КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Мартенситное превращение
|
|
|
|
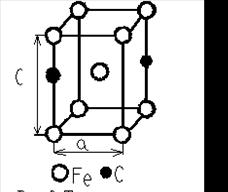
Рис. 9. Тетрагональная кристаллическая ячейка
При больших степенях переохлаждения возрастает термодинамическая неустойчивость аустенита, а скорость диффузии углерода резко падает. В этом случае происходит бездиффузионное превращение аустенита: ГЦК решетка аустенита перестраивается в ОЦК сдвиговым путем, при котором атомы железа перемещаются на расстояния менее межатомных. Весь углерод, ранее растворенный в решетке аустенита, остается в решетке феррита несмотря на то, что равновесная концентрация углерода в феррите не превышает 0,01 % при комнатной температуре. В результате образуется пересыщенный твердый раствор внедрения углерода в α -железе, который называется мартенситом. Количество углерода в решетке мартенсита много больше, чем в в равновесном состоянии, поэтому она сильно искажена и вместо кубической приобретает тетрагональную форму. Отношение периодов решетки мартенсита, т.е. степень тетрагональности, существенно отличается от единицы (с/а > 1). Чем больше углерода, тем выше степень тетрагональности мартенсита (рис. 9).
Мартенсит имеет высокую твердость (до 65 НRC). Высокая твердость мартенсита обусловлена во-первых, искажениями кристаллической решетки и соответственно большими внутренними напряжениями, определяемыми растворенным углеродом. А, во-вторых, возникновением фазового наклепа вследствие увеличения объема при превращении аустенита в мартенсит (плотность упаковки ГЦК-решетки больше ОЦК), в результате чего плотность дислокации в мартенсите достигает уровня плотности дислокации холоднодеформированной стали и равняется 1010–1012 см–2.
Скорость образования кристаллов мартенсита очень велика и достигает 1000 м/с. Атомы железа при перестройке γ→α смещаются упорядоченно, в строго определенных кристаллографических направлениях. Кроме того, сохраняется общая сопрягающаяся плоскость γ и α- решеток Fe, т.е. граница между фазами является когерентной. Поэтому кристаллическая решетка новой фазы мартенсита закономерно ориентирована и относительно исходной фазы — аустенита, относительно сомой себя. Последующие иглы мартенсита образуются под углом 60°, 120°или180° к предыдущим и ограничены их размерами. Направленность процесса и различие удельных объемов фаз (аустенита и мартенсита) приводят к тому, что аустенит попадает в замкнутые области между иглами мартенсита, испытывает напряжения сжатия, наклепывается и стабилизируется. Таким образом, в стали всегда сохраняется некоторое количество непревращенного, «остаточного аустенита», а конец мартенситного превращения (Mк) считается условным. Мартенситное превращение очень чувствительно к напряжению, а деформация аустенита может вызвать превращения даже при температурах выше Мн (образуется мартенсит деформации).
Мартенсит, как правило, образуется атермически, т.е. при непрерывном охлаждении. Задержка охлаждения при температуре выше температуры конца мартенситного превращения приводит к стабилизации аустенита и при последующем охлаждении его превращение затруднено и протекает с меньшей интенсивностью и полнотой. Количество остаточного аустенита при этом увеличивается, что нежелательно, так как это приводит к неоднородности свойств по сечению и изменению размеров деталей.
Положение точек Мн и Mк не зависит от скорости охлаждения, но зависит от содержания углерода в стали (рис. 10). Если содержание углерода в стали превышает 0,6%, то Мк лежит в области отрицательных температур. В этом случае, чтобы получить максимальное количество мартенсита, необходимо после закалки в воде до комнатной температуры сделать еще и обработку холодом.
