КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Домалау мойынтіректері 2 страница
|
|
|
|
Тұғырлардың ашық және жабық типтері болады. Жабық типті тұғыр құйылып жасалған салмақты қатаң қаңқа сияқты: оның ортасына пішінбілік жастықшаларын орнатуға арналған терезе жасалған; тұғырдың төменгі жағында құйылмалары болады. Құйылмаларда тұғырды іргетас тақтасына бекітетін бұрандамаларға арналған тесіктер жасалған. Жабық типті тұғырларды олардың жоғары беріктігі мен қатаңдығына байланысты блюмингтердің, слябингтердің, ыстықтай және суықтай илемдейтін жұқатабақты орнақтардың, кейде дайындамалық және сортты орнақтардың жұмыс қапастарында қолданады.
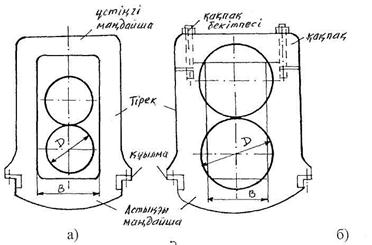
Сурет 9.7 - Тұғырлар: а – жабық типті D<B; б- ашық типті D  B.
B.
Ашық типті тұғыр екі бөліктен тұрады: тұғырдың өзінен және қақпақтан. Қақпақты тұғырмен бұрандамалар немесе сыналармен бекітеді. Мұндай тұғырлардың жабық типті тұғырларға қарағанда қатаңдығы төмендеу, бірақ жасалуы арзан және пішінбіліктерді алмастыруды қақпақты ашып тікелей кранмен жүргізуге мүмкіндік береді. Мұндай типті тұғырлар сортты және рельсарқалықты орнақтардың қапастарында қолданылды.
Тұғыр өлшемдерін төмендегі шарттарға сәйкес анықтайды:
1) тұғыр терезесіне пішінбілік жастықшасы мен басқыш бұрама ұшын орналастыру мүмкіндігіне байланысты;
2) қажетті беріктік пен қатаңдыққа сәйкес.
Тұғырдың жоғарғы және төменгі бөліктерін маңдайша (ашық типті тұғырдың жоғарғы маңдайшасы болып тұғырдың қақпағысаналады), ал бүйіржақтағыларын тіреуіш деп атайды. Тіреуіш қималарын әдетте қоставрлы немесе тіктөртбұрышты қылып жасайды. Тіктөртбұрышты қималы тіреуішті құю оңайырақ, сондықтан мұндай қималы тіреуіштерді көбінесе төртпішінбілікті қапастарда пайдаланады.
Тұғыр тіреуіштерінің ішкі жағында тіреу пішінбіліктерінің жастықшасына арналған бағыттауыш тақтайшалар бекітілген. Мысалы, 2000 орнағы үшін (НКМЗ конструкциясы) әрбір тұғыр массасы 126 т. Тұғырдың тақтасы мен маңдайшаларымен жиналғандағы жалпы массасы 312 тоннаны құрайды. Тұғырдың жоғарғы маңдайшаларында басқыш бұраманың қола сомындарына арналған ойықтар жонылған. Тұғырды тақталарға және тақталарды іргетасқа бекітетін болттар диаметрін мына қатынас арқылы анықтайды:
d = (0,09 – 0,15) D + 10 мм,
мұндағы D – жұмыстық пішінбілік диаметрі.
Әдебиеттер: нег. 1 [87-103], 2 [96-109], 3 [85-102]; қос. 5 [37-48].
Бақылау сұрақтары:
1. Теңдестіру құрылғысын қолданудағы мақсат қандай?
2. Теңдестіру құрылғыларының қандай түрлері бар?
3. Теңгермесалмақты теңгеру құрылғысының кемшіліктері неде?
4. Гидравликалық теңгеру құрылғысының жұмыс принципі.
