КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности установки приспособлений на станках с ЧПУ
|
|
|
|
Особенности проектирования приспособлений для станков с ЧПУ, обрабатывающих центров и гибких производственных систем
К станочным приспособлениям, применяемых на станках с ЧПУ, предъявляются следующие требования:
а) высокая точность и жесткость, обеспечивающая требуемую точность обработки и максимальное использование мощности станка;
б) полное базирование как заготовки, так и приспособления относительно начала координат станка;
в) возможность подхода инструмента ко всем обрабатываемым поверхностям;
г) возможность смены заготовки вне рабочей зоны станка или станка вообще;
д) возможность быстрой смены или быстрой переналадки приспособления на станке;
е) возможность смены приспособления вне рабочей зоны станка или вне станка;
ж) наличие быстродействующих механизированных зажимных устройств;
з) возможность размещения нескольких заготовок на одном приспособлении.
Особенностью установки является необходимость полного базирования и быстрого закрепления приспособления на столе станка, обеспечивающего жесткую связь с началом координат станка и привязка к исходной точке обработки (точке, в которой находится инструмент перед началом работы станка).
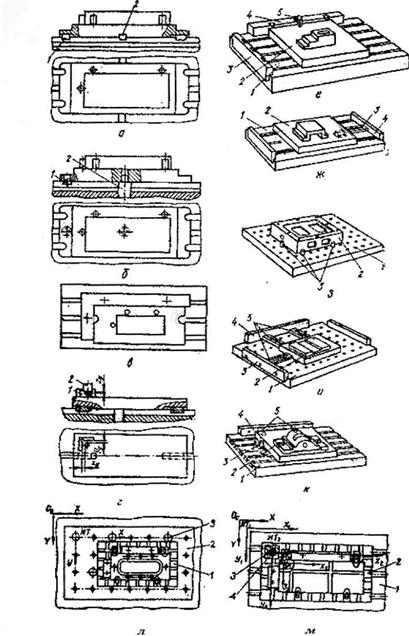
При наличии на столе станка продольных пазов и центрального поперечного паза приспособление базируется с помощью установочных шпонок или штырей по продольному 1 и поперечному 2 пазам (рис. 15.1, а), и при наличии продольных пазов и центрального отверстия - цилиндрическим штырем по отверстию 1 и штырями по продольному пазу 2 (рис. 15.1, б).
Приспособление можно базировать по двум плоскостям в координатный угол посредством точно изготовленного и выверенного угольника, устанавливаемого и закрепляемого в продольных пазах стола станка (рис. 15.1,в ).
Возможно также базирование приспособлений только по продольному пазу. В этом случае жесткая связь траектории обработки с началом координат станкапо продольной оси стола отсутствует и установка инструмента 2 в исходную точку обработки должна осуществляться по щупу и установ 1, закрепленному на корпусе приспособления (рис. 15.1, г), либо по установочному отверстию или штырю.
Часто с целью рационального размещения приспособлений на столе станка и сохранения точности базовых поверхностей стола, на нем жестко закрепляют накладные плиты с пазами и сеткой отверстий, с сеткой пазов, и с сеткой пазов и отверстий, которые могут использоваться для установки приспособления.
На накладных плитах 1, к торцам которых прикреплены поперечная 3 и продольная 4 планки с Т-образными пазами (рис. 15.1, е), приспособления 2 базируют по пазу плиты шпонками и по шпонке 5, устанавливаемой на планках. На рис. 15.1,.ж показано базирование приспособления 2 на накладной плите 1 с Т-образными пазами по пазу посредством шпонок и в продольном направлении посредством мерной планки 3, упирающейся в торцовую планку 4.
Приспособление 2 может базироваться на накладной плите 1 с сеткой отверстий либо посредством трех штырей 3, установленных в отверстиях плиты (рис. 15.1, з), либо посредством мерных планок 5, упирающихся в торцовые планки 3 и 4 (рис. 15.1, и).
 .
.
Рис. 15.1. Схема базирования приспособлении на станке.
На рис. 15.1, тс показано приспособление 2, которое базируется на плите 1 с Т-образными пазами и отверстиями посредством штыря 3, установленного в отверстии плиты и двух штырей 5, расположенных в торцовой планке.
Универсально-сборное приспособление 1 (УСП), которое показано на рис. 15.1, л; базируется на накладной плите 2 посредством трех штырей 3, установленных в отверстиях плиты.
Приспособление 2 (УСП) может базироваться на столе станка 1 посредством двух шпонок, устанавливаемых Т-образном пазу стола станка (рис. 15.1, м). Установка инструмента в исходную точку осуществляется по контрольной оправке 4 и установу 3.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 4869; Нарушение авторских прав?; Мы поможем в написании вашей работы!