих контактных колец или их комбинаций. В некоторых конструкциях роликов внутри между подшипниковыми стаканами располагают трубу 8, в которую набивают консистентную смазку при сборке ролика.
На рис. 21, б показана конструкция ролика с полуосями. Корпус ролика выполняется заодно с полуосями 13 и затем механически обрабатывается. Такие ролики характеризуются меньшим весом, их недостаток – малый объем смазки, которую можно поместить в корпус подшипника. Ролики современных конвейеров заполняют смазкой на срок не менее трех лет.
В местах загрузки конвейера в роликоопорах устанавливают ролики с резиновыми шайбами 14 на корпусе (рис. 21, в) или с пневмокатками 15 (рис. 21, г), которые смягчают удары на ленту при падении крупных кусков груза. Ролики холостой ветви также снабжают резиновыми дисками, способствующими лучшей направленности движения ленты и её очистке от налипшего груза.
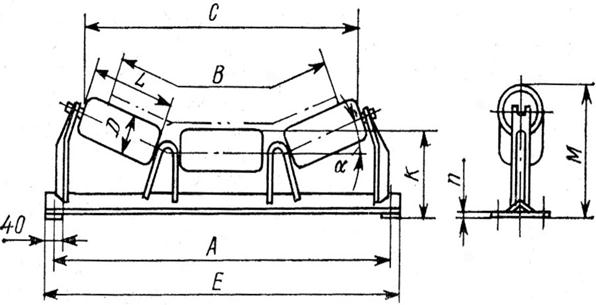
В верхних рядовых и центрирующих роликоопорах для сильноабразивных (группа D), агрессивных, налипающих насыпных грузов устанавливаются футерованные резиной ролики, для всех других грузов – гладкие ролики. Параметры трехроликовых желобчатых роликоопор с углом наклона боковых роликов 20° представлены в табл. 17.
 Оси роликов имеют по концам лыски, предназначенные для их фиксации от проворачивания. Оси лысками закладывают в прорези стоек, которые в свою очередь крепят болтами к раме конвейера. Угол наклона боковых роликов α1- для трехроликовой и α2 – дли двухроликовой опоры, а также диаметры и длины роликов принимают в зависимости от ширины ленты (табл. 17). По способу смазки различают ролики с долговременной смазкой (раз в три года) и с периодической (для роликов диаметром 159 мм и более) с помощью пресс-масленок.
Оси роликов имеют по концам лыски, предназначенные для их фиксации от проворачивания. Оси лысками закладывают в прорези стоек, которые в свою очередь крепят болтами к раме конвейера. Угол наклона боковых роликов α1- для трехроликовой и α2 – дли двухроликовой опоры, а также диаметры и длины роликов принимают в зависимости от ширины ленты (табл. 17). По способу смазки различают ролики с долговременной смазкой (раз в три года) и с периодической (для роликов диаметром 159 мм и более) с помощью пресс-масленок.
Параметры верхних рядовых желобчатых роликоопор Таблица 17
| ||||||||||
| Ширина ленты, мм | Размеры, мм | Угол наклона a, град. | Масса вращающихся частей, кг | |||||||
| D | K | L | A | E | C | M | n | |||
| 10,0 11,5 12,5 22,0 25,0 |
Примечание Приведены данные для лент шириной до 1200 мм.
Для лент разной ширины применяют ролики двух-трех размеров (легкий, нормальный, тяжелый), выбираемых в зависимости от насыпной плотности транспортируемого груза соответственно менее 0,8; 0,8÷1,6 и 1,7÷2,5 т/м3. Таким образом, для транспортирования торфа следует использовать ролик минимального размера для выбранной ширины ленты.
Конструкции и параметры роликоопор для холостой ветви конвейера показаны на рис. 19, д, е, ж. Наиболее часто используется однороликовая опора по рис. 19, д. Двухроликовые опоры обладают лучшими центрирующими свойствами и применяются при значительных скоростях и ширине ленты не менее 2000 мм. В нижних рядовых и центрирующих роликоопорах для сильноабразивных (группа D), агрессивных, налипающих насыпных грузов устанавливаются футерованные резиной ролики, для всех других грузов – гладкие ролики (табл. 18). На различных участках трассы роликоопоры устанавливаются на разном расстоянии друг от друга.