5. Пішінбіліктерді алмастырудың мақсаты және оның қандай тәсілдері бар?
6. Илемдеу орнақтарының жұмыстық қапастарының тұғырларының негізгі типтері және тұғырдың атақартын міндеті.
10-дәріс. ЖҰМЫС ҚАПАСЫ ПІШІНБІЛІКТЕРІНІҢ ЖЕТЕГІ
Айналдырықтар
Пішінбіліктерге айналдырушы және бұраушы моменттерді тістегеріштік қапастан немесе басты электрқозғалтқыштан беру үшін айналдырықтар қолданылады. Айналдырықтардың әмбебап, топсалы және тісті типтері бар.
Әмбебап айналдырықтар (Гук топсасы принципімен) айналу және бұраушы моменттерді 8 -10 0 еңкіштік бұрышпен бере алады.
Табақты және сортты орнақтарда α = 10-2 0 және Мбұр =50-200кНм; жаншығыш, қалыңтабақты және дайындамалық орнақтарда α = 3 0-10 0 Мкр = 0,5 - 3,0 МНм
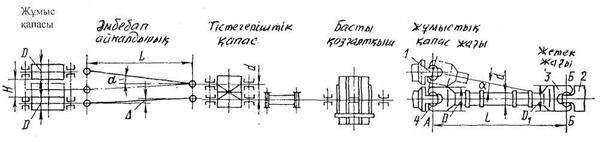
Сурет 10.1 - Әмбебап айналдырықтарды орнату сұлбасы
Топсалы құрылымының арқасында әмбебап айналдырықтар бірқалыпты жұмыс істейді және өте үлкен бұраушы моменттерді бере алады.
Айналдырық ұзындығы оның қабылданған немесе шекті еңкіштік бұрышының мәнімен және айналдырықтардың біреуінің жылжу биікткігімен анықталады:
 (10.1)
(10.1)
Үстіңгі айналдырықтың еңкіштік бұрышының мәнін азайту үшін және айналдырықтарға бірдей жұмыс жағдайын тудыру үшін астыңғы айналдырықты да аздаған бұрышпен орналастырады.
Илемдеу барысында өте үлкен моменттерді беретін болған соң айналдырық топсалары аса берік болып жасалуы тиіс. Жетек жағындағы айналдырық топсасының сыртқы диаметрі тістегеріштік қапас тістегеріштерінің осьаралық арақашықтығымен, ал жұмыстық қапас жағында пішінбіліктер диаметрімен (үстіңгі пішінбілік астыңғыға жатқызылғанда) шектеледі. Пішінбіліктердің жонылатынын ескере отырып айналдырықтың жұмыстық қапас жағындағы топсасының сыртқы диаметрін D тістегеріштік қапас жағындағы топса диаметрінен D1 аздап кіші қылып алады.
а – пішінбіліктер жағындағы ашық топса; б –жетек жағындағы бітеу топса; в – топсаның қатаңдық қабырғасымен бірге берілген қимасы.
Сурет 10.2 - Топсаның құрылымдық элементтері:
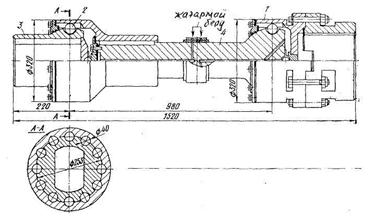
Әмбебап айналдырық топсасы пішінбіліктер жағының қалақшасы 1 мен жетек жағының қалақшасынан 2 құралады. Айналдырық бастиегінің 3 (ашасы) ішінде цилиндрлі кеулейжонылым, сегментті қола ішпектер 4 мен төрткілше 5 бар. Илемдеу кезінде пішінбіліктер аралығының ара қашықтығы Н мен айналдырықтың еңкіштік бұрышы өзгеретін болғандықтан топсаның біреуі осьтік бағытта қалқымалы, ал екіншісі орнықтырылған болуы керек.
