КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ремонт насосов
|
|
|
|
Ремонт насосного оборудования должен носить профилактический, предупредительный характер и может выполняться на месте эксплуатации или в цехе ремонтного предприятия. Различают текущий, средний и капитальный ремонты насосов.
Текущий ремонт насосов проводится на месте их установки. Средний и капитальный ремонты могут осуществляться на месте установки насоса с выполнением ремонта отдельных сборочных единиц в цехе ремонтного предприятия. Самым прогрессивным методом капитального ремонта в настоящее время является централизованный ремонт, с применением демонтажа насосов и заменой их заранее отремонтированными.
Перед остановом насоса на планово-предупредительный капитальный ремонт в зависимости от типа и назначения насоса проводятся испытания для определения: высоты всасывания; давления при номинальной подаче; вибрации опор; внешних утечек; давления жидкости в разгрузочной полости; температуры подшипников; параметров работы электродвигателя.
При выполнении капитального ремонта разборка (демонтаж) наружных корпусов питательных и конденсатных насосов, корпусных частей осевых и вертикальных насосов производится при невозможности их ремонта на месте эксплуатации или при замене.
В процессе демонтажа центробежного лопастного насоса производятся следующие обязательные проверки:
- несоосности валов насоса и электродвигателя, измеряемой по ободу и торцам полумуфт в четырех точках;
- осевого разбега ротора у насосов с упорным подшипником скольжения или автоматическим устройством уравновешивания осевых сил, действующих на ротор;
- зазоров по дистанционным болтам, продольным и поперечным шпонкам, фиксирующим насос на фундаментной плите.
Проверка несоосности валов, насоса и электродвигателя выполняется по скобам и щупу (см. п. 3.1.7). Необходимо также проверить тепловой зазор между торцами полумуфт и маркировку их взаимного положения.
Зазоры между дистанционными болтами и корпусом насоса, а также в шпоночных соединениях устанавливаются для возможности тепловых перемещений и сохранения центровки при работе насоса. На рис. 3.27 показаны места измерений и значения тепловых зазоров питательного насоса.
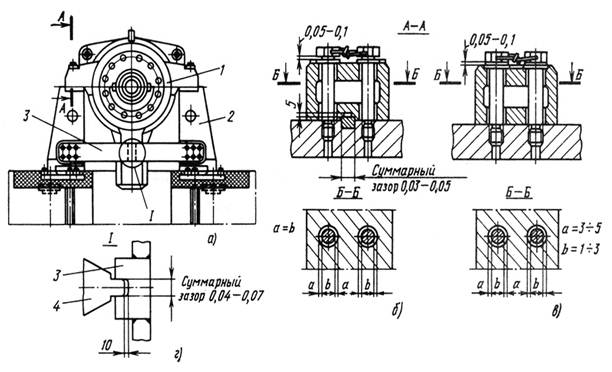
Рис. 3.27. Места измерений тепловых зазоров питательного насоса:
а – вид спереди; б – передние лапы; в – задние лапы; г – зазоры удистанционных болтов и у шпонок;
1 – корпус насоса; 2 – постамент; 3 – траверса; 4 – вертикальная шпонка
Осевой разбег ротора любого насоса секционного типа измеряется до удаления разгрузочной пяты (рабочий разбег) и после него (полный разбег).
Например, при разборке насоса секционного типа (рис. 3.28) для измерения рабочего разбега ротора вскрывают подшипник со стороны выходного патрубка и устанавливают индикатор. Индикатор часового типа устанавливают с упором конца измерителя в торец вала, после чего ротор насоса сдвигают до отказа сначала в одну, а затем в другую сторону.
