КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Краткие теоретические сведения. Обработка боковых швов
|
|
|
|
Обработка боковых швов.
Технологическая последовательность обработки боковых швов зависит от вида застежек. Застежку юбки на крючках (имеющую припуски на обработку) обрабатывают до соединения боковых срезов, а застежку-молнию обрабатывают после соединения полотнищ юбки. Обработку боковых швов начинают с обметывания срезов на краеобметочной машине. При применении стачивающе-обметочной машины срезы заранее не обметывают.
Для обработки боковых швов детали переднего и заднего полотнищ юбки складывают лицевыми сторонами внутрь, уравнивают срезы, совмещают контрольные знаки и стачивают швом шириной 10 мм, оставляя нестачанным участок под застежку-молнию в левом боковом шве, руководствуясь контрольной надсечкой. Затем швы разутюживают.
Обработка застежек.
В зависимости от модели застежки в юбках могут быть различными: застежка-молния, на крючки или пуговицы. Длина застежки должна быть 180—200 мм.
Застежка-молния имеет ряд преимуществ по сравнению с другими видами застежек (красивый внешний вид, удобство в эксплуатации, простота в обработке). Обрабатывают застежку в верхней части левого бокового шва, среднего шва заднего или переднего полотнища. Закрепление тканой ленты застежки-молнии выполняют по лицевой стороне отделочной строчкой двумя способами: на одинаковом расстоянии с двух сторон от линии бокового шва и на различном расстоянии; строчку прокладывают шелковыми нитками в цвет ткани изделия.
Звенья застежки-молнии при соединении должны быть скрыты под припусками шва. Обработку застежки выполняют со стачанными, обметанными, разутюженными боковыми швами и с заутюженными срезами застежки.
Обработка застежки в боковом шве. При раскрое юбок со стороны передних и
задних половинок дается припуск на обработку застежки. Срез припуска
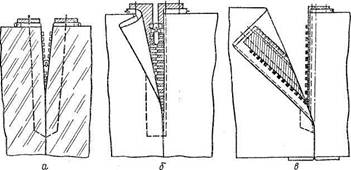
Рис. 1. Обработка застежки-молнии на юбках
верхней стороны застежки перегибают в сторону изнанки на 0,5-0,7 см и застрачивают на расстоянии 0,1-0,2 см от края. Срез припуска, образующего нижнюю сторону застежки, обрабатываются обтачкой, выкроенной по форме припуска.
Обтачку накладывают на лицевую сторону припуска, образующего нижнюю сторону застежки, лицевой стороной вниз и обтачивают деталь со стороны обтачки. Ширина шва 0,5-0,7 см. Обтачку отгибают в сторону изнанки, шов выправляют, образуя кант в сторону обтачки шириной 0,1-0,2 см, приутюживают его. Внутренний срез обтачки подгибают на 0,5-0,7 см внутрь. Подогнутый срез настрачивают на расстоянии 0,1-0,2 см от подогнутого края.
После обработки краев застежки переднего и заднего полотнищ юбки складывают лицевыми сторонами внутрь, уравнивают внутренние обработанные края и скрепляют нижние края припусков на обработку застежки двойной обратной строчкой поперек припусков, затем детали поворачивают и стачивают боковые срезы со стороны переднего полотнища юбки, совмещая надсечки или контрольные меловые линии.
Оборудование и инструменты: линейки, мел, ножницы, материал, нитки, иглы, образцы поузловой обработки, конспект лекций, журналы мод.
Швейная машина Juki DDL – 9000В – DS
Высокоскоростная промышленная швейная машина челночного стежка, прямого приводя с автоматической обрезкой нити.
Промышленный оверлок JUKI МО-6714S BE6-44H предназначен для обработки легких и средних материалов. Обеспечивает отсутствие шума и вибрации даже на высокой скорости.
Порядок выполнения работ в аудитории:
1. Обработка боковых швов.
1.1.Обметать боковые срезы переднего и заднего полотнища юбки.
1.2. Стачать боковые срезы переднего и заднего полотнища юбки машинным швом ширина 1,0 см., в начале и конце строчки ставятся закрепки.
1.3. Заутюжить шов стачивания.
2. Обработка застежек.
2.1. Вметать тесьму-молния.
2.2.Втачать тесьму-молния машинным швом ширина шва 0,5-0,7 см.
3. Проверить правильность выполнения поузловой обработки.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 622; Нарушение авторских прав?; Мы поможем в написании вашей работы!