1- пішінбіліктер немесе жетек жағының қалақшасы; 2 – май жүретін арналары бар айналдырық бастиегі; 3 - кеулейжонылым (сфералы); 4 – қола сегментті ішпектер; 5 – төрткілшелер (сухарь).
Сурет 10.3 - 1700-орнағының әмбебап айналдырығы:
Пішінбіліктерді алмастыру көбінесе горизонталь бағытта (осьтік) жүргізілетін болғандықтан, қалқымалы қылып пішінбілік жақтағы топсаны жасайды, ол үшін қалақшада төрткілшені 5 жылжытуға арналған жырық ойық жасалады. Жетек жағындағы орнықтырылған топсада сухарьды бекітуге арналған жырықсыз тесік (дөңгелек немесе тіктөртбұрышты) жасалған.
Төрткілшелер ұшы астарлармен жалғастыруға арналған шетмойынмен жабдықталған. Төрткілшенің тозуын азайту үшін оны қола тақтайлармен қоршайды немесе қола стақанға салып орнатады. Кейбір жағдайда төрткілшенің бүйір қырларына қола жапсырмаларды пайдаланады.
Перпендикуляр екі жазықтықта айналдырық бастиегі осьі мен төрткілше осьінің бұралу мүмкіндігінің арқасында Гук топсасының принципі орындалады.
1 – бастиек; 2 – қалақша; 3 – астар; 4 – төрткілше; 5 – қола төлке
Сурет 10.4 - Айналдырық бастиегінің қимасы
Бастиектің кеулейжонылым диаметрі бастиек диаметрінің жартысына тең, ал қалақша қалыңдығы 0,26 D шамасын құрайды. Айналдырықтың құрылымдық өлшемдері МЕСТ8059-74 бойынша беріктікке тексерілген соң келісіледі.
Айналдырық топсалары тығыздалмайтын болғандықтан (үйкеліс беттері ашық) және айналдырықтың өзі жұмыс кезінде айналып тұратындықтан топсаларға үздіксіз май беріп тұру құрылымдық жағынан қиындықтар тудырады.
Әмбебап айналдырықтар өлшемдерінің өте үлкендігімен ерекшеленеді, олардың массасы 5 – 40 т. дейін.
Қола астарлар мен топсаның кеулейжонылымдарының тозуын азайту үшін, сонымен қатар жұмыстық пішінбіліктер мен тістегеріштік біліктер мойынтіректерінің (немесе электрқозғкалтқыштың) жүктелу шамасын азайту үшін салмақты, гидравликалық және серіппелік теңгергіш механизмдері қолданылады.
Сурет 10.5 - Слябинг айналдырығының салмақтық теңгергіші
Астыңғы айналдырық серіппелер арқылы теңгеріледі (серіппелі теңгергіштер). Айналдырық білігі баббитті құйылмасы бар екі мойынтірекке отырғызылған.
Үстіңгі пішінбілігінің көтерілуі шамалы табақты орнақтар үшін гидравликалық теңгергіштер қолданылады (Сурет 10.6).
Сурет 10.6 - Төртпішінбілікті қапас айналдырықтарының гидротеңгергіш құрылғысы
Ортаңғы бөлігінде айналдырықтар баббитті құйылмасы бар мойынтіректерге отырғызылған. Астыңғы айналдырықтың мойынтірегі гидравликалық цилиндр тығынжылына тірелген. Үстіңгі айналдырық екі бүйірлік гидравликалық цилиндр арқылы теңгеріледі.
Гидравликалық теңгергіштер бірқалыпты және сенімді жұмыс істейтіндігімен ерекшеленеді, бірақ оларды пайдалану үшін цехта жоғары қысымға арналған сорғылы-аккумуляторлы станция болуы керек.
Серіппелі теңгергіш құрылғылары осыған ұқсас орнатылады, тек гидравликалық тығынжылдың орнына серіппелер қолданылады.
