КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основы принципа взаимозаменяемости
|
|
|
|
.
2.1 Понятие о взаимозаменяемости и ее видах.
Взаимозаменяемостью называется возможность сборки независимо изготовленных деталей в узел без дополнительных операций обработки и пригонки. При этом должна обеспечиваться нормальная работа механизма.
При современном серийном производстве детали производят в одних цехах, а собирают машины, узлы и приборы в других. В процессе сборки применяют различные крепежные детали, изделия из неметаллических материалов, подшипники качения и другие изделия, изготовленные на разных специализированных предприятиях. Несмотря па это, сборка происходит без дополнительных подгоночных и доводочных операций, а собранные машины и их части удовлетворяют предъявляемым требованиям. Это возможно при условии взаимозаменяемости узлов и деталей.
Раньше взаимозаменяемость рассматривалась как принцип собираемости деталей и узлов. Сейчас взаимозаменяемость распространяется и на износостойкость, твердость, внутренние напряжения, т. е. на качественные показатели, определяющие надежность и долговечность работы машин, узлов и деталей.
Взаимозаменяемость подразделяется на полную и неполную, внешнюю и внутреннюю, функциональную и по геометрическим параметрам.
Наиболее широко применяют полную взаимозаменяемость, которая обеспечивает возможность беспригоночной сборки (или замены при ремонте) любых независимо изготовленных с заданной точностью однотипных деталей в сборочные единицы, а последних — в изделия при соблюдении предъявляемых к ним (к сборочным единицам или изделиям) технических требований по всем параметрам качества. Выполнение требований к точности деталей и сборочных единиц изделий является важнейшим исходным условием обеспечения взаимозаменяемости. Кроме этого, для обеспечения взаимозаменяемости необходимо выполнять и другие условия: устанавливать оптимальные номинальные значения параметров деталей и сборочных единиц, выполнять требования к материалу деталей, технологии их изготовления и контроля и т. д. Взаимозаменяемыми могут быть детали, сборочные единицы и изделия в целом. В первую очередь такими должны быть детали и сборочные единицы, от которых зависят надежность и другие эксплуатационные показатели изделий. Это требование, естественно, распространяется и на запасные части. При полной взаимозаменяемости: упрощается процесс сборки — он сводится к простому соединению деталей рабочими преимущественно невысокой квалификации; появляется возможность точно нормировать процесс сборки во времени, устанавливать необходимый темп работы и применять поточный метод; создаются условия для автоматизации процессов изготовления и сборки изделий, а также широкой специализации и кооперирования заводов (при которых завод-поставщик изготовляет унифицированные изделия, сборочные единицы и детали ограниченной номенклатуры и поставляет их заводу, выпускающему основные изделий.
упрощается ремонт изделий, так как любая изношенная или поломанная деталь или сборочная единица может быть заменена новой (запасной).
Иногда для удовлетворения эксплуатационных требований необходимо изготовлять детали и сборочные единицы с малыми экономически неприемлемыми или технологически трудно выполнимыми допусками. В этих случаях для получения требуемой точности сборки применяют групповой подбор деталей (селективную сборку), компенсаторы, регулирование положения некоторых частей машин и приборов, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству сборочных единиц и изделий. Такую взаимозаменяемость называют неполной (ограниченной). Ее можно осуществлять не по всем, а только по отдельным геометрическим или другм параметрам.
Внешняя взаимозаменяемость — это взаимозаменяемость покупных и кооперируемых изделий (монтируемых в другие более сложные изделия) и сборочных единиц по эксплуатационным показателям, а также по размерам и форме присоединительных поверхностей. Например, в электродвигателях внешнюю взаимозаменяемость обеспечивают по частоте вращения вала и мощности, а также по размерам присоединительных поверхностей; в подшипниках качения — по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца.
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделие. Например, в подшипнике качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца.
Функциональная взаимозаменяемость стандартных изделий — это свойство независимо изготовляемых деталей занимать свое место в изделии без дополнительной обработки. Функциональная взаимозаменяемость предполагает не только возможность нормальной сборки, но и нормальную работу изделия после установки в нем новой детали или другой составной части взамен вышедшей из строя. Функциональнымиявляются геометрические, электрические, механические и другие параметры, влияющие на эксплуатационные показатели машин и других изделий или служебные функции сборочных единиц. Например, зазор между поршнем и цилиндром (функциональный параметр) влияет на мощность двигателей (эксплуатационный показатель).
Взаимозаменяемость по геометрическим параметрам — необходимое условие для соблюдения функциональной взаимозаменяемости, она является ее частным видом.
2.2 Основные определения взаимозаменяемости .