Параметры нижних прямых роликоопор Таблица 18
| |||||||||||
| Ширина ленты, мм | Размеры, мм | Масса врщающихся частей, кг | |||||||||
| D | L1 | L | A | E | Н | H | M | dб | n | ||
| 6,0 7,5 10,5 18,5 22,0 |
Примечание. Диаметр болтов dб одинаков для всех типов роликоопор
Расстояние (шаг) между роликоопорами на рабочей ветви принимают в зависимости от ширины ленты и насыпной плотности перемещаемого груза (табл. 19) [8].
Таблица 19
Шаг установки рядовых роликоопор на груженой ветви ленты l/, мм
| Насыпная плотность груза, т/м3 | Ширина ленты, мм | ||||
| До 1,0 Св. 1,0 до 2,0 Св.2,0 до 3,5 |
В зоне загрузки пылевидных, порошкообразных, зернистых и мелкокусковых легких грузов под направляющим лотком загрузочного устройства устанавливаются собранные в батарею обычные рядовые роликоопоры с расстоянием, вдвое меньшим l/.
В зоне загрузки средне- и крупнокусковых грузов, а также мелкокусковых с насыпной плотностью не менее 2,5 т/м3 устанавливают амортизирующие роликоопоры на расстоянии друг от друга, на 200 мм превышающем диаметр ролика амортизирующей роликоопоры.
У концевых барабанов в зоне перехода ленты из желобчатого положение в прямое и наоборот устанавливаются одна-две переходные роликоопоры с различным углом наклона боковых роликов с шагом, равным шагу установки рядовых роликоопор груженой ветви ленты lр. При угле наклона боковых роликов рядовых роликоопор 20° угол наклона этих роликов в переходной опоре равен 10–11°.
Первая переходная роликоопора устанавливается на расстоянии не менее 800 мм от оси концевого барабана, но не более l/.
Центрирующие роликоопоры устанавливаются на рабочей ветви через каждые 10 рядовых верхних роликоопор, начиная от приводного барабана.
На холостой ветви центрирующие роликоопоры устанавливаются через каждые 7 ÷ 10 рядовых нижних роликоопор. На конвейерах длиной менее 15 м центрирующие опоры не устанавливают, а при длине до 30 м включительно устанавливают одну центрирующую роликоопору.
Роликоопоры на рабочей ветви конвейера, работающего в тяжелых и средних условиях, устанавливаются так, чтобы образующие обечаек концевых барабанов находились выше образующей среднего ролика рядовой желобчатой роликоопоры на величину 25 мм при ширине ленты от 400 до 650 мм, и на величину 45 мм при ширине ленты 800 и 1000 мм. На конвейерах, работающих в легких условиях, образующие обечаек барабанов находятся на одном уровне с образующими средних роликов рядовых желобчатых роликоопор.
Для порожней ветви максимальное расстояние между роликоопорами l// принимают равным 3 м для лент шириной 1000 мм включительно и 2,5 м для более широких лент. Практически роликоопоры порожнего участка конвейера устанавливают на расстоянии l// = 2 l/. На выпуклых вверх криволинейных участках конвейера расстояние между роликоопорами принимают равным половине расстояния между ними на прямолинейных участках трассы конвейера.
Приводной натяжной, отклоняющий барабаны.
В ленточных конвейерах различают барабаны приводные (ведущие ленту); концевые, часто выполняющие роль натяжных барабанов; оборотные, у которых угол обхвата лентой обычно 90° и отклоняющие (устанавливаемые в местах перегиба и служащие для изменения направления движения ленты, а также используемые для поджима нижней ветви ленты к верхней). Приводные барабаны могут иметь небольшую стрелу выпуклости (1,5–3,0 мм) для центрирования ленты на барабане. Общий вид барабанов представлен на рис. 22.
Барабаны изготовляют сварными из листовой стали и, реже, литыми из чугуна. Поверхность барабана может быть футерована резиной, что способствует повышению коэффициента трения между лентой и барабаном.
 ГОСТ 22644-77 предусматривает ряд диаметров приводных и неприводных не футерованных барабанов: 160, 200, 250, 315, 400, 500, 630, 800, 1000 мм. Длину барабана принимают на 100 (В = 300÷650) или 150 мм (В = 800÷1000) больше ширины ленты.