Қола астарлы топсалардың қызметінің қанағаттанарлық дәрежеде болмауы (тораптарды майлаудың қиындығы және астарлардың әрқилы тозуы), қола ішпектердің қымбаттығы және материалдың тапшылығы конструкторларға топсалардың тиімді құрылымын ойлап табуды мәжбүрлік туғызды. Қола ішпектерді пластмассамен (текстолитпен) ауыстыру тәжірибесі оң нәтиже бермеді, өйткені мұнда майды беру мен топсаны салқындату қиындықтар тудырды.
Осы мақсатқа байланысты автокөлік айқартопсасы негізінде жасалған домалау мойынтіректеріне отырғызылған бірқатар әмбебап топсалар құрылымы ойлап табылды. Олардың кемшілігі домалау мойынтіректерінің жеткіліксіз жүккөтергіштігінде, бірақ олар бұрау моменті 0,8 МНм дейінгі илемдеу орнақтарында кеңінен қолданылып жүр. Айқастырма топсада роликті мойынтіректер пайдаланылып жүр, мысалы 500х1500х2500 мм жаттықтыру орнағының жұмыс пішінбіліктерін жетекке келтіру үшін. Осьтік жылжу біліктің шлицті ұшына кигізілген ернемектің сырғуы нәтижесінде іске асырылады. Мойынтіректің майлануы тығындамалы, май тығын арқылы кезеңді түрде толтырылып тұрады.
Қаңылтыр илемдеу және жаттықтыру орнақтарының жетектерінде илемдеу жылдамдығы жоғары (30 м/с) болғанда ұзартылған тісті муфталы типті айналдырықтар қорлданылады.
Сурет 10.7 - Тісті айналдырық
Егер айналдырықтың еңкіштік бұрышы 1030' аспайтын болса, онда мұндай тісті айналдырықтарды пайдалану жақсы нәтижелер береді.
Жоғары жылдамдықпен (2000 айн/мин дейін) жұмыс істеу барысында үздіксіз майда сортты және сымды орнақтардың тазалай өңдеу қапастарының пішінбіліктерін жетекке келтіру үшін қола астарлы әмбебап айналдырықтар және домалау мойынтіректі топсалы (айқартопсалы білік) айналдырықтар жарамсыз болып қалды. Алғашқысы майланудың жеткіліксіздігі мен астарлардың тез тозып кетуі салдарынан, ал екіншісі домалау мойынтіректері бар айқастырманың ұзақ мерзім жұмыс істеуінің төмендігіне байланысты. Мұндай айналдырықтарды қолданғанда илемдеу кезінде пішінбіліктердің өте қатты дірілі пайда болады. Сондықтан кейбір орнақтарда бұл айналдырықтар шарикті әмбебап айналдырықтармен (ДМЕТИ конструкциясы) ауыстырылған (Сурет 10.8).
Айналдырық топсасына орталықтандырылған май станциясынан қою май үздіксіз беріледі.
1 – шарларға арналған жартылай сфералы ойықтары бар төлке; 2 – стандартты шарлар; 3 – шарларға арналған жартылай цилиндрлі ойықтары бар төлке; 4 – айналдырық білігі.
Сурет 10.8 - Үздіксіз сымдау және майда сортты 250 (Мкр=20 кН м, α=70) орнақтарының пішінбіліктерін жетекке келтіруге арналған шарикті топсалы әмбебап айналдырық
Пайдалану барысында мұндай айналдырықтар ұзақ мерзімділігінің жоғары болатынын көрсетті (1-2 жыл). Пішінбіліктер мен айналдырықтардың дірілі толық басылады. Шарикті айналдырықтар ось қиғаштықтары 70 және одан жоғары мәнде жұмыс істей береді.
Әдебиеттер: нег. 1 [104-115], 2 [110-125], 3 [103-116]; қос. 5 [81-94].