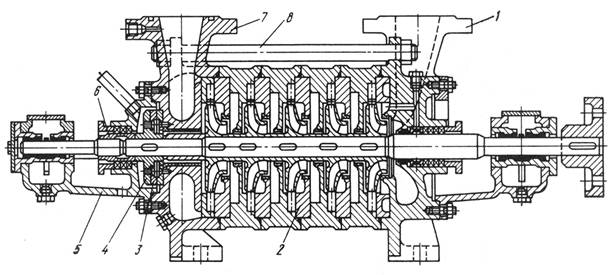
Рис. 3.28. Насос секционного типа:
1 – всасывающий патрубок, 2 – секция; 3 – разгрузочная пята, 4 – разгрузочный диск; 5 – кронштейн подшипника, 6 – защитная втулка вала;
7 – напорный патрубок, 8 – стяжная шпилька
На валу по торцевой крышке другого подшипника наносят риски, соответствующие рабочему положению ротора. После выполнения этого измерения снимают крышки и верхние вкладыши подшипников, вынимают набивку сальников, снимают полумуфту и кронштейн подшипника (вал насоса подпирают временной опорой). Вслед за этим снимают защитную втулку вала и разгрузочный диск. Защитную втулку на резьбе отворачивают специальным ключом, при гладкой посадке втулку стягивают приспособлением, приведенным на рис. 3.29, а. Упорный диск снимают приспособлением, изображенным на рис. 3.29, б. После удаления разгрузочной пяты 3 (см. рис. 3.28) измеряют полный разбег ротора. Для этого разгрузочный диск надевают на вал, зажимают втулкой вала и смещают поочередно до отказа в сторону выходного и входного патрубков. После замера общего разбега ротора насоса снимают стяжные шпильки 8,напорный патрубок 7,рабочее колесо и корпус выходной секции и вновь измеряют осевой разбег ротора. Эту операцию повторяют до тех пор, пока не будут снятые все рабочие колеса и секции корпуса. Снятие рабочих колес выполняют приспособлением, приведенным на рис. 3.29, а.
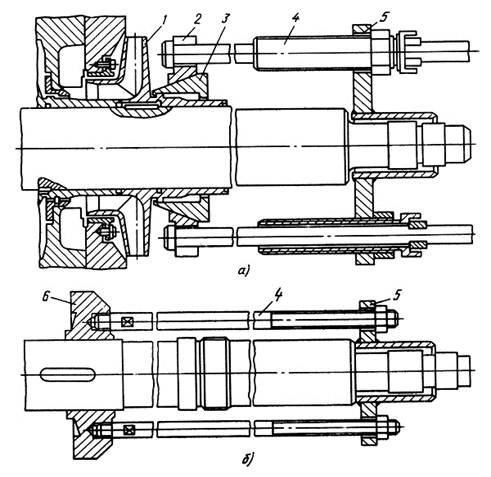
Рис. 3.29. Приспособления для снятия деталей с вала насоса:
а – для снятия рабочих колес и защитных втулок; б – для снятия разгрузочного диска;
1 – рабочее колесо; 2 – кольцо; 3 – захваты; 4 – шпильки; 5 – фланец;
6 – разгрузочный диск.
При разборке насоса проверяют правильность расположения рабочего колеса по отношению к направляющему аппарату, замеряют радиальные и осевые зазоры в уплотнениях рабочих колес. Зазор между рабочими колесами и уплотнительными кольцами определяют как полуразность диаметров рабочих колес в месте уплотнения и внутренних диаметров уплотнительных колец. Измерения производят по двум взаимно перпендикулярным диаметрам. Диаметр кольца замеряют микрометрическим нутромером (штихмасом), a диаметр места уплотнения рабочего колеса — микрометрической скобой. Зазоры должны соответствовать данным, указанным вчертежах. Значения радиальных зазоров в уплотнениях рабочих колес зависят от размера насоса и температуры рабочей среды и обычно находятся в пределах 0,2—0,5 мм на каждую сторону. Осевые зазоры между уплотнительными кольцами и колесами насоса должны быть больше осевого разбега ротора насоса на 1,0—1,5 мм для обеспечения свободных тепловых расширений ротора относительно корпуса. Определение плотности посадки рабочего колеса на вал производят измерением диаметров ступицы и вала. Измерение выполняют в двух сечениях по длине по двум диаметрально противоположным направлениям.
