КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ремонт питателей пыли
|
|
|
|
Лопастной питатель пыли заключен в три части корпуса: верхнюю 4, среднюю 5 и нижнюю 6 (см. рис. 3.23). Верхнюю часть присоединяют к фланцу пылевого бункера 2,а нижнюю – к фланцу пылепровода. Части корпуса соединены между собой также фланцами.
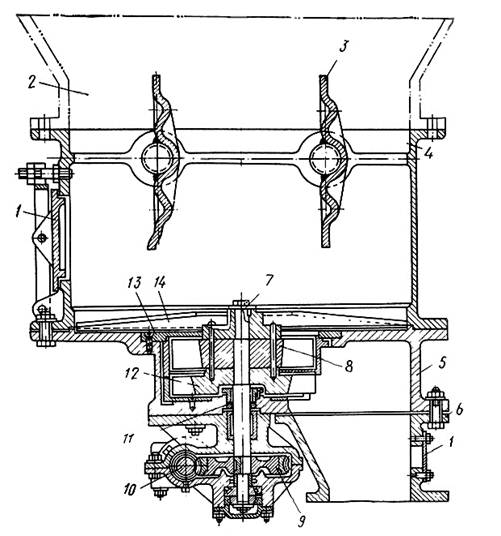
Рис. 3.23. Лопастной питатель пыли:
1 – люки, 2 – пылевой бункер, 3 – отсекающая заслонка, 4, 5, 6 – верхняя, средняя и нижняячасти корпуса, 7 – главный вал, 8, 9, 12 – подающее, червячное и мерительное колеса, 10 – червяк, 11 – сальниковое уплотнение вала, 13 – крышка коробки, 14 – ворошитель
При капитальном ремонте питателя его отделяют от пылевого бункера и пылепровода и разбирают все сборочные единицы.
Для снятия, установки и перевозки питателя используют тележку с подъемным столом.
В процессе эксплуатации изнашиваются многие детали лопастного питателя. В результате истирающего действия угольной пыли изнашиваются створки отсекающих заслонок и буртики на корпусе (заслонки начинают пропускать пыль), ворошитель, подающее и мерительное колеса. Естественный износ вала, подшипников и червячного редуктора ускоряется в случае неправильной сборки питателя, применения смазки плохого качества или попадания угольной пыли.
Ремонт полумуфт, редуктора, вала, подшипников, червячной и зубчатой передач производят в том же порядке, который был описан ранее в разделе 3.1 настоящего учебника.
Лопастные колеса (подающее и мерительное) заменяют, если разработаны посадочные места или радиальные и осевые зазоры в камерах превышают 0,5 мм на одну сторону. Изношенные колеса восстанавливают наплавкой.
Чтобы повысить качество ремонта, производят контрольную сборку основных деталей на переносном стенде, при которой убеждаются в том, что зазоры в мерительных и подающих камерах лопастных колес не превышают следующих размеров: радиальный зазор – 0,75 мм, осевой – 0,5 мм.
Собранный питатель до установки на место обкатывают 1 – 1,5 ч на полных оборотах, проверяя правильность сборки, температуру подшипников, отсутствие задеваний и вибрации. Вторую обкатку на холостых оборотах производят после установки питателя на место. При холостых обкатках, а также при комплексном опробовании котла в течение 24 ч тщательно проверяют работу всех сборочных единиц питателя.
От воздействия угольной пыли в шнековом питателе (рис. 3.24) сильно изнашивается вал шнека под сальниками и подшипниками. Входной и выходной патрубки обычно повреждаются от ударов при устранении зависания пыли.
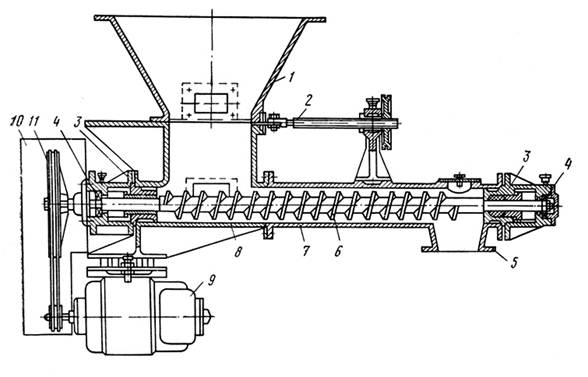
Рис. 3.24. Шнековый питатель пыли:
1, 5 – входной и выходной патрубки, 2 – выдвижной шибер с приводом, 3 – съемная часть корпуса с сальником, 4 – подшипник, 6 – вал со спиральной лопастью (шнек), 7, 8 – части корпуса, 9 – электродвигатель, 10 – ограждение, 11 – клиноременная передача
При разборке питателя снимают шкивы ременной передачи, затем торцевые крышки корпуса, подшипники и концевые патрубки, разбирают сальники и вынимают шнек. В случае необходимости разбирают шибер и его привод, разъединяют детали корпуса. Все детали очищают от пыли и осматривают. Кроме того, выявляют наличие истираний кромок спирали шнека и увеличения внутреннего диаметра корпуса, поломок и погнутостей спирали и отрыва ее от вала, искривления вала. Спираль заменяют обычно при износе ее на 2 мм на одну сторону, а корпус – при износе полости более 4 мм по диаметру.
Погнутые участки вала исправляют в холодном состоянии домкратами и кувалдой или в горячем состоянии после нагрева горелками. Правку вала заканчивают, если стрела прогиба в любом месте не превышает 0,25 мм.
При местном износе лопастей спирали их вырезают, при общем износе удаляют всю спираль. Заготовки для лопастей вырезают из листовой стали толщиной 5 – 6 мм по шаблону, затем их нагревают до 600 – 700 °С и придают им необходимую форму. Приварив лопасти к валу, протачивают спираль на токарном станке. Правку лопастей спирали на валу производят ударами молотка, как в холодном состоянии, так и с нагревом.
Собирают питатель в обратном порядке. При этом при сборке подшипников обеспечивают торцевой зазор в упорном подшипнике 0,15 – 0,2 мм, а в опорном – не менее 5 мм. Упорный подшипник закрепляют только после выверки шнека в корпусе. Зазор между спиралью шнека и корпусом на сторону должен быть не более 2 мм.
Собранный питатель обкатывают без пыли 1,5 – 2 ч, проверяя отсутствие заеданий, стуков, нагрева подшипников до температуры более 60 °С и повышенной вибрации.
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 2411; Нарушение авторских прав?; Мы поможем в написании вашей работы!