Бақылау сұрақтары:
1. Илемдік орнақ жетегінің құрамына қандай механизмдер кіреді?
2. Әмбебап айналдырықтың құрылымы мен жұмыс істеу принципі.
3. Айналдырықтың атқаратын міндеті қандай?
4. Айналдырықтарды теңгерудің қандай тәсілдері бар?
5. Тісті айналдырықтытың артықшылықтары мен кемшіліктерін атаңыз.
6. Әмбебап айналдырық бастиегінің құрылымы.
11-дәріс. Тістегеріштік қапастар
Тстегеріштік қапастар бұраушы моменттің бөлінуіне және әмбебап айналдырықтар арқылы орнақтың пішінбіліктеріне айналыс беруге арналған.
Тістегеріштік қапастар дара жетекті орнақтардан басқа барлық илемдеу орнақтарында қолданылады. Дара жеткеті орнақтарда пішінбіліктер тікелей екі қозғалтқыштан айналыс алады (блюминг, слябинг және т.б.).
Барлық тістегеріштік қапастарда астыңғы тістегеріш жеткеті болып жасалған (ора қалыңдықты және сортты үшпішінбілікті орнақтардан басқа).
Илемдік пішінбіліктер диаметрлерінің оларды пайдалану барысында тұрақта болмайтынын ескере отырып (пішінбіліктер қайта жонылады), сортты орнақтарда негізгі параметр есебінде жұмыс пішінбіліктерінің диаметрі емес тістегеріштік қапастардың тістегеріштерінің бастапқы шеңберлерінің диамтерлері алынады. Осының арқасында тістегеріштік қапастардың типтік өлшемдер санын қысқартуға және әртүрлі илемдік орнақтарға тістегеріштерінің диаметрлері бірдей қапастарды қолдануға мүмкіндік туады. Сонымен қатар, осы кезде тістегеріш тістерін қиюға арналған қымбат құралдардың (тісқашауыш, саусақты жонғыш және т.б.) типтік өлшемдер саны едәір қысқарады.
Тістегеріштік қапастың тістегеріштерінің бастапқы диамтерлері орнақ пішінбіліктерінің диаметрлеріне және илемдеу кезіндегі олардың ең үлкен ара қашықтығының шамасына тәуелді. Үстіңгі пішінбілікті көтеру биіктігі илемдеу процесі кезінде өзгеретін болған соң, тістегеріш диаметрін үстіңгі айналдырықтың еңкіштік бұрышының шамасы шақтамалы шамадан (8-100) асып кетпейтіндей қылып таңдайды.
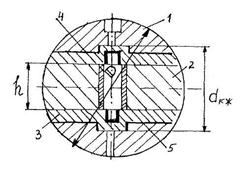
Шағын блюмингтер мен басқа да жаншығыш орнақтар (екіпішінбілікті) үшін тістегеріштердің бастапқы шеңберінің диамтерін d 0 мына қатынастан таңдайды:
d 0 = (Dн + Dn)/2 + h /(8-10), (11.1)
пішінбіліктер аралығындағы ара қашықтық өзгеруі шамалы (тек қайта жону мен қайта ажарлау есебінен болатын) басқа орнақтар үшін:
 , (11.2)
, (11.2)
мұндағы Dж – жаңа пішінбіліктер үшін; Dқж – қайта жонылған пішінбіліктер диаметрі (шақтамалы мәнге дейін); h - үстіңгі білікті көтеру биіктігі.