Разность диаметров ступицы и вала даст значение натяга или зазора при посадке рабочего колеса на вал. Это значение должно соответствовать данным технических условий или указаниям чертежа конкретного насоса.
При разборке насосов необходимо проверять, а при необходимости наносить метки взаимного расположения сопрягаемых деталей для последующей сборки. При отсутствии меток их наносят на поверхности, не являющиеся посадочными, уплотняющими или стыковыми, без нарушения защитных покрытий.
Разборку неподвижных сопрягаемых деталей производят на прессах с помощью специальных приспособлений или предусмотренных конструкцией специальных устройств (отжимных болтов, шпилек и т. п.). При разборке сопряженных частей допускается нагрев охватывающей сопрягаемой составной части соединения без местных пережогов равномерно от периферии к центру разбираемого соединения. Температура предварительного нагрева должна быть около 100 – 130°С. Подшипники качения снимаются без предварительного подогрева с приложением усилия к кольцу, имеющему неподвижную посадку.
Разборку фланцевых и стыковых соединений выполняют специальными приспособлениями и устройствами (домкратами, отжимными болтами и т. п.). Разборка стыкующихся поверхностей расклиниванием (зубилами или отвертками) не допускается.
Разборка лопастного осевого вертикального насоса начинается со слива масла из ванны верхнего подшипника электродвигателя. Разбирают и удаляют маслоохладитель, рассоединяют валы насоса и электродвигателя, затем демонтируют ступицы пяты и сегменты подпятника. После удаления роторной части проверяют центровку корпусных деталей насоса. Для этого опускают струну с грузом в центре агрегата, используя для этой цели калиброванную проволоку без сгибов и узлов диаметром 0,3 – 0,5 мм. Вертикальную струну центрируют по закладному кольцу с точностью 0,1 – 0,2 мм. Для учета эллипсности расточек корпусных деталей до подвеса струны измеряют штихмасом диаметры всех расточек в двух взаимно перпендикулярных направлениях. Проверку центрирования корпусных деталей насоса выполняют измерением расстояний от поверхностей их расточек до струны в двух взаимоперпендикулярных направлениях. При необходимости передвигают корпусные детали насоса, увеличивают отверстия во фланцах и перешлифовывают фланцы.
В процессе разборки насоса проверяют идентичность углов установки лопастей рабочего колеса. Разница углов установки лопастей не должна быть более 30'. Проверяют зазоры между валом и вкладышем верхнего и несущего подшипников, а также степень касания расточкой вкладыша шейки вала. Диаметральный зазор в подшипниках должен быть 0,3 – 0,4 мм.
При измерении зазоров подшипник соединяют на валу и, поворачивая его, измеряют снизу в четырех положениях диаметральный зазор по всей длине вкладыша. Если зазоры в подшипнике больше чем на 20 % отличаются от проектных, устанавливают прокладки под планки или заменяют вкладыш (при большом износе).
Корпусные детали проточной части насоса подвергают проверке с целью выявления их кавитационно-коррозионного и абразивного износа. На валах обычно обнаруживают дефекты в виде изменения формы центрирующего выступа полумуфты, который должен плотно входить в заточку сопрягаемого вала. Если изменение диаметра составляет около 0,1 – 0,2 мм, то сопряжение восстанавливают ударами в торец выточки с последующей проточкой вала на станке. При больших зазорах посадочное сопряжение восстанавливают наплавкой буртика или выточки с последующей проточкой. Если обнаружено повышенное торцевое биение фланцев вала, его исправляют на станке. В таких случаях рекомендуется одновременная проточка шеек вала и центрирующих буртиков или впадин.
Наиболее частыми дефектами рабочих колес являются кавитационно-коррозионный и абразивный износы. Кроме проверки рабочего колеса с целью выявления поверхностных разрушений и трещин проверяют жесткость посадки лопасти насоса во втулке. Рабочие колеса не должны иметь люфтов в механизме разворота лопастей. Не допускаются протечки масла в уплотнениях цапф лопастей колес и по прокладке между втулкой и обтекателем. Зазор между камерой и лопастью колеса должен быть 0,001 DK (DK – диаметр камеры).
