КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сверлильные станки
|
|
|
|
Цилиндрические отверстия получают и обрабатывают с помощью различных режущих инструментов на сверлильных, токарных, револьверных, расточных и некоторых других металлорежущих станках. На сверлильных станках выполняют следующие виды работ:
- сверление (рис. 6.19 а) - самый распространенный способ образования круглых отверстий с помощью различного диаметра и вида сверл;
- рассверливание (рис. 6.19 б) - процесс увеличения имеющихся отверстий сверлом большего диаметра;
- зенкерование (рис. 6.19 в) - обработка цилиндрических литых, штампованных или предварительно просверленных отверстий зенкером для придания им правильной геометрической формы, требуемой точности размеров и шероховатости поверхности;
- растачивание отверстий резцами (рис. 6.19 г, д) осуществляют тогда, когда координаты осей отверстий должны быть точно расположены, а их диаметр превышает размеры выпускаемых сверл;
- развертывание (рис. 6.19 е) - обработка отверстий для получения точных размеров и малой шероховатости поверхности;
- зенкование (рис. 6.19 ж) - образование цилиндрических или конических углублений в предварительно просверленных отверстиях под головки болтов, винтов или других деталей с помощью цилиндрических и конических зенковок или сверл большего диаметра;
- цекование (рис. 6.19 з, и) - обработка торцовых поверхностей под гайки, шайбы и кольца ножами (пластинами) или торцовыми зенкерами;
- нарезание резьбы в отверстиях метчиками (рис. 6.19 к).
При работе на сверлильных станках режущий инструмент, вращаясь вокруг своей оси, совершает главное движение, а перемещение его вдоль оси является движением подачи. Сверлильные станки подразделяются на верти-
кально-сверлильные, радиально-сверлильные, многошпиндельные и горизонтально-сверлильные.
| к |
| и |
| з |
| ж |
| е |
| д |
| а |
| б |
| в |
| г |
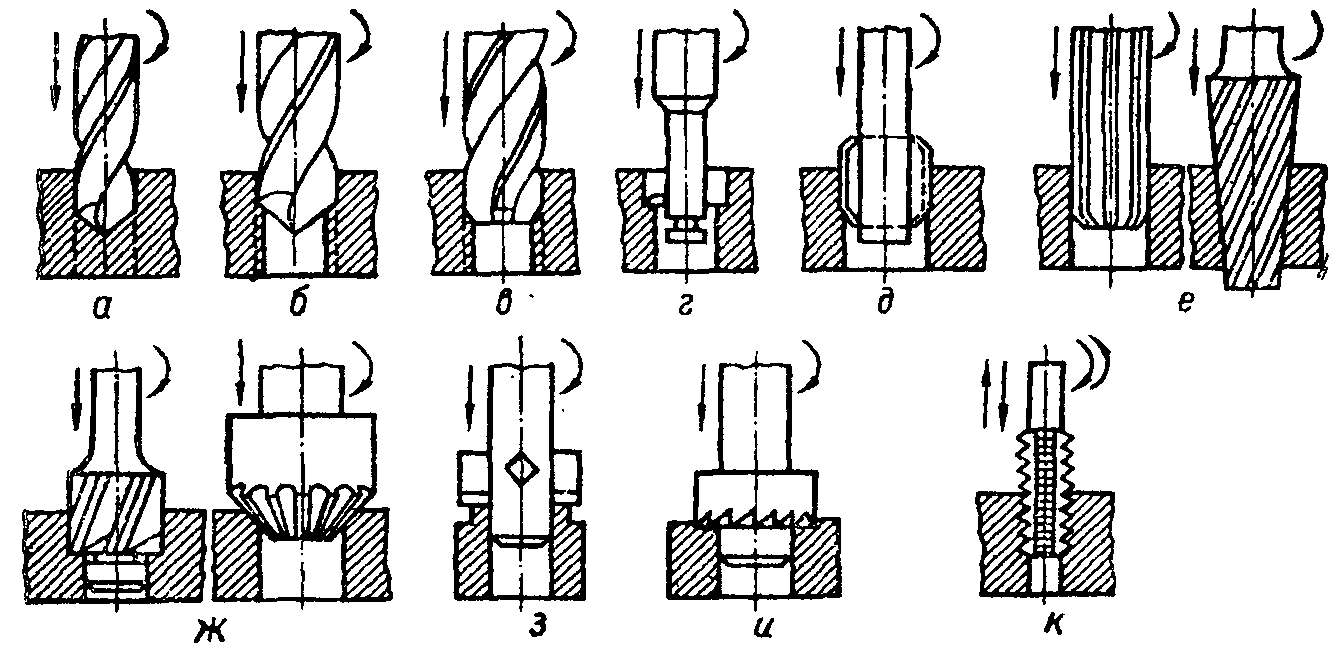
Рис. 6.19. Схемы обработки отверстий
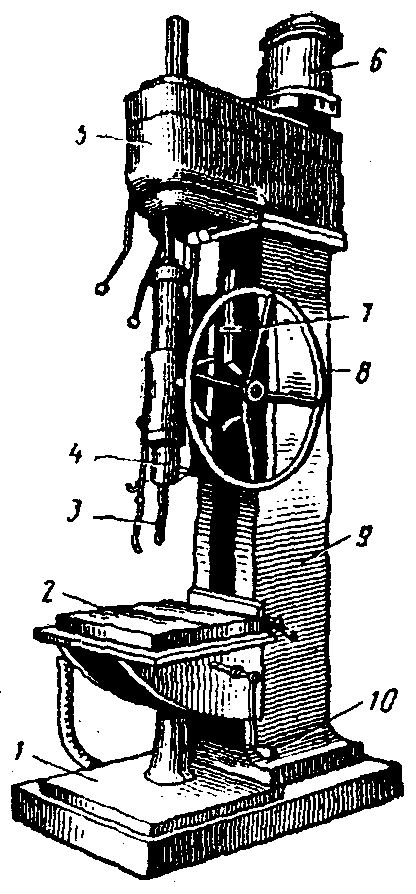
Рис. 6.20. Общий вид вертикально-сверлильного станка | Вертикально-сверлильные станки (рис. 6.20) выпускают различных типоразмеров (по диаметру сверла) и применяют в цехах единичного и серийного производства. На фундаментной плите 1крепится станина 9. Главное (вращательное) движение сверлу 3,закрепленному в нижней части шпинделя 4,передается через коробку скоростей 5 от электродвигателя 6. Движение подачи (вдоль оси) передается сверлу от коробки подач, укрепленной в подвижном кронштейне 7; подача сверла вручную осуществляется при помощи штурвала 8. Заготовка (деталь) крепится на столе 2, который рукояткой 10можно перемещать вертикально на нужную высоту. |
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 975; Нарушение авторских прав?; Мы поможем в написании вашей работы!