Тістегеріштік қапастарда ортасында жолы жоқ немесе жолы бар шырша тісті тістегріштер қолданылады, ол мынадай жағдайлармен түсіндіріледі:
а) илемдеу барысында тістегеріштердің шеңберлі жылдамдықтары едәуір жоғары (5-20 м/с) және мұндай жағдайда тік тістерді қолдану орынсыз, өйткені олардың жүрісі бірқалыпты емес;
б) қисық тістерді қодану қапас құрылымының күрделіленуіне әкеп соғатын еді, өйткені осьтік жүктемеге қосымша құрылғы қажет болар еді;
в) ортасында жолы бар шырша тістерді (тісті қию кезінде бұрамдықты жонғышты шығаруға арналған) пайдалан тиімді емес, өйткені қалдырылған жол тістегеріштің пайдалы енін кішірейтеді, соның салдарынан беретін бұрау моментінің шекті шамасын да кемітеді. Бірақ ортасында жолы бар тістегріштерді жасау оңайырақ және арзан.
Шырша тістерді қию арнайы қисықтісті тісқашауыш немесе саусақты жонғыш көмегімен жүргізіледі. Шарша тістердің тістегеріштердің бөлгіш диаметрлеріндегі еңкіштік бұрышы β = 300 шамасында алу қабылданған; бүйірлік қимасындағы эвольвенттік пішін бұрышы α = 200. Тістердің өңделуі 2-ші немесе 3-ші дәлдік класымен орындалады.
Тістегеріштік қапастардың беріліс саны бірге тең (i=1), сондықтан тістегеріштердің бастапқы шеңберінің диамтері d0 тістегеріштік қапастың тістегеріштерінің осьаралық ара қашықтығына А тең болады.
Тістер саны z=18-29. Осы шекті мәннен асыруға болмайды, өйткені ол модульдің кішіреюіне, соның салдарынан тістердің беріктігін төмендетуге әкеа соғады. Тістердің шыдамдылығын арттыру үшін олардың ұштарын шынықтырады. Тістердің модульін 8-10 мм төмен алуға болмайды.
Диаметрлері бірдей тістегеріштерді олардың әртүрлі күштер мен бұрау моменттерін беруге арналғандықтарына байланысты (илемдеу орнағының тағайындалған міндетіне байланысты) тістегеріш ендерін әртүрлі қылып жасайды.
Тістегеріштік қапастарды тістегеріштерінің ені бойынша үш топқа бөлуге болады: енсіз, қатынастары В/А =1,2; орташа 1,6-2,0 және енді (кең) 2,5. Аса енді (В/А >2,5) тістегріштерді қолдану дұрыс емес, өйткені бұл кезде тістегеріштік біліктердің майысу шамасы артады да тістердің жүктемені бер жағдайы нашарлайды.
Әдетте, тістегріштерді 45, 40ХН, 60Х2МФ маркалы болаттардан беттік шынықтыру мәні 450-570 НВ қаттылығына дейін жасайды. Бұл болаттар дайындамасының меаникалық қасиеттері (қалыптандырудан кейін): σВ=600-800 МПа, аққыштық шегі σТ=320 МПа; салыстырмалы ұзаруы δ=15%, қаттылығы 170-195НВ.
Тістегеріштік қапастар мен редукторлардың құрылымдары. Тістегеріштік қапастарды ашық типті қылып жасайды (қақпағы ашылмалы). Олар мынадай негізгі элементтерден тұрады: тұғыр, қақпақ, тістегеріштік біліктер мен мойынтірек орналасқан жастықша. Тұғыр мен қақпақ жоғары беріктікті шойыннан (ВЧ-45, СЧ-32 маркалы) құйылып жасалады; тістегеріштер соғылмалы легірленген болаттардан (40ХН маркалы) жасалады. Мойынтіректері – роликті конусты, кейде баббитті сырғанау мойынтірегі (егер мойынтіректің габариттік өлшемдері үлкен болуы себебінен роликті смойынтіректерді қолдану мүмкін болмаған жағдайда). Мойынтіректерге және тісті ілініске орталықтандырылған майлау станциясынан сұйық май үздіксіз беріледі. Тістегеріштер мен мойынтіректер қысыммен берілген майдың ағып кетпеуін қамтамасыз ететін қымтағыштармен қамтылуы керек.
