КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Условные обозначения параметров на схеме
|
|
|
|
Средний такт – это отрезок времени, через который с поточной линии (конвейера) сходит очередное изделие.
Шаг конвейера – величина, которая задается при проектировании поточной линии (конвейера)
Ф пл. – плановый фонд работы времени поточной линии (конвейера)
Т шт. – трудоемкость изготовления одного изделия (количество времени) программы производства продукции
N – объем производства продукции на поточной линии (конвейере) в плановом периоде (за Ф пл.)
Партионный метод характеризуется изготовлением разной продукции в количествах, определяемых партиями. Партией называется количество одноименных изделий, которые поочередно обрабатываются при каждой операции.
Наибольшее распространение партионные методы получили в серийном и мелкосерийном производстве, заготовительных цехах массового и крупносерийного производства, где используется высокопроизводительное оборудование.
Индивидуальный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями. Он применяется при изготовлении сложного уникального оборудования, специальной оснастки, а также в опытном производстве.
Контрольные вопросы
I. Дайте определение определению «организация производства»
2. Назовите основные принципы организации производственного процесса, раскройте их содержание.
3. Что такое производственный процесс? Дайте классификацию производственных процессов.
5. Раскройте последовательность и основные элементы проектирования производственного процесса.
6. Дайте определение и раскройте содержание понятию «комбинирование производства»
 Тема 5. «Роль и значение производственного цикла»
Тема 5. «Роль и значение производственного цикла»
Производственный цикл: содержание и характеристика
Производственный цикл - это количество операций производственного процесса, необходимое для изготовления одного изделия или группы (партии) изделий.
Производственный цикл подразделяется на две стадии:
1.время технологических операций (оперативное)
2. время регламентированных перерывов
Время технологических, операций — это время, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением.
Время перерывов— это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменений его качественных характеристик, но продукция еще не является готовой и процесс производства не закончен.
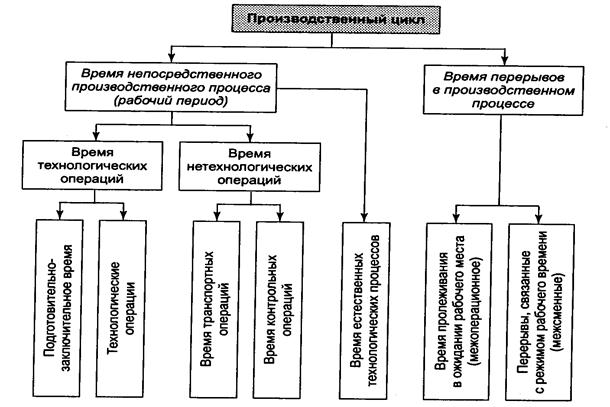
Схема № 1. Структура производственного цикла
Операция — часть процесса производства, выполняемая на одном рабочем месте, состоящая из ряда действий над одним объектом производства (деталью, узлом, изделием) одним или несколькими рабочими. Различают следующие виды сочетания операций:
• последовательный; параллельный; параллельно-последовательный (смешанный).
Последовательный вид сочетания операций характеризуется тем, что на каждой операции детали обрабатываются партией, передача
партии на последующую операцию начинается не раньше, чем будет закончена обработка всех деталей на предыдущей операции. Расчет продолжительности цикла при последовательном виде движения представлен на схеме № 2.
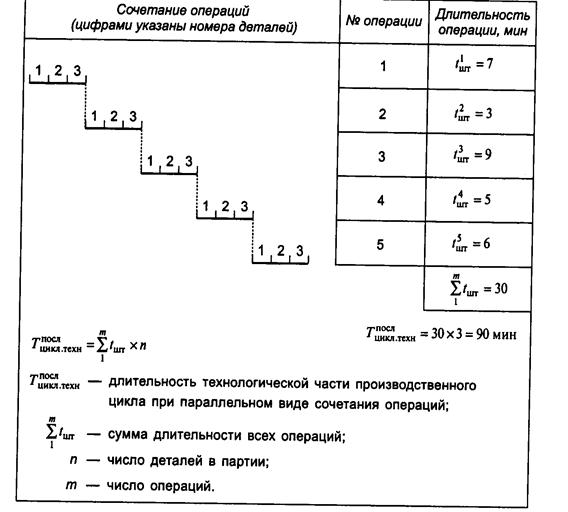
Параллельный вид сочетания операций характеризуется тем, что обработка деталей производится одновременно на всех операциях. Параллельный вид сочетания операций наиболее эффективен при производстве однородных изделий. Расчет продолжительности цикла при параллельном виде движения представлен на схеме № 3.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 450; Нарушение авторских прав?; Мы поможем в написании вашей работы!