В поворотно-лопастных осевых насосах камера сферическая, поэтому после наварки торцов лопастей в случае их с работки торцы обрабатываются на карусельном станке. Для этой цели лопасти после наварки свертывают, прихватывая каждую лопасть к соседней. Поверхность лопасти после наплавки шлифуют заподлицо со старым металлом, профиль проверяют по шаблону. В случае наплавки, большого количества металла рабочее колесо балансируют.
При обслуживании и ремонтах насоса особое внимание должно уделяться состоянию уплотнений вала.
Уплотнения вала в местах выхода его на корпуса насоса (рис. 3.30) выполняют две функции: собственно уплотнения и охлаждения. В насосах тепловых электростанций и котельных применяют в основном уплотнения сальникового и щелевого типов.
Причинами быстрого износа сальниковой набивки и как следствие выхода из строя сальниковых уплотнений могут быть:
- применение в качестве набивки материала, не отвечающего режиму работы насоса, что приводит к обугливанию набивки и пропуску воды через сальник;
- некачественное изготовление набивок сальникового уплотнения, заключающееся в плохой заделке замка, недостаточной опрессовке колец, неправильном взаимном расположении стыков колец;
- сильный износ защитных втулок;
- большая вибрация насоса;
- разработка нажимной втулки, фонарного и упорного колец, приводящая к попаданию (и деформированию) колец сальниковой набивки в увеличенный зазор между валом и этими деталями;
- прекращение подачи уплотняющей жидкости на фонарное кольцо или ее нарушение в результате неправильной установки фонарного кольца;
- нарушение или прекращение подачи охлаждающей воды в камеры сальников насосов, работающих на горячей воде.
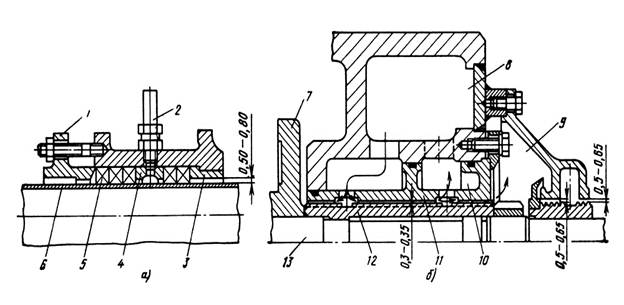
Рис. 3.30. Уплотнения вала насоса:
а – сальниковое; б – щелевое;
1 – нажимная втулка; 2 – трубка подвода воды; 3 – упорное кольцо; 4 – фонарное кольцо; 5 – сальниковая набивка; 6 – защитная втулка; 7 – разгрузочная пята; 8 – камера подвода холодного конденсата; 9 – камера отвода конденсата в бак низших точек; 10 – камера отвода конденсата в конденсатор; 11 – обойма; 12 – втулка; 13 – вал насоса
Во время работы насоса набивка изнашивается, из нее вымывается графит и отлагаются приносимые водой твердые частицы, что приводит к пропуску воды через сальник и износу защитной втулки вала. Сальниковая набивка через определенный период должна заменяться новой, защитная втулка вала – по мере износа.
При капитальном ремонте набивку сальников производят после окончания всех работ по сборке и центровке насоса, убедившись в свободном вращении ротора от руки.
Для большинства насосов применяется хлопчатобумажная набивка, пропитанная салом, смешанным с графитом. Для насосов, работающих на горячей воде, применяется специальная набивка, пропитанная графитом и армированная медной проволокой.
Толщина набивки выбирается по размеру кольцевого отверстия сальника. Внутренний диаметр колец сальниковой набивки выполняют точно по наружному диаметру защитной втулки вала.
Перед набивкой сальника точно измеряют расстояние от торца нажимной втулки до отверстия, через которое поступает уплотняющая вода, и располагают фонарь так, чтобы его кромка, смещенная в сторону нажимной втулки, захватывала половину диаметра отверстия. Такая установка фонарного кольца обеспечивает соединение его полости с отверстием подвода воды и возможность подтягивания сальника при работе насоса.