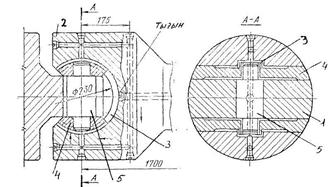
Мысал ретінде 2500 орнағының тістегеріштік қапасының сипаттамасын қарастырамыз.
А=500мм, В=1200мм, β=300; z=21, ms=24, жетекті біліктің максимальды бұраушы моменті 400 кНм, мойынтіректер мен тісті ілініске П-28 (брайтсток) сұйық майы орталықтандырылған жүйемен беріледі. Тұғыр мен қақпақ СЧ-32 маркалы сұр шойыннан, жастықшалар 35Л маркалы болаттан құйылып жасалған. Тістегеріштік біліктер 60Х2МФ болатынан жасалған. Шырша тісті қиюды жеңілдету үшін оларды ортасында жолы бар қылып жасайды.
Сурет 11.1 - 2500 орнағының жұмыс пішінбіліктерін жетекке келтіруге арналған тістегеріштік қапас
Мойынтіректерден майдың ағып кетпеуі мақсатында мойыншалардың ұштарында май лақтырғыш сақиналар жасалған.
Егер пішінбіліктердің жетегіне таңдалып алынған электрқозғалтқыштың айналу саны (nқ) пішінбіліктердің айналу санынан (nпб) едәуір артық болса, онда орнақтың басты тізбегіне бәсеңдеткіш редуктор қойылады. Керісінше, егер nқ<nпб болса, онда үдеткіш редуктор қолданылады. Көпшілік жағдайда i < 4, ал қуат шамасы аз болғанда редукторды тістегеріштік қапаспен біріктіріп, бір трқылы етіп жасайды.
Мұндай аралас тістегеріштік қапас-редукторлар көппішінбілікті және шағын төртпішінбілікті орнақтарды қолданылады.
Қуаттылығы жоғары электрқозғалтқышпен жабдықталған жұмыс қапастарында егер nқ > nпб болса жеке орналасқан редукторлар қолданылады. Мұндай редукторларды ауыр машина жасау зауыттарында нақты қолданылатын онаққа арнап,жеке жобамен жасайды.
Мұндай редукорлардың типі цилиндрлі екіс атылы, осьаралық ара қашықтығы 4000 мм және одан жоғары, берілістік қатынасы iε =15 және одан жоғары.
Сурет 11.2 - Жаттықтыру 2500 орнағының аралас тістегеріштік қапас-редукторы
Редуктордың түбі мен қақпағы пісіріліп жасалған, майлануы сұйық орталықтандырылған, редуктор массасы 150 тоннаға дейін.
Осьаралық ара қашықтығы А<2500 мм редукторларды біртұтас құйылған болат дөңгелектермен жасап шығарады.
Сурет 11.3 - Цилиндрлі тістегерішті екіс сатылы редуктор
Тілкемді суықтай илемдеуге арналған көппішінбілікті (12 және 20 пішінбілікті) илемдік қапастарда диаметрлері шағын жұмыстық пішінбіліктер емес, аралық қатардағы пішінбіліктер жетекті болып табылады. Осыған байланысты тістегеріштік біліктердің құрылым өзіне тән ерекшеліктерімен сипатталады.
Тістегеріштік қапас-редуктор 20-пішінбілікті орнақтың екі аралық қатарға орналасқан шеткі төрт пішінбілігін жетекке келтіреді.
Жетекті болып астыңғы тістегеріштік білік жасалған, ал үстіңгі тістегеріш астыңғы тістегерішпен жұпталып айналысқа түседі. Астыңғы әрбір тістегеріш жұбының беріліс саны i= 0,5; Z1=50; Z2 =25; mS = 12; mn =11,88.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 1321; Нарушение авторских прав?; Мы поможем в написании вашей работы!