ГОСТ 22644-77 предусматривает ряд диаметров приводных и неприводных не футерованных барабанов: 160, 200, 250, 315, 400, 500, 630, 800, 1000 мм. Длину барабана принимают на 100 (В = 300÷650) или 150 мм (В = 800÷1000) больше ширины ленты.
При огибании барабана в ленте возникают дополнительные изгибные напряжения σ изг. Чем толще лента, тем при одном и том же диаметре барабана выше напряжения σ изг. На величину дополнительных напряжений σ изг влияет также прочность прокладок ленты, так как с ростом прочности увеличивается общая жесткость ленты, а следовательно, σ изг
Наибольшие суммарные напряжения возникают в тяговом элементе в точке набегания на приводной барабан, где в ленте возникают максимальные напряжения на разрыв. На натяжном и отклоняющих барабанах напряжения в ленте имеют меньшую величину. Поэтому диаметры натяжного Dнб и отклоняющих Dот.б барабанов при одних и тех же условиях могут быть меньше диаметра Dпр.б приводного барабана.
Диаметры Dб (мм) барабанов ленточного конвейера определяют по формуле
 , (4.2)
, (4.2)
где кσ – коэффициент, зависящий от прочности ленты и назначения барабана (табл. 20) [8].
I=3 Таблица 20
| Назначение барабана | Коэффициент кσ при прочности тканевой прокладки σ р, Н/мм ширины | |||
| 120-200 | 250-300 | 350-400 | ||
| Приводной Натяжной концевой Отклоняющий | 150-160 120-130 100-110 | 170-180 135-145 120-125 | 180-190 145-150 125-135 | 190-200 150-160 135-140 |
Подсчитанный по формуле (4.2) и округленный до ближайшего значения согласно ГОСТу диаметр Dпр приводного барабана должен быть проверен по действующему давлению ленты pл (МПа) на поверхность барабана:
 , (4.3)
, (4.3)
где α – угол обхвата лентой барабана, град; В – ширина ленты, мм.
Допускаемое давление на поверхность барабана для резинотканевой ленты [pл] = 0,2 ÷ 0,3 МПа.
В ленточном конвейере тяговое усилие с приводного барабана на ленту передается за счет сил трения.
Для исключения пробуксовки барабана должно быть выполнено условие Эйлера с учетом коэффициента кт запаса сил трения:
 , (4.4)
, (4.4)
где μ – коэффициент трения (сцепления) ленты по поверхности барабана; α – угол обхвата лентой приводного барабана, рад; кт =1,15÷1,2 [8].
Эффективность фрикционного провода определяется величиной тягового фактора - e μα. Чем больше значение тягового фактора, тем меньше величина максимального натяжения ленты. Увеличение тягового фактора возможно вследствие повышения μ и α.
Для увеличения коэффициента трения поверхность приводного барабана покрывают (футеруют) резиной гладким слоем или с насечкой – шевронная футеровка (табл. 21) [8].
Таблица 21
| Поверхность приводного барабана | Состояние соприкасающихся поверхностей ленты и барабана | Атмосферные условия | Коэффициент сцепления |
| Стальной или чугунный без футеровки | Чистые Пыльные Загрязненные (уголь) | Сухо Сухо Влажно | 0,4 0,3 0,2 |
| Футеровка прорезиненной лентой | Чистые Пыльные Загрязненные (уголь) | Сухо Сухо Влажно | 0,45 0,35 0,25 |
| С шевронной резиновой футеровкой | Чистые Пыльные Загрязненные | Сухо Сухо Влажно | 0,5 0,4 0,3 |
Еще большее увеличение тягового фактора дает повышение угла обхвата α посредством установки отклоняющих барабанов.
В связи с разным натяжением тяговой ленты в местах набегания и сбегания с барабана происходит ее упругое проскальзывание по барабану, действующее всегда в сторону большего натяжения, то есть навстречу движению. Это упругое скольжение вызывает дополнительный износ обода барабана и ленты. Приводные барабаны изготавливают с цилиндрическими и бочкообразными ободами. При использовании бочкообразных барабанов улучшается центрирование ленты.
Основные параметры приводных барабанов ленточных конвейеров приведены в приложении 4, а концевых, оборотных и отклоняющих барабанов в приложении 5.
Натяжные устройства.
Натяжные устройства придают ленте натяжение, достаточное для передачи на приводном барабане тяговой силы трением при пуске конвейера и при установившемся движении, ограничивают провисание ленты между роликоопорами, компенсируют удлинение ленты в результате вытяжки её в процессе работы и сохраняют некоторый запас длины ленты, необходимый для ремонта её при повреждениях.