Кристаллы в зависимости от состава сплава, а следовательно и от температуры образования, могут иметь различную морфологию. Различают два вида мартенсита: пластинчатый (игольчатый) и пакетный (реечный) (рис. 11). Пластинчатый мартенсит образуется в высокоуглеродистых сталях, имеющих низкие значения Мн и Мк. Сами кристаллы мартенсита в этом случае представляют собой линзовидные пластины, которые в плоскости шлифа имеют вид игл. Пакетный (реечный) мартенсит характерен для низко- и среднеуглеродистых, а также конструкционных легированных сталей. В этом случае кристаллы мартенсита имеют форму тонких реек, вытянутых в одном направлении (рис. 11, б) и объединенных в пакеты.
Рис. 10. Влияние содержания углерода в стали на температуру начала Мн и конца Mк мартенситного превращения

Рис. 11. Схема образования пластинчатого (игольчатого) (а) и пакетного (реечного) (б) мартенсита
Размеры кристаллов любой морфология мартенсита определяются величиной исходного зерна аустенита. Они тем крупнее, чем больше зерно аустенита. Первая пластина мартенсита имеет протяженность, соответствующую поперечному размеру зерна аустенита. Кристаллы, образующиеся при более низких температурах, имеют уже меньшую протяженность (рис. 11, а).
Таким образом, особенностями мартенситного превращения являются его бездиффузионный характер, ориентированность процесса, а для сталей еще и атермическая кинетика образования мартерсита.
Характерной чертой мартенсита является его высокая твердость и прочность, значения которых возрастают с увеличением содержания углерода в мартенсите. Временное сопротивление низкоуглеродистого мартенсита (0,025 % С) составляет 1000 МПа, а мартенсит с содержанием 0,6–0,7 % С имеет временное сопротивление 2 600–2 700 МПа. Однако с повышением в мартенсите содержания углерода возрастает и его склонность к хрупкому разрушению. Мартенсит, содержащий более 0,35–0,4 % С, имеет низкое сопротивление зарождению и распространению трещины, а также низкие значения вязкости разрушения KIс.
Увеличение удельного объема при образовании мартенсита является одной из основных причин возникновения при закалке больших внутренних напряжений, вызывающих деформацию и коробление изделий, а также появление закалочных трещин.
Промежуточное (бейнитное) превращение аустенита протекает по смешанному механизму и имеет черты кинетики диффузионного перлитного и бездиффузионного мартенситного превращений. Изучение бейнитного превращения не предусмотрено настоящей программой.
Превращение аустенита при непрерывном охлаждении.
Влияние непрерывного охлаждения на превращение аустенита можно проследить путем наложения кривых охлаждения на диаграмму изотермического распада аустенита (рис.12). Из рассмотрения этих зависимостей видно, что с повышением скорости охлаждения повышается степень переохлаждения аустенита и соответственно повышается дисперсность феррито-цементитной структуры.
Можно считать, что при небольшой скорости охлаждения v1 образуется перлитная структура, при большей скорости v2 — сорбитная структура и при еще большей скорости — трооститная структура. Бейнитная структура при непрерывном охлаждении углеродистой стали обычно не образуется. При очень высоких скоростях охлаждения(vR, v5) весь аустенит переохлаждается до точки Мн и превращается в мартенсит. Минимальную скорость охлаждения, при которой весь переохлажденный до Мн аустенит превращается в мартенсит, называют критической скоростью закалки (vR). Промежуточная скорость охлаждения v4 соответствует формированию структуры троостит + мартенсит. При пересечении первой С-образной кривой начинается аустенита распад аустенита на троостит, но не заканчивается, т.к. кривая охлаждения не пересекает вторую С-образною кривую. Оставшаяся часть аустенита претерпевает мартенситное превращение ниже Мн.
.
Рис. 12. Наложение кривых охлаждения на диаграмму изотермического распада.
Превращения при отпуске.
Неравновесные закалочные структуры мартенсит и аустенит остаточные стремяться перейти в более устойчивое состояние. Этот переход осуществляется диффузионным путем. Поэтому чем выше температура отпуска, тем интенсивнее протекают процессы распада неравновесных структур. Распад мартенсита происходит в несколько этапов. При нагреве до 2000С диффузия углерода из пересыщенной решетки мартенсита только начинается и по границам мартенситных кристаллов образуются ε – карбиды (FexС), толщиной несколько атомных слоев, которые не дифференцируются под оптическим микроскопом. Уменьшаются степень тетрагональности решетки мартенсита и остаточные напряжения. Такая структура называется мартенситом отпуска.