В России действуют Единая система допусков и посадок (ЕСДП) и Основные нормы взаимозаменяемости, которые базируются на стандартах и рекомендациях ИСО. ЕСДП распространяется на допуски размеров гладких элементов деталей и на посадки, образуемые при соединении этих деталей. Основные нормы взаимозаменяемости включают системы допусков и посадок на резьбы, зубчатые передачи, конуса и др.
Размеры, предельные отклонения и допуски.
При конструировании определяются линейные и угловые размеры детали, характеризующие ее величину и форму. Они назначаются на основе результатов расчета деталей на прочность и жесткость, а также исходя из обеспечения технологичности конструкции и других показателей в соответствии с функциональным назначением детали. На чертеже должны быть проставлены все размеры, необходимые для изготовления детали и ее контроля.
Размеры, непосредственно или косвенно влияющие на эксплуатационные показатели машины или служебные функции узлов и деталей, называются функциональными. Они могут быть как у сопрягаемых (например, у вала и отверстия), так и у несопрягаемых поверхностей (например, размер пера лопатки турбины, размеры каналов жиклеров карбюраторов и т. п.).
Параметр — это независимая или взаимосвязанная величина, характеризующая какое-либо изделие или явление (процесс) в целом или их отдельные свойства. Параметры определяют техническую характеристику изделия или процесса преимущественно с точки зрения производительности, основных размеров, конструкции. 1
Размер — это числовое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения. Размеры подразделяют на номинальные, действительные и предельные.
Номинальный — это размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений. Номинальный размер — это основной размер, полученный на основе кинематических, динамических и прочностных расчетов или выбранный из конструктивных, технологических, эксплуатационных, эстетических и других соображений и указанный на чертеже.
Действительный — это размер, установленный измерением с допустимой погрешностью.
Предельные — это два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Предельные размеры на предписанной длине должны быть истолкованы следующим образом:
а) для отверстий — диаметр наибольшего правильного воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой летали идеальной геометрической формы, прилегающей к отверстию без зазора), не должен быть меньше, чем проходной предел размера. Дополнительно наибольший диаметр в любом месте отверстия не должен превышать непроходного предела размера;
б) для валов — диаметр наименьшего правильного воображаемого цилиндра, который может быть описан вокруг вала так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой детали идеальной геометрической формы, прилегающей к валу без зазора), не должен быть больше, чем проходной предел размера. Дополнительно минимальный диаметр в любом месте вала не должен быть меньше, чем непроходной предел размера.
Наибольший предельный разме р — это больший из двух предельных, наименьший — это меньший из двух предельных размеров (рис. 1). ГОСТ 25346-89 установлены связанные с предельными размерами новые термины — «проходной» и «непроходной» пределы.
Термин «проходной предел» применяют к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала, нижнему — для отверстия. В случае применения предельных калибров речь идет о предельном размере, проверяемом проходным калибром.
Термин «непроходной предел» применяют к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала, верхнему — для отверстия. В случае применения предельных калибров речь идет о предельном проверяемом непроходным калибром.
Отклонение — это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение — это алгебраическая разность между предельным и номинальным размерами.
Классификацию отклонений по геометрическим параметрам целесообразно рассмотреть на примере соединения вала и отверстия. Термин «вал» применяют для обозначения наружных (охватываемых) элементов деталей, термин «отверстие» — для обозначения внутренних (охватывающих) элементов деталей. Термины «вал» и «отверстие» относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы (например, ограниченным двумя параллельными плоскостями — шпоночное соединение). Предельные отклонения подразделяют на верхнее и нижнее. Верхнее — это алгебраическая разность между наибольшим предельным и номинальным размерами, нижнее отклонение — это алгебраическая разность между наименьшим предельным и номинальным размерами. В ГОСТ 25346-89 приняты условные обозначения: верхнее отклонение отверстия —ES, вала — es, нижнее отклонение отверстия — EI, вала — ei. В таблицах стандартов верхнее и нижнее отклонения указаны в микрометрах (мкм), на чертежах — в миллиметрах (мм). Отклонения, равные нулю, не указываются.
Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями (рис. 1.1):
Но ГОСТ 25346-89 введено понятие «допуск системы» — это стандартный допуск (любой из допусков), устанавливаемый данной системой допусков и посадок. Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. При горизонтальном расположении нулевой линии положительные отклонения откладываются вверх от нее, а отрицательные — вниз (рис.1).
Поле допуска — это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии(рис.2.1).