В ленточных конвейерах горизонтальных, наклонных и наклонно-горизонтальных длиной до 100 м используются чаще всего винтовые, пружинно-винтовые и поперечные грузовые натяжные устройства.
Натяжные устройства могут быть винтовыми и грузовыми, а по их расположению на трассе – хвостовыми и промежуточными; натяжение ленты осуществляют перемещением натяжного барабана.
Ход натяжного устройства lн (м) состоит из двух слагаемых: рабочего lнр и монтажного lнм. Величина рабочего хода натяжного устройства зависит от упругости ленты. Длина монтажного хода необходима для обеспечения возможности ее ослабления при стыковке и ремонтных работ на приводе:
 , (4.5)
, (4.5)
где кн – коэффициент, зависящий от угла наклона конвейера: при угле до 10° – кн = 0,85, свыше 10° – кн = 0,65; ε – нормируемый показатель удлинения ленты по основе при нагрузке, составляющей 10% номинальной прочности образца, % (см. табл. 11).
По полученной величине общего хода натяжного устройства  можно ориентироваться на его тип. Так, при £ 0,8 м можно устанавливать винтовое натяжное устройство, а при
можно ориентироваться на его тип. Так, при £ 0,8 м можно устанавливать винтовое натяжное устройство, а при  > 0,8 м следует устанавливать грузовое тележечное или, в случае наклонного конвейера с достаточной высотой подъема, грузовое рамное натяжное устройство.
> 0,8 м следует устанавливать грузовое тележечное или, в случае наклонного конвейера с достаточной высотой подъема, грузовое рамное натяжное устройство.
Натяжное усилие Pн, необходимое для перемещения натяжного устройства с барабаном, равно
 , (4.6)
, (4.6)
где Sнб – усилие в точке набегания тягового органа на натяжной барабан; Wн – сопротивление движению натяжного устройства; mн – масса натяжного устройства; wн – коэффициент сопротивления движению натяжного устройства; wн = 0,05 и 0,4 при передвижении соответственно на колеса и на ползунах.
Натяжное устройство должно обеспечивать необходимое натяжение конвейерной ленты на грузовой ветви. Из условия обеспечения спокойного движения груза максимальная величина прогиба fmax ленты между роликоопорами грузовой ветви должна составлять
 , (4.7)
, (4.7)
где Sгр.min – минимальное натяжение ленты на грузовой ветви. Так как максимально допустимая величина провиса ленты / fmax / = (0,0125÷0,025) l/, то из (4.7) получим
 . (4.8)
. (4.8)
Для конвейеров длиной до 100 м с простой конфигурацией принимают меньшее значение предела, равное пяти, при большей длине конвейера или сложной трассе коэффициент увеличивается до 8÷10.
Параметры и размеры винтовых натяжных устройств приведены в приложении 6, грузовых тележечных натяжных устройств – в приложении 7, а грузовых рамных натяжных устройств – в приложении 8.
Загрузочное устройство конвейера.
Загрузочные устройства делятся на три типа: с принудительным, сложным и самотечным движением насыпного груза.
В загрузочных устройствах с принудительным движением груз перемещается под воздействием приводных устройств – питателей. Эти устройства имеют большие габаритные размеры и конструктивно сложны.
В загрузочных устройствах со сложным движением груз перемещается самотечно и принудительно (например, вибрационный питатель с направляющим вибролотком).
 В загрузочных устройствах с самотечным движением груз перемещается только под действием сил тяжести. К ним относятся воронки с затворами и без затворов, направляющие лотки прямолинейного и криволинейного профиля. Устройства с самотечным движением груза, состоящие из загрузочной воронки и направляющего лотка (рис. 23), не имеют приводных механизмов, просты по конструкции и применяются наиболее часто.
В загрузочных устройствах с самотечным движением груз перемещается только под действием сил тяжести. К ним относятся воронки с затворами и без затворов, направляющие лотки прямолинейного и криволинейного профиля. Устройства с самотечным движением груза, состоящие из загрузочной воронки и направляющего лотка (рис. 23), не имеют приводных механизмов, просты по конструкции и применяются наиболее часто.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 1722; Нарушение авторских прав?; Мы поможем в написании вашей работы!