В питательных насосах применяют щелевые бессальниковые уплотнения (рис. 3.30, б).Через радиальный зазор (0,30 – 0,35 мм) между обоймой и втулкой горячая питательная вода не может проникать наружу корпуса, поскольку кольцевой зазор между буксой и втулкой заперт холодным конденсатом, поступающим в камеру 8 под давлением несколько большим, чем давление питательной воды в разгрузочной (или всасывающей) камере насоса.
При ремонте щелевых уплотнений промывают подводящий кон-денсатопровод и установленный на нем фильтр. Проверяют щупом радиальные зазоры в уплотнении.
При необходимости выполняют центрирование вала относительно обойм уплотнений перемещением корпусов подшипников и изменением установки их контрольных штифтов.
Сборку насосов производят согласно техническим условиям или руководству по ремонту конкретного насоса. Все детали собирают в сборочные единицы согласно имеющимся меткам.
При сборке сопрягаемых деталей по посадкам с натягом и по скользящей посадке допускается нагрев охватывающей составной части в кипящей воде или в горячем масле.
При запрессовке подшипников качения допускается их нагрев в масле до 80 – 90 °С, передача усилий производится через кольцо, сопрягающееся с натягом. При сборке насосов необходимо проверять совпадение осей каналов рабочих колес и отводящих устройств, допустимое несовпадение ±0,5 мм. У секционных насосов проверяют первую ступень, последующие контролируют поочередно по разбегу ротора после установки рабочих колес.
Отсутствие перекосов при сборке секционных насосов с межсекционным уплотнением гибкими прокладками (или резиновыми кольцами) контролируют по размеру между торцами крышек на сторонах входа и выхода насоса. Измерения производят в трех местах со смещением на 120o. Максимально допустимая разность размеров не должна превышать 0,03 мм.
После окончательной центровки ротора со статором выполняют проверку прилегания разгрузочного диска к пяте автоматического устройства уравновешивания осевой силы, действующей на ротор. Проверку производят по краске, которая должна быть равномерно распределена по всей площади контакта, и занимать не менее 70 % поверхности.
Для секционных насосов с автоматической компенсацией осевой силы, действующей на ротор, проверку осевого перемещения ротора относительно статора проводят до и после установки разгрузочного диска, для остальных насосов – до и после сборки опорного и упорного подшипников. Осевое перемещение ротора при собранном подшипнике должно быть в соответствии с требованиями рабочего чертежа или технических условий на ремонт.
Для насосов, ротор которых установлен на упорных подшипниках качения с регулируемым осевым зазором, осевое перемещение ротора при собранном упорном подшипнике должно быть не более 0,02 мм. Этого добиваются подбором прокладок между кольцами подшипников.
После сборки насоса и присоединения входного и выходного патрубков выполняют центровку насоса с двигателем по полумуфтам. Центровка, при которой в качестве базы всегда принимается насос, осуществляется в два приема. Сначала правильность установки привода выверяют по валу насоса при помощи линейки, которую помещают на образующие полумуфт, затем монтируют скобы и окончательно центрируют по щупу.
Каждый отремонтированный насос должен проходить приемосдаточные испытания с целью проверки его соответствия требованиям технических условий на ремонт или другой нормативно-технической документации.
Вопросы для самоконтроля
1. В чем заключается ремонт зубчатых передач?
2. С какими дефектами подшипники качения подлежат замене?
3. Как выполняется центровка валов?
4. Что проверяют перед выводом в ремонт дымососов и вентиляторов?
5. Как подбирают по массе лопатки перед установкой в ротор центробежного дымососа?
6. Как ремонтируют редуктор шаровой мельницы?
7. Какие детали наиболее подвержены износу в лопастном питателе пыли?
8. Какие ремонтные процедуры выполняют в сепараторах?
4. РЕМОНТ ТЕПЛОВЫХ СЕТЕЙ
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 17667; Нарушение авторских прав?; Мы поможем в написании вашей работы!