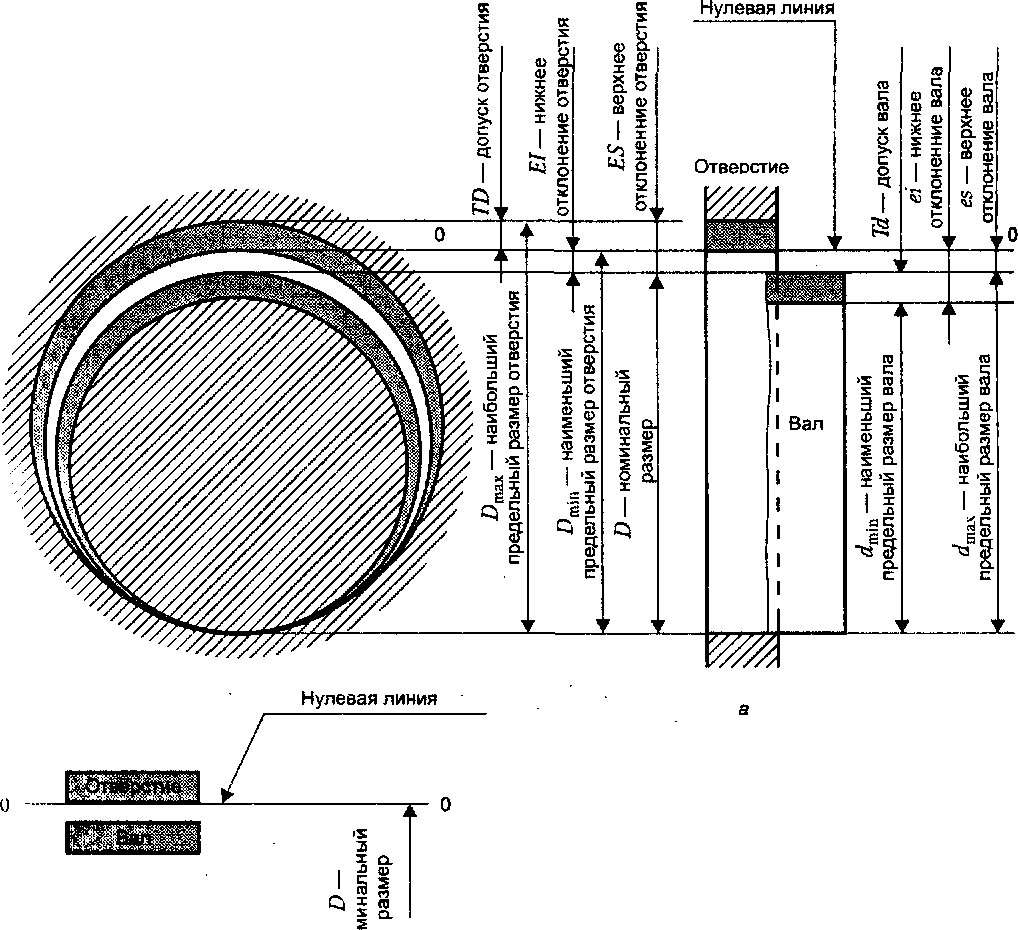
Рис. 2.1. Поля допусков отверстия и вала при посадке с зазором (отклонения отверстия положительны, отклонения вала отрицательны)
Для упрощения допуски можно изображать графически в виде полей допусков (рис. 2). При этом ось изделия всегда располагают под схемой.
Соединения и посадки. Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными ). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей. В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть: с зазором, натягом или переходной, при которой возможно получение как зазора, так и натяга. Схемы полей допусков для разных посадок показаны на рис 1.2
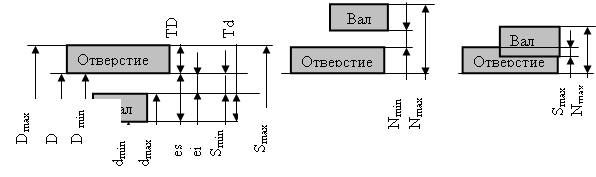
Рис. 2.2. Схемы полей допусков посадок: в — с зазором; б — натягом; в — переходной
Зазор S — разность размеров отверстия и вала, если размер отверстия больше размера вала. Наибольший, наименьший и средний зазоры определяют по формулам:
Smax= Dmax-dmin ; Smin= Dmin-dmax ; Sm= 
Натяг N — разность размеров валаа и отверстия до сборки, если размер вала больше размера отверстия. Наибольший, наименьший и средний натяги определяют по формулам:
Nmax=dmax –Dmin ; Nmin=dmin-Dmax; Nm=(Nmax+Nmin)/2
Посадка с зазором — посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала).
В переходных посадках допуск посадки –сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению,TSN=Smax+Nmax.
Для всех типов посадок допуск посадок численно равен сумме допусков отверстия и вала, то есть TS(TN)=TD+Td.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 6028; Нарушение авторских прав?; Мы поможем в написании вашей работы!