При нагреве до3500С диффузия углерода протекает интенсивнее, ε – карбид присоединяет недостающий углерод и превращается в цементит (Fe3С). Одновременно происходит превращение аустенита остаточного в мартенсит отпуска и он, как и мартенсит закалки, распадается на феррито-цементитную смесь. Нагрев до 4500С приводит к сфероидизации цементита и завершению диффузии избыточного углерода. Формируется структура, состоящая из феррита и мелкодисперсного цементита, называемая трооститом отпуска.
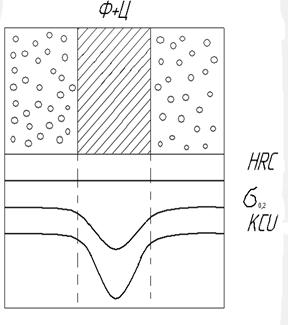
Рис.13. Схема, показывающая влияние глубины закалки на механические свойства закаленной и отпущенной стали.
Нагрев выше 4500С (до6500С) приводит к изменению морфологии фаз. Происходит укрупнение зерен феррита и цементита и дополнительная сфероидизация карбидных включений. Движущей силой этих процессов является уменьшение свободной энергии системы за счет уменьшения поверхностной энергии, такая структура называется сорбитом отпуска.
Феррито-цементитные смеси зернистого строения, при одинаковой твердости имеют более высокие значения предела текучести, относительного удлмнения и коэффициента ударной вязкости (рис.13.), чем пластинчатые структуры, получаемые после закалки или отжига. Ударная вязкость с повышением температуры отпуска увеличивается, однако существуют два температурных интервала отпуска. В которых ударная вязкость заметно понижается: 250-3500С и 550-6000С. Понижение коэффициента ударной вязкости при указанных температурах отпуска называется отпускной хрупкостью I и II рода (см. рис.14).
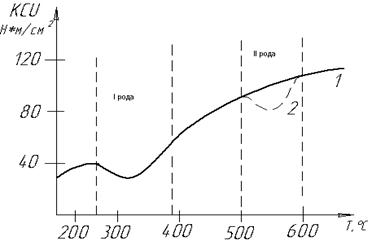
Рис.14. Влияние температуры отпуска и скорости охлаждения на ударную вязкость конструкционных сталей (1-быстрое охдаждение, 2- медленное охлаждение).
Отпускная хрупкость I рода (необратимая) не устраняется повторным отпуском, поэтому следует избегать проведения отпуска при температурах ее проявления. Отпускная хрупкость I рода наблюдается у всех конструкционных сталей независимо от степени легирования.
Природа отпускной хрупкости I рода недостаточно ясна. Возможными причинами могут являться: потеря вязкой составляющей аустенита (А→Мотп), наличие цементитных включений пластинчатой формы, неравномерность распада мартенсита.
Отпускная хрупкось II рода (обратимая) наблюдается в легированных сталях при медленном охлаждении. Её причиной считают выделение дисперсных фаз легирующих элементов по границам α-фазы и диффузию фосфора к границам зерен. Предотвратить отпускную хрупкось II рода можно путем ускоренного охлаждения в масле или воде после отпуска. Альтернативный путь - микролегирование молибденом или вольфрамом, которые связывают легирующие элементы, не давая им выделяться в виде хрупких частиц по границам зёрен.
Практика термической обработки.
Температура нагрева под закалку для сталей большинства марок определяется положением критических точек А1 и А3. Углеродистые доэвтектоидные стали нагревают на 30-50 0С выше Ас3, такая закалка называется полной. Углеродистые стали с содержанием углерода более 0,8% подвергают неполной закалке, т.е. нагревают на 30-50 0С выше Ас1 (подробнее см. методические указания к лабораторной работе «Закалка сталей»). Заэвтектоидные стали не закаливают из равновесного состояния, для них необходима предварительноя термическоя обработка: как минимум – нормализация, с целью устранения объемной сетки вторичного цементита, либо сфероидизирующий отжиг, с целью формирования карбидов зернистой формы.
Общая продолжительность нагрева под закалку складывается из времени прогрева, зависящего от формы и размеров изделий и времени, необходимого для завершения фазовых превращений. Для деталей сложной формы и большого сечения, с целью предотвращения коробления, рекомендуется ступенчатый нагрев. Охлаждение со скоростью больше критической обеспечивают применением специальных охлаждающих жидкостей: воды, масел, водных растворов солей, щелочей.
Закаливаемисть сталей – способность сталей повышать твердость в результате закалки, зависит главным образом от содержания углерода в стали. Чем больше в мартенсите углерода, тем выше его твердость.
Прокаливаемость- способность стали приобретать структуру закаленного слоя на определенную глубину. Прокалиеваемость определяется критической скоростью охлаждения. Чем меньше критическая скорость закалки, тем выше прокаливаемость стали. Если действительная скорость охлаждения в сердцевине изделия будет меньше критической скорости закалки, то в срдцевине произойдет диффузионный распад аустенита на феррито-карбидную смесь пластинчатого строения и прокаливаемость будет не полной. За глубину закаленной зоны принимают расстояние от поверхности в глубь до структурного слоя, содержащего не менее 50% мартенсита.
Способы закалки сталей.
При закалке изделий существует опасность появления деформаций и трещин в результате возникновения внутренних напряжений. Величина закалочных напряжений определяется формой изделий и содержанием углерода в стали. Чем больше различия в сечениях детали, тем большие внутренние напряжения возникают в ней при охлаждении. Чем больше содержание углерода в стали, тем больше объемные изменения при фазовом превращении и ниже температурный интервал мартенситного превращения, тем тщательнее следует выбирать условия охлаждения при закалке.
Рис. 15. Кривые охлаждения для различных способов закалки.
Закалка в одном охладителе (кривая V1) – наиболее простой и широко используемый способ закалки, однако он применим только для изделий несложной формы.
Закалка в двух средах (кривая V2) обычно применяется для инструмента из высокоуглеродистых сталей. Первое охлаждение проводится в воде, а затем деталь переносят в масло и в интервале мартенситного превращения деталь охлаждается медленнее, что способствует уменьшению внутренних напряжений.
Изотермическая закалка (кривая V3) предполагает изотермический распад аустенита при температуре немного выше Мн. В этом случае формируется структура нижнего бейнита, которая при достаточной прочности обладает повышений вязкостью.
Ступенчатая закалка (кривая V4) предполагает охлаждение и выдержку в среде, имеющей температуру немного выше Мн. В это время деталь приобретает температуру закалочной ванны во всех точках сечения, т.е. снижается градиент температур по сечению изделия. Затем следует окончательное медленное охлаждение, при котором и происходит превращение аустенита в мартенсит. Такой способ закалки уменьшает внутренние напряжения, увеличивает прокаливаемость и снижает вероятность закалочных деформаций.
Закалка в горячих средах (V5) предполагает точное сохранение размеров изделия (например- шаг резьбы), что достигается путем выдержки изделий при температуре ниже Мн. В этом случае аустенит частично стабилизируется и после окончательного охлаждения его количество увеличивается по сравнению с непрерывным охлаждением.
Особенности термической обработки легированных сталей.
ЛЭ группы Ni - Mn,Co,C,N понижают критические точки Ас1 и Ас3.
ЛЭ группы Cr – Cr, W, V, Mo, Ti, Nb, Zr повышают эти критические точки.
Поэтому для легированных сталей температуры нагрева для термической обработки находят только по справочникам!
Влияние ЛЭ на кинетику распада аустенита.
Кинетика распада аустенита определяет поведение стали в процессе термической обработки. Легирующие элементы замедляют диффузионный распад аустенита и задерживают бездиффузионное превращение.
Элементы, которые растворяются в феррите или цементите и не образуют специальных карбидов, кроме Со, оказывают лишь количественное влияние на процессы превращения (Ni, Si, Cu, Al, Mn), т.е. сдвигают S- образные кривые вправо по временной шкале. За счет этого уменьшается критическая скорость закалки, уменьшаются тепловые напряжения, увеличивается прокалиеваемость сталей. Особенно сильно задерживают диффузионный распад аустенита Mo, Cr, Mn. Карбидообразующие (кроме Mn) элементы, кроме количественного влияния оказывают и качественное влияние. Они разделяют перлитное и бейнитное превращения по Т шкале, изменяя вид S- образных кривых. Например в нержавеющих сталях с 14% Cr полностью отсутствует промежуточное превращение (рис,16.), а в сложнолегированных конструкционных 0,3%С с Cr, W или Mo, Ni или Mn отсутствует перлитное превращение. Для высоколегированных инструментальных сталей 0,9%С, содержащих Cr, W и V, S- образные кривые выглядят как на рис.17.
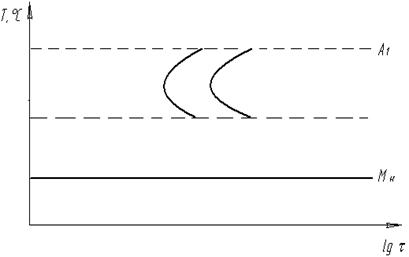
Рис.16. Диаграмма изотермического превращения переохлажденного аустенита для высокохромистых коррозионностойких сталей.
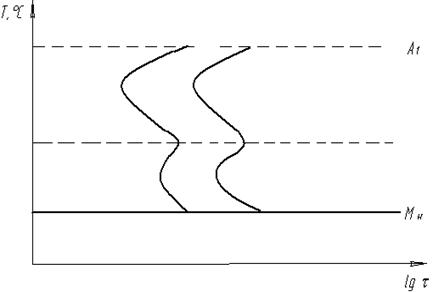
Рис 17. Диаграмма изотермического превращения переохлажденного аустенита для высоколегированных инструментальных сталей.
Легирующие элементы не влияют на кинетику мартенситного превращения. Их влияние сказывается на положении температурного интервала мартенситного превращения.
Si – не изменяет температуры начала и конца М- превращения.
Al и Co повышают температуру начала мартенситного превращения и тем самым способствуют уменьшению количества аустенита остаточного.
Все остальные ЛЭ сдвигают мартенситный интервал в область отрицательных температур и увеличивают количество аустенита остаточного.
На практике пользуются следующей расчетной формулой для определения Мн:
Мн =560 –320(%С) – 50(%Mn)- 30(%Cr) –20(%Ni+Mo).
Например, для стали Гатфильда Г13: Мн =560 –320-50*13=-4100С.
Поэтому после закалки фиксируется аустенитное состояние. У такого аустенита интересные свойства- он мягкий, но им можно дробить камни, т.к. во время удара образуется мартенсит деформации.
В зависимости от положения мартенситного интервала и S- образных кривых для легированных сталей возможны три вариата превращений при охлаждении на воздухе после нагрева под закалку (рис.18.)
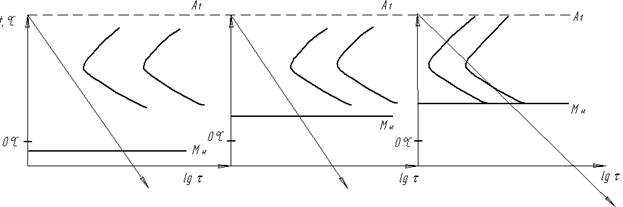
Рис. 18. Диаграммы изотермического превращения переохлажденного аустенита для легированных сталей и нанесенными на них кривыми охлаждения на воздухе.
Легированные стали в нормализованном состоянии подразделяются на 3 класса:
- Перлитный (рис.18.в)
- Мартенситный (рис.18.б)
- Аустенитный (рис.18.а)
Необходимо отметить, что данная классификация достаточно условна и относится к образцам небольших размеров.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 2651; Нарушение авторских прав?; Мы поможем в